Báo cáo khoa học: "nghiên cứu nâng cao độ bền chi tiết toa xe trong điều kiện việt nam" doc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (163.28 KB, 5 trang )
nghiên cứu nâng cao độ bền chi tiết
toa xe trong điều kiện việt nam
PGS. TS. Vũ duy lộc
Bộ môn Đầu máy Toa xe
Khoa Cơ khí - Trờng Đại học GTVT
PGS. TS. Đinh quảng năng
Bộ môn Vật liệu v công nghệ đúc
Trờng Đại học Bách khoa H nội
NCS. ThS. Đồng xuân thành
Cty t vấn Đầu t v Xây dựng
Tóm tắt: Bi viết ny nêu tóm tắt quá trình nghiên cứu nâng cao độ bền cho các chi tiết
chịu lực chủ yếu trong toa xe bằng công nghệ vật liệu mới v cải tiến công nghệ chế tạo chi tiết
với điều kiện nguyên vật liệu v thiết bị sẵn có ở Việt Nam.
Summary: This paper briefs on the study procedure for increasing the serveablity of the
main bearing parts of coaches by using new material technology and improvement of detail
manufacturing under the conditions that the materials and equipment are available in Vietnam.
CB
A
i. đặt vấn đề
Độ bền là một đặc tính cơ bản của bất kỳ một loại vật liệu kết cấu nào và việc nâng cao độ
bền cho kết cấu luôn là nhu cầu khách quan mang tính liên tục, thờng xuyên của những nhà
vật liệu học, nhà luyện kim và thiết kế công nghệ. Vật liệu chế tạo các chi tiết toa xe cũng là vật
liệu kết cấu, cho nên việc tìm cách nâng cao độ bền các chi tiết toa xe cũng nằm trong xu
hớng chung tăng bền cho kết cấu, nhằm nâng cao độ an toàn tin cậy cho chủng loại kết cấu
phục vụ cho việc vận chuyển hành khách và hàng hoá. Điều này cũng đã đợc khẳng định
trong các chủ trơng đầu t, chính sách khoa học công nghệ của Nhà nớc ta, thể hiện trong
phơng hớng, mục tiêu, nhiệm vụ khoa học và công nghệ chủ yếu của các chơng trình khoa
học và công nghệ trọng điểm cấp Nhà nớc giai đoạn 5 năm 2001 - 2005 và trong quyết định số
272/2003/ QĐ-TTg ngày 31 tháng 12 năm 2003 của Thủ tớng Chính phủ phê duyệt Chiến lợc
phát triển khoa học và công nghệ Việt Nam đến năm 2010, đồng thời cũng đợc cụ thể hoá
trong chơng trình hoạt động khoa học công nghệ của Tổng công ty Đờng sắt Việt Nam.
Trớc thực trạng độ bền của các chi tiết toa xe chế tạo trong nớc hiện nay của ta còn rất
hạn chế, công nghệ chế tạo còn lạc hậu, phiền phức, kém tính kinh tế. Vật liệu chiếm khối lợng
chủ yếu trong việc chế tạo các chi tiết toa xe thế hệ 2 vẫn là loại thép các-bon chất lợng
thờng ít bền (xem bảng 1), nên các tiết diện chịu lực của chi tiết cần phải lớn, dẫn đến tự trọng
của các toa xe này thờng lớn.
Bảng 1. Cơ tính của thép đã dùng chế tạo các chi tiết toa xe trong nớc
b
c
5
MPa %
a
k
, J/ cm
2
Mác thép
Chiều dày sản
phẩm cán, mm
Không nhỏ hơn
CT38(CT3) 20 - 40 373 235 25 35
Thép 45 20 - 40 550 320 12 30
C25Đ 20 - 40 450 240 19 40
Trong khi nhu cầu thực tế của ngành Đờng sắt nớc ta đến thời kỳ cần đổi mới phơng
tiện nhằm nâng cao chất lợng vận tải, tăng khả năng cạnh tranh chuẩn bị bớc vào thời kỳ hoà
nhập kinh tế quốc tế, cho nên việc nâng cao chất lợng toa xe để đáp ứng các đòi hỏi ngày
càng cao của khách hàng là vấn đề cấp thiết đợc đặt ra đối với ngành chế tạo toa xe. Ngoài
nhu cầu chế tạo mới khoảng 250 toa xe/năm, ngành Đờng sắt còn phải đáp ứng nhu cầu sửa
chữa duy trì hoạt động của khoảng 5000 toa xe có nguồn gốc từ nhiều nớc khác nhau. Các toa
xe này đã đến thời kỳ cần có các chi tiết phụ tùng mới thay thế cho các chi tiết mòn hỏng, đã
hết hạn sử dụng, trong số đó có những chủng loại phụ tùng mà nớc ngoài không còn sản xuất
nữa. Trớc tình hình đó, ngành Đờng sắt nớc ta đã đến lúc cần phải chủ động giải quyết khâu
phụ tùng có chất lợng cao phục vụ sửa chữa, thay thế trong ngành.
ii. Lựa chọn giải pháp
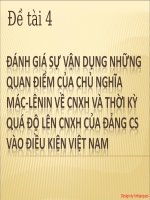
Theo [1], để nâng cao độ bền và tuổi thọ các chi tiết toa xe, có thể đi theo các nhóm giải
pháp nh trong sơ đồ hình 1.
Các giải pháp nâng cao độ bền chi tiết toa xe
1. Nhóm các giải pháp cải tiến
kết cấu, giảm tải trọng tác
dụng lên chi tiết toa xe
2. Nhóm giải pháp dùng vật
liệu mới chất lợng cao để
chế tạo chi tiết toa xe
3. Nhóm các giải pháp
cải tiến công nghệ chế
tạo chi tiết toa xe
Giảm tự
nặng toa
xe, dùng
thùng xe
toàn thân
chịu lực,
Giảm độ
lệch tâm
của kết
cấu và
các nút
nối kết
chịu lực,
Giảm tải
trọng dọc
trục, tăng độ
nhún tĩnh, hạ
thấp trọng
tâm toa xe
Dùng thép
hợp kim
thấp có cơ
tính tổng
hợp cao
Dùng hợp
kim nhẹ,
chất dẻo và
vật liệu tổ
hợp
Cải tiến
công nghệ
chế tạo đúc
phôi chi tiết
Cải tiến
công
nghệ gia
công áp
lực
Cải tiến
công
nghệ gia
công
nhiệt
luyện
CB
A
Hình 1. Sơ đồ các giải pháp nâng cao độ bền chi tiết toa xe
Trong 3 nhóm giải pháp trên, nhóm giải pháp tính toán kết cấu giảm lực tác dụng (nhóm 1)
đã có nhiều đề tài nghiên cứu, cho nên đề tài chủ yếu đi theo hớng nghiên cứu thực nghiệm
dùng vật liệu mới có cơ tính tổng hợp cao và cải tiến công nghệ chế tạo chi tiết (nhóm giải pháp
2 + 3) để nâng cao độ bền chi tiết toa xe.
iii. thực hnh giải pháp dùng vật liệu mới để nâng cao độ bền chi tiết toa xe
1. Nghiên cứu thiết kế vật liệu phù hợp trên cơ sở tham khảo thành phần vật liệu của
nớc ngoài và ảnh hởng của các nguyên tố hợp kim đến cơ tính của thép
- Nghiên cứu thành phần vật liệu chế tạo chi tiết toa xe của một số nớc tiên tiến nh ấn
Độ, Nga, Mỹ, Trung Quốc.
Bảng 2. Thép hợp kim thấp chế tạo các chi tiết toa xe của ấn Độ [4]
Thành phần hoá học các nguyên tố , %
Nhóm
IS
C Si Mn P S Ni Cr Mo
Nguyên tố
khác
IS:2708
Nhóm1
0,14-0,2 0,3-0,6 1,2-1,7
0,05 0,05 0,4 0,25 0,25
0,3 Cu
IS:3038
Nhóm1
0,18-0,28
0,5
1,1-1,6
0,05 0,05 0,4 0,35 0,15
0,3 Cu
0,10 W
IS:2708
Nhóm2
0,2-0,26 0,3-0,6 1,2-1,7
0,05 0,05 0,4 0,25 0,25
0,3 Cu
IS:2708
Nhóm 3A
0,26-0,35 0,3-0,6 1,2-1,7
0,05 0,05 0,4 0,25 0,25 0,3 Cu
- Nghiên cứu thành phần vật liệu độ bền cao của nớc ngoài, tìm hiểu thành phần hoá học
của một số mác thép hợp kim thấp độ bền cao của Nga dùng để chế tạo các chi tiết quan trọng
chịu tải trọng động lớn nh 20XCA, 25XCA, 30XC, 25XT,
Bảng 3. Thép hợp kim thấp để chế tạo chi tiết toa xe của Mỹ
v mác tơng đơng của Trung Quốc hiện nay [3]
Thành phần hoá học của các mác thép , %
Mác thép C Si Mn Ni Cu Nguyên tố khác
AAR - B
ZG25MnNi
0,32
0,28
1,50
0,40
0,90
1,00
0,3
0,4
0,3
0,3 Cr
0,04 % P, S
AAR - C
ZG25MnCrNiMo
0,32
0,28
1,50
0,40
1,85
0,40
0,3
0,3
0,04 % P, S
Cr+Ni+Mo 1,45
AAR - E
QG - E1
0,32
0,28
1,50
0,40
1,85
0,40
0,3
0,025 % P, S
Cr+Ni+Mo 1,45
CB
A
Các mác thép cấp AAR- B dùng chế tạo các chi tiết không quan trọng, còn cấp AAR- C
và cấp AAR- E đợc dùng để chế tạo những chi tiết quan trọng và đặc biệt quan trọng, chịu tải
trọng lớn trong toa xe.
Nghiên cứu thành phần vật liệu độ bền cao của nớc ngoài, tìm hiểu thành phần hoá học
của một số mác thép hợp kim thấp độ bền cao của Nga dùng để chế tạo các chi tiết quan trọng
chịu tải trọng động lớn nh 20XCA, 25XCA, 30 XC, 25XT,
2. Nghiên cứu thiết kế vật liệu phù hợp với nguồn tài nguyên và điều kiện thiết bị
hiện có của Việt Nam
- Nghiên cứu ảnh hởng của các nguyên tố hợp kim đến cơ tính của thép.
- Theo [2], tác dụng của từng nguyên tố hợp kim ở trong thép đợc thể hiện trong bảng 4.
Bảng 4. Tác dụng của các nguyên tố hợp kim trong thép [2]
Nguyên tố hợp kim Tác dụng
Mangan
Cờng hoá fe - rit, nâng cao độ bền, độ cứng, độ chịu mài mòn, tác dụng
austenit hoá khi hàm lợng hợp kim cao.
Silic Cờng hoá fe - rit, tăng tính chịu nóng và tính chịu ăn mòn, giảm tính dẻo dai.
Crôm
Cờng hóa mạnh nền, nếu hàm lợng cao sẽ làm tăng tính chịu ăn mòn và
chống ô xy hoá.
Niken
Mở rộng khu vực và xúc tiến quá trình austenit hoá, nâng cao độ bền mà không
làm giảm độ dẻo, tăng tính chịu ăn mòn.
Nhôm Khử ô xy tốt, làm nhỏ hạt tinh thể, tăng tính chịu ô xy hoá và tính chịu ăn mòn.
Titan Tác dụng khử ô xy, cờng hoá fe-rit, làm nhỏ mịn hạt tinh thể.
Nguyên tố đất hiếm Khử lu huỳnh, khử khí, làm nhỏ hạt tinh thể, làm tốt tổ chức ở trạng thái đúc.
- Tổng hợp các kết quả nghiên cứu ở trên, đề tài thiết kế ra 3 mác vật liệu mới trong nớc là
thép hợp kim thấp nh trong bảng 5.
Bảng 5. Vật liệu mới chủ yếu để chế tạo chi tiết toa xe trong nớc
Thành phần hoá học các nguyên tố chủ yếu, %
Mác thép
C Si Mn Cr P S Nguyên tố khác
Công
dụng
20CrMnSiRE 0,15 -0,23 0,8-1,1 0,8-1,1 0,8-1,1
0,04 0,03
< 0,3 ( trừ Ni)
0,15- 0,2 RE
Chi tiết
hàn cán
25CrMnSiRE 0,20-0,28 0,8-1,1 0,8-1,1 0,8-1,1
0,04 0,03
< 0,3 ( trừ Ni)
0,15- 0,2 RE
Chi tiết
đúc
30CrMnSiRE 0,25- 0,35 0,8-1,1 0,8-1,1 0,8-1,1
0,04 0,03
< 0,3 ( trừ Ni)
0,15- 0,2 RE
Chi tiết
trục, chốt
iv. Thực hnh giải pháp cải tiến công nghệ chế tạo chi tiết để tăng bền
1. Cải tiến công nghệ đúc phôi, ứng dụng chế thử chi tiết đúc điển hình
- Dùng các biện pháp khử khí để chống rỗ khí, tạo tính liên tục cho chiều dày thành vật đúc;
- Dùng các biện pháp tạo xỉ kết hợp với biến tính, khử kỹ tạp chất xuống mức thấp nhất để
nâng cao độ bền tinh giới, tạo ra mác thép mới chứa nguyên tố đất hiếm Việt Nam, có thành
phần hoá học nh trong bảng 5;
- Dùng khuôn cát nớc thuỷ tinh đông rắn nhanh bằng khí CO
2
ở nhiệt độ thờng, không
phải sấy khuôn phức tạp, mà vẫn hạn chế đợc khuyết tật bề mặt;
- Chọn mặt phân khuôn và phơng pháp làm khuôn phù hợp, mỗi chi tiết mới cần có sáng
tạo công nghệ mới dựa trên các nguyên tắc cơ bản;
CB
A
- Tính toán lựa chọn hệ thống rót, ngót hợp lý, thể hiện qua sản phẩm chế thử đạt yêu cầu,
không có khuyết tật rỗ co.
2. Cải tiến công nghệ chế tạo chi tiết qua gia công áp lực, ứng dụng chế thử chi tiết
qua rèn điển hình
- Thiết kế phôi rèn phù hợp với tình hình không có phôi cán sẵn nh ở nớc ngoài để tránh
khuyết tật nứt hoặc thoát các - bon bề mặt;
- Chọn nhiệt độ nung phôi và nhiệt độ kết thúc rèn hợp lý qua tham khảo thông số nhiệt độ
nung rèn của mác thép tơng đơng ở nớc ngoài.
3. Cải tiến công nghệ nhiệt luyện, ứng dụng nhiệt luyện các chi tiết đúc + rèn
- Dùng phần mềm Thermo - calc của Đức để tự động vẽ giản đồ pha của hợp kim thực tế,
qua đó xác định đợc nhiệt độ nung hợp lý của hợp kim mới chế thử là 880
0
C.
- Chọn chế độ nhiệt luyện thờng hóa đơn giản, kinh tế, ít gây cong vênh, mà cơ tính đạt
đợc cũng khá cao.
4. Cải tiến công nghệ đánh giá chất lợng sản phẩm, bằng cách sử dụng các phơng
pháp tiên tiến nhất đ có ở Việt Nam.
- Dùng phơng pháp phân tích quang phổ để tự động xác định thành phần của hợp kim
thực tế với độ chính xác cao, đồng thời thời phân tích đợc nhiều nguyên tố cùng lúc (bảng 6).
Bảng 6. Thnh phần thực tế của thép hợp kim thấp đúc phôi chi tiết toa xe mới
Thành phần hoá học của mác thép hợp kim thấp mới chế tạo trong nớc, %
C Si S P Mn Ni Cr Mo
0,24591 0,92949 0,02072 0,03824 0,95778 0,85432 1,02158 0,02787
Cu Ti Sn Co Al V Zn Fe
0,10970 0,00688 0,00769 0,01902 0,06519 0,00755 0,00313 Còn lại
- Xác định giới hạn bền của vật liệu chế tạo chi tiết toa xe bằng phơng pháp mới kết hợp
với kiểm tra bằng các phơng pháp truyền thống (xem bảng 7).
Bảng 7. Độ bền của vật liệu mới đợc chế tạo ra trong nớc
Giới hạn bền của vật liệu mới chế tạo chi tiết toa xe, MPa
Số phép
thử cho mỗi
loại vật liệu
Vật liệu qua đúc Vật liệu qua thờng hoá Vật liệu mới qua tôi
Ghi chú
7 1051 1042 1588
Trị số trung
bình
Bảng 8. Độ dai va đập của vật liệu mới đợc chế tạo ra trong nớc
Mẫu thử số Độ dai va đập, KCU, J/cm
2
Ghi chú
1, 2, 7, 9 71 Trị số trung bình sau đúc
3, 4, 5, 8 104 Trị số trung bình sau thờng hoá
- Xác định cấu trúc tế vi của vật liệu chế tạo chi tiết toa xe mới bằng các phơng pháp tiên
tiến nhất hiện nay nh phơng pháp hiển vi điện tử (phóng đại 2000 lần, 10000 lần, 300000
lần), phơng pháp nhiễu xạ Rơnghen,
v. Kết luận v khuyến nghị
CB
A
Sau nhiều năm nghiên cứu, đề tài đã thiết kế ra đợc 3 thành phần vật liệu mới là thép
hợp kim thấp dùng để chế tạo phần lớn các chi tiết chịu lực trong toa xe, đã chế tạo ra đợc vật
liệu mới tơng đơng mác thép 25CrMnSiRE có cơ tính tổng hợp cao mà giá thành không cao,
đã áp dụng đợc công nghệ mới (công nghệ khuôn, công nghệ nấu luyện, công nghệ nhiệt
luyện) để nâng cao chất lợng sản phẩm. Những chi tiết toa xe đợc chế thử bằng vật liệu mới
qua kiểm định bằng các phơng pháp hiện đại đã đạt đợc độ bền cao gấp đôi so với chi tiết
hiện tại, mà công nghệ lại đơn giản hơn, trên cơ sở đó mà thiết kế giảm tiết diện chịu lực, giúp
giảm tự trọng chi tiết toa xe.
Khi có điều kiện kinh phí, ngành Đờng sắt cần nghiên cứu tiếp việc cán thép hợp kim
mới.
Tài liệu tham khảo
[1]. Lê Văn Học, Dơng Hồng Thái (1997). Tải trọng động và độ bền kết cấu toa xe. Tài liệu giảng dạy cao
học, ĐH Giao thông vận tải.
[2]. Phan Tử Phùng (1991). Sổ tay kỹ thuật đúc thép. NXB KHKT Hội Đúc- Luyện kim Việt Nam.
[3]. Tie lu ji che che liang ke ji shou ce (2002). Zhong guo tie lu shu ban she, Bei jing, Zhong guo.
[4]. MUKAND IRON & STEEL WORKS LTD (1980). MUKAND CASTINGS, INDIA