tkmh công nghệ sửa chữa truyền lực chính
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (186.97 KB, 14 trang )
Lời nói đầu
Sửa chữa lớn một xe ô tô thờng phải dùng đến một khối lợng phụ tùng rất lớn
bao gồm hàng trăm loại khác nhau.
Trong nhiều năm qua vấn đề phụ tùng thay thế trong sửa chữa đã đợc nhiều
ngời quan tâm đến. Thiếu phụ tùng thay thế, thời gian xe nằm đợi sửa chữa trong xí
nghiệp sẽ quá dài, giá thành sửa chữa tăng, chu kỳ sửa chữa và sản xuất của xí
nghiệp không ổn định, nhịp độ xe xuất xởng không đều. Mặt khác do thiếu phụ
tùng thay thế nên nhiều khi xí nghiệp phải dùng cả các chi tiết máy đã quá h hỏng,
do đó làm giảm tuổi thọ của các tổng thành máy; xe sau khi sửa chữa lớn có tuổi
thọ quá thấp, chu kỳ sửa chữa ngắn lại. Trong các xí nghiệp vận tải cũng gặp khó
khăn này. Thiếu phụ tùng thay thế nên nội dung các cấp bảo dỡng không đợc làm
đầy đủ, nhiều chi tiết máy đến kỳ thay vẫn đành phải dùng tiếp. Do đó xe không có
trạng thái kỹ thuật tốt, h hỏng vặt luôn, số ngày xe tốt giảm đi, hệ số đầu xe hoạt
động quá thấp (có nơi chỉ có 40 - 50% số đầu xe đủ khả năng hoạt động).
Vì vậy trong kế hoạch Nhà nớc cũng đã nêu rõ nhiệm vụ của ngành cơ khí là
phấn đấu đáp ứng phần lớn nhu cầu phụ tùng thông thờng của các ngành công
nghiệp; nâng cao đáng kể mức đáp ứng nhu cầu phụ tùng ô tô, máy kéo; đáp ứng
phần lớn nhu cầu sửa chữa máy móc, thiết bị của các ngành.
Các khâu trong quy trình sửa chữa phục hồi cũng nh trong quá trình lắp ráp
xe mới đòi hỏi phải có các công việc tháo lắp tơng đối cao. Các cụm tổng thành
yêu cầu về độ chính xác cũng nh yêu cầu về khe hở và độ dơ rất cao đòi hỏi quá
trình lắp ráp phải chính xác. Mặt khác, quá trình lắp ráp phải đảm bảo nhanh nhất
để tăng năng xuất lao động. Do đó, quy trình lắp ráp phải đợc xây dựng một cách
khoa học đúng trình tự.
Phần I:
Khái niệm chung về lắp ráp cơ khí
I. Vị trí và yêu cầu chung của lắp ráp tổng thành.
1. Vị trí của công tác lắp ráp.
Lắp ráp là khâu cuối cùng của quá trình công nghệ. Nó ảnh hởng trực tiếp đến
chất lợng sửa chữa xe và tổng thành .
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
Nội dung chủ yếu của công việc lắp ráp là tập hợp các chi tiết thành từng cụm
rồi trên cơ sở các cụm và chi tiết rồi lắp thành tổng thành. Rồi từ các cụm tổng
thành và chi tiết lại đợc lắp ráp thành xe hoàn chỉnh .
2. Yêu cầu chung của công tác lắp ráp tổng thành.
- Đảm bảo cho từng cặp lắp ghép đúng độ dơ , độ chặt cho phép.
- Đảm bảo độ chính xác về vị trí tơng đối giữa các chi tiết , giữa các cụm
máy , giữa các tổng thành theo yêu cầu thiết kế .
- Đảm bảo chi tiết sạch sẽ , không có bụi cơ học .
- Đảm bảo yêu cầu và độ kín khít , không bị rò rỉ dầu và hơi nớc .
- Đảm bảo cho các chi tiết không chịu ứng suất trớc và sau khi kết thúc
công việc lắp ráp .
II. Các phơng pháp lắp ráp và lựa chọn.
1. Các phơng pháp lắp ráp.
Căn cứ vào việc lựa chọn dung sai và quá trình lắp ráp ngời ta chia lắp ráp
tổng thành thành 5 phơng pháp :
a. Phơng pháp lắp lẫn hoàn toàn :
-ở phơng pháp này tất cả các chi tiết cùng loạt đợc tiêu chuẩn hoá. Một chi
tiết bất kỳ nào trong đó đều có khả năng lắp vào cặp lắp ghép bất kỳ mà dung sai về
khe hở (độ căng) và các yêu cầu kỹ thuật khác đều nằm trong phạm vi cho phép.
-Với phơng pháp lắp lẫn hoàn toàn này nó làm đơn giản quá trình lắp ráp. Mặt
khác phơng pháp này có thể đạt năng suất cao, đòi hỏi trình độ công nghệ cao, dễ
xác định mức lao động trong lắp ghép .
b. Phơng pháp lắp lẫn không hoàn toàn :
-Là phơng pháp cho phép mở rộng phạm vi dung sai của các khâu thành phần
để dễ chế tạo nhng khi lắp vào vẫn phải đảm bảo yêu cầu của khâu khép kín do
thiết kế của khâu đề ra .
-Khi thực hiện phơng pháp lắp lẫn không hoàn toàn này thờng đợc áp dụng
cho những cặp lắp ghép có độ chính xác cao nhng lại có nhiều khâu thành phần .
c. Phơng pháp lắp ráp chia nhóm chọn lắp:
-Là phơng pháp có thể lắp lẫn trong một nhóm có giới hạn dung sai nhất định.
ở phơng pháp này thì giới hạn dung sai của cặp lắp ghép sau khi lắp ghép xong sẽ
bé hơn nhiều so với giới hạn dung sai cho phép :
=
max
-
min
=
t
-
l
.
trong đó :
max
,
min
: Khe hở lớn nhất và nhỏ nhất của cặp lắp ghép .
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 2
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
t
,
l
: Dung sai của trục và lỗ .
- Khi thực hiện theo phơng pháp chia nhóm chuẩn thì lắp ghép các chi tiết sẻ
đợc chia làm nhiều nhóm (n nhóm) làm cho dung sai của cặp lắp ghép sẻ
nhỏ đi (n lần) là :
/ n.
d. Phơng pháp lắp ráp dùng vật đệm:
-ở phơng pháp này dung sai lắp ghép cuối cùng của một chuỗi kích thớc th-
ờng đợc đảm bảo bằng vật đệm, bu lông, chốt hay gián cao lệch tâm.
-Việc lắp ráp nh vậy sẽ làm cho quá trình lắp ráp đơn giản đi , phạm vi dung
sai không cần khắt khe, thuận tiện khi gia công. Sau một thời gian sử dụng các chi
tiết có thể bị hao mòn, khe hở bị thay đổi thì ngời ta có thể tiến hành điều chỉnh lại
bằng cách thay đổi chiều cao bu lông.
e. Phơng pháp lắp ráp có sửa nguội:
Là phơng pháp lắp ráp cho phép giảm bớt đi một lợng kim loại hay đổi một
giá trị kích thớc bất kỳ để khi lắp ghép đảm bảo đúng yêu cầu kỹ thuật.
ở phơng pháp này các chi tiết đợc sửa lắp từng cặp một nhằm đảm bảo một
dung sai giới hạn bé nhất . Phơng pháp này thờng áp dụng để lắp ghép chi tiết yêu
cầu độ chính xác cao.
-Việc áp dụng phơng pháp lắp ráp này tốn nhiều lần sửa nguội (30 ữ 45 (s)) .
Ngời ta thờng áp dụng phơng pháp này để lắp ghép cặp chi tiết theo kích thớc tự do
và nó làm cho việc sửa lắp càng phổ biến.
2. Lựa chọn.
Nh vậy căn cứ vào nội dung của các phơng pháp lắp ghép trên và đặc điểm của
tổng thành cần lắp ráp (Truyền lực chính trên ôtô) đó là: Độ chính xác cao, nhiều
chi tiết phức tạp, thao tác lắp ráp khó khăn cho nên ta không chọn riêng một ph-
ơng pháp lắp riêng nào cả mà nó tổ hợp tất cả các phơng pháp lắp ráp trên.
III. Các bớc xây dựng quy trình công nghệ lắp ráp.
1. Khái niệm.
Nội dung của quy trình công nghệ lắp ráp là xác định trình tự và phơng pháp
lắp ráp chi tiết để tạo thành sản phẩm thoả mãn các điều kiện kỹ thuật đề ra một
cách kinh tế nhất .
Quá trình công nghệ lắp ráp cũng đợc chia thành nguyên công , bớc nguyên
công và động tác .
- Nguyên công lắp ráp: Là một phần của quá trình công nghệ lắp ráp đợc hoàn
thành đối với một bộ phận hay một sản phẩm tại một chỗ làm việc nhất định do
một hay một nhóm công nhân thực hiện một cách liên tục.
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 3
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
- Bớc của nguyên công: Là một phần của nguyên công đợc quy định bởi sự cố
định của dụng cụ lắp ráp.
- Động tác: Là thao tác của một công nhân để thực hiện một công việc lắp ráp.
VD : Lấy chi tiết lắp đa vào vị trí lắp .
2. Nhóm và phân nhóm.
- Nhóm chi tiết: Là một phần của sản phẩm có từ hai chi tiết trở nên có thể
lắp với nhau và kiểm tra riêng, không phụ thuộc vào công tác tổng lắp.
Nhóm lắp ghép đợc đặc trng bằng sự kết thúc của một phần lắp của sản phẩm
trực tiếp tham gia vào tổng lắp .
- Phân nhóm: Là một phần của nhóm và có phân ra phân nhóm cấp 1 , 2.
Phân nhóm cấp 1: Là một phân nhóm lắp trực tiếp vào nhóm.
Phân nhóm cấp 2 : Là một phân nhóm lắp vào phân nhóm cấp 1.
3. Các tài liệu ban đầu để thiết kế quy trình công nghệ lắp ráp.
Khi thiết kế quy trình công nghệ lắp ráp tổng thành thì cần có :
- Bản vẽ lắp chung toàn sản phẩm hay bộ phận với đầy đủ yêu cầu kỹ thuật.
- Bản thống kê chi tiết lắp của bộ phận hay tổng thành với đầy đủ số lợng,
quy cách, chủng loại của chúng.
- Thuyết minh về đặc tính sản phẩm, các yêu cầu về kỹ thuật nghiệm thu,
những yêu cầu đặc biệt trong lắp ráp sử dụng.
- Sản lợng và mức độ ổn định của sản phẩm .
- Khả năng về thiết bị, đồ nghề, khả năng của xí nghiệp.
4. Các bớc của quy trình công nghệ lắp ráp.
Để hình thành một quy trình công nghệ lắp ráp theo đúng yêu cầu và để đảm
bảo độ chính xác trong quá trình lắp ráp ta phải tiến hành lắp ráp qua các bớc sau :
- Nghiên cứu bản vẽ lắp của tổng thành để phân thành nhóm và phân nhóm
lắp ghép .
- Nghiên cứu các điều kiện kỹ thuật khi lắp ráp của cụm chi tiết, của cặp chi
tiết: độ dơ, độ găng.
- Lựa chọn phơng pháp lắp ráp để ứng dụng cho từng nhóm từng phân nhóm.
- Lập sơ đồ công nghệ lắp ráp :
Lập sơ đồ lắp ráp công nghệ theo nhóm.
Lập sơ đồ lắp ráp mở rộng nhóm biểu hiện trình tự lắp ráp từ chi tiết cơ sở của
nhóm và trình tự lắp các chi tiết của nhóm vào chi tiết cơ sở và cuối cùng đợc
nhóm hoàn chỉnh.
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 4
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
Lập sơ đồ quy tròn tổng thành trình tự lắp ráp của tổng thành đó từ chi tiết cơ
bản của tổng thành theo một trình tự với các chi tiết bắt nối. Trong sơ đồ quy
tròn tổng thành ngời ta quy định nhóm lắp ráp đợc đặt dới, chi tiết đặt ở trên.
Lập sơ đồ công nghệ mở rộng tổng thành.
- Tháo lắp tổng thành mẫu theo sơ đồ đã lập.
- Lập phiếu công nghệ quy trình lắp ráp, thể hiện trình tự lắp ráp, giờ công
lắp ghép, tiêu chuẩn kỹ thuật lắp ghép, dụng cụ phục vụ lắp ghép và những thiết bị
kiểm tra.
- Thiết kế các dụng cụ phục vụ lắp ráp.
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 5
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
Phần II:
Giới thiệu về tổng thành lắp ráp
Trong thiết kế môn học này đề tài đợc giao là: Quy trình lấp ráp tổng thành
truyền lực chính loại xe ZiL 130.
I. Giới thiệu chung
Truyền lực chính là một tổng thành thuộc hệ thống truyền lực của ôtô. Xét về
mặt cấu tạo, hệ thống truyền lực của ôtô có thể gồm nhiều cụm tổng thành khác
nhau, tuỳ theo loại hệ thống truyền lực đó là hệ thống truyền lực cơ khí, cơ khí
thuỷ lực, thuỷ lực hay điện từ. Ngay cả đối với hệ thống truyền lực cơ khí, mỗi loại
ôtô khác nhau cũng có cách bố trí hệ thống truyền lực khác nhau (ôtô có tính cơ
động cao thờng có 2 cầu chủ động; ôtô tải loại nặng cũng thờng có hai hoặc ba cầu
chủ động; ngợc lại, ôtô du lịch thờng chỉ có một cầu chủ động,).
1/ Vị trí, chức năng, đặc điểm kết cấu của hệ thống truyền lực:
a/Vị trí:
-Truyền lực chính là tổng thành thuộc hệ thống truyền lực, đối với các loại ô
tô thì truyền lực chính luôn đợc đặt trớc các bánh xe chủ động. Với xe Zil-130 thì
đợc đặt ở vị trí sau trục cácđăng và trớc bộ visai và bán trục tạo nên cầu chủ động
của ôtô.
- Hệ thống truyền lực của xe Zil-130 bao gồm: Ly hợp Hộp số- Hộp phân
phối- Truyền lực cácđăng- Truyền lực chính- Bán trục- Bánh xe.
b/Chức năng:
+ Đảm nhận tỉ số truyền lớn trong tỉ số truyền chung của hệ thống truyền
lực, tăng mômen quay cho bánh xe chủ động.
+ Truyền chuyển động quay dới một góc 90 từ trục Cácđăng tới bán trục
chủ động. Hay nói cách khác là biến chuyển động quay dọc của động cơ thành
chuyển động quay ngang của nửa trục.
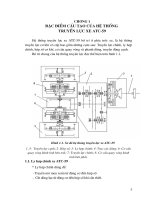
c/Sơ đồ cấu tạo của truyền lực chính Zil 130:
Bộ truyền lực chính cuả Zil 130 thuộc loại truyền lực chính kép (truyền lực
chính hai cấp), đợc dùng trên tất cả các ô tô tải có sức chở lớn. Nó gồm có hai cặp
bánh răng ăn khớp là : cặp bánh răng trụ và cặp bánh răng côn.
Trên hình vẽ thể hiện bộ truyền lực chính hai cấp của ZIL 130. Cacte 17 của
bộ truyền động chính đợc bắt chặt bằng bu lông vào dầm 27 của cầu sau. Trục bánh
răng côn dẫn động 11 đặt trong ống lót 7 của cacte bộ truyền động chính trong hai
vòng bi đũa côn 6 và 9. Giữa các mặt bích của ống lót và cacte, có bố trí tấm đệm
10 để điều chỉnh sự ăn khớp của bánh răng côn dẫn động 11 và bánh răng côn bị
dẫn 12. Một đai ốc lắp trên đuôi của trục bánh răng côn dẫn động ngăn không cho
trục dịch chuyển hớng tâm; đai ốc này cũng đồng thời kẹp mặt bích 1 nối bộ truyền
động chính với trục các đăng.
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 6
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
Bánh răng côn bị dẫn 12 bắt cứng vào trục bánh răng dẫn động hình trụ16;
trục quay trên hai vòng bi đũa côn 14 và 29. Các vòng bi này đặt trên nắp, đợc bu
lông bắt chặt vào cacte bộ truyền động chính. Để điều chỉnh vòng bi, có bố trí tấm
đệm 13, nằm ép giữa nắp và mặt bích cacte.
Bánh răng bị dẫn hình trụ 21 nối cứng với hộp vi sai và quay cùng với nó
trên hai vòng bi đũa côn. Vòng bi đợc đai ốc giữ không cho dịch chuyển theo chiều
trục, ví dụ nh: vòng bi bên trái 24 đợc định vị bằng đai ốc 25. Các đai ốc còn cho
phép điều chỉnh độ lắp chặt vòng bi.
Vòng bi của trục bánh răng côn dẫn động và bị dẫn đợc bôi trơn bằng dầu
nhờn từ đờng kênh dẫn tới. Trong ống lót 7 có một túi đặc biệt 30 để gom dầu nhờn
chảy từ thành cacte xuống.
2/ Nguyên lý làm việc của truyền lực chính:
- Chuyển động quay từ truc cácđăng qua cặp bánh răng côn, qua cặp bánh
răng trụ, qua bộ vi sai đến bán trục.
- Bánh răng nón bị dẫn nối cứng với hộp vi sai. Trong hộp vi sai các bánh
răng vệ tinh quay tự do trên chạc chữ thập, các bánh răng này ăn khớp với các bánh
răng nửa trục bánh xe trái và phải. Khi quay bánh bị dẫn của bộ truyền lực chính
kéo hộp vi sai quay theo, tức là cả chac chữ thập và bánh răng vệ tinh cùng quay.
- Khi xe chuyển động thẳng trên đờng bằng phẳng, cả hai bánh xe gặp một
sức cản giống nhau, do đó lực tác dụng lên hai bánh răng của nửa trục cũng bằng
nhau. Khi ở trạng thái cân bằng, các bánh răng vệ tinh không quay quanh trục của
nó. Nh vậy tất cả các chi tiết của bộ vi sai quay nh một khối liền và tốcđộ quay của
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 7
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
hai bánh răng nửa trục (cũng là tốc độ của các nửa trục và các bánh xe dẫn động) sẽ
bằng nhau.
- Khi ôtô vào cua, bánh xe phía trong phải khắc phục một sức cản lớn hơn
bánh xe phía ngoài và lực trên bánh răng nửa trục có liên hệ với bánh xe phía trong,
cũng sẽ lớn hơn. Do đó sự cân bằng của các bánh răng vệ tinh bị phá vỡ và chúng
bắt đầu chuyển động lật theo bánh răng nửa trục liên hệ với bánh xe phía trong.
Bánh răng này quay quanh trục của nó và làm quay bánh răng của nửa trục thứ hai
với tốc độ nhanh hơn. Kết quả là tốc độ quay của bánh xe phía trong giảm, còn của
phía ngoài tăng lên. Giúp xe chuyển động không bị trợt dịch và quay trợt.
3) Điều kiện làm việc của truyền lực chính:
Truyền lực chính là một tổng thành trong cụm cầu chủ động, thuộc phần
khối lợng không đợc treo của ôtô. Vì vậy, trong suốt quá trình ôtô chuyển động,
truyền lực chính luôn phải làm việc trong điều kiện rung động lớn, đặc biệt là với
các loại xe chuyên chạy trên đờng xấu.
Ngoài ra, truyền lực chính còn phải làm việc trong điều kiện vận tốc quay
lớn và thờng xuyên thay đổi. Do vậy, các cặp bánh răng ăn khớp phải chịu áp lực
rất lớn (có thể lên đạt 10000 đến 50000 kG/cm
2
), chịu mài mòn cao và chế độ tải
trọng va đập mạnh.
5 / Yêu cầu kỹ thuật của tổng thành:
Các yêu cầu kỹ thuật cơ bản đối với truyền lực chính là:
+ Đảm bảo tỉ số truyền cần thiết, đồng thời vẫn phải có kích thớc và trọng l-
ợng nhỏ, để khoảng sáng gầm xe đạt yêu cầu của tính năng thông qua.
+ Có hiệu suất truyền cao ngay cả khi thay đổi nhiệt độ và vận tốc.
+ Đảm bảo vận hành êm dịu, ít ồn và có độ bền lâu.
7. Yêu cầu của truyền lực chính:
- Truyền lực chính phải có tỷ số truyền đảm bảo tính năng động lực học và tính
năng kinh tế của ôtô:
+ Tính năng kinh tế
+ Tỷ số
maxã
ã
V
axVem
- Truyền lực chính cần phải có kích thớc nhỏ gọn để đảm bảo khoảng rỗng gầm
xe cần thiết.
- Truyền lực chính phải có độ cứng cần thiết.
- Truyền lực chính đảm bảo hiệu suất cao ngay cả khi nhiệt độ thay đổi và vận
tốc quay thay đổi.
- Truyền lực chính phải đảm bảo bền trục và điểm tựa.
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 8
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
II. Yêu cầu kỹ thuật lắp ráp, điều chỉnh của truyền lực chính
1. Bánh răng
Các bánh răng ôtô máy kéo làm việc trong điều kiện khá nặng nhọc, chúng
truyền lực lớn ở tốc độ vòng lớn. Yêu cầu của truyền lực chính lại phải có kích thớc
nhỏ cho nên các bánh răng phải có kích thớc bé do đó chúng làm việc càng căng
thẳng .
Yêu cầu đối với bánh răng truyền lực chính:
-Đảm bảo truyền mô men quay đều đặn.
-Làm việc không ồn.
-Ăn khớp đúng mặc dù có sự sai lệch một ít về khoảng cách các đờng tâm bánh
răng ăn khớp.
-Đủ độ bền làm việc.
Trên các bộ phận truyền lực của ôtô máy kéo dạng răng đợc dùng chủ yếu là
dạng răng thân khai. Răng có dạng thân khai đảm bảo các yêu cầu nêu trên đối với
bánh răng của truyền lực chính. Chính phơng pháp tạo đờng thân khai đã xét đến
độ êm dịu khi ăn khớp và kéo theo đó là sự truyền mô men quay một cách êm dịu.
Muốn cho các bánh răng ăn khớp đều đặn không gây nên gia tốc cần phải đảm bảo
hệ số trùng khớp yêu cầu.
Để đảm bảo những yêu cầu về độ bền, độ chống mòn, độ êm dịu làm việc cao
cũng nh làm giảm kích thớc hộp số thì ở nghành chế tạo ôtô máy kéo ngời ta không
dùng hình dạng răng nh đã quy ớc mà ngời ta phải điều chỉnh lại bánh răng theo
các phơng pháp sau: điều chỉnh chiều cao, điều chỉnh góc, điều chỉnh hình dạng
bên và điều chỉnh tiếp tuyến.
2. Trục
Kích thớc và vật liệu chế tạo trục có ảnh hởng lớn đến khả năng làm việc lâu
dài của bánh răng và ổ bi. Sơ đồ động học của truyền lực chính ảnh hởng đến kích
và tải trọng lên trục. Một trong những yêu cầu cơ bản đối với trục là độ cứng.
Trục càng cứng vững sẽ làm tăng độ bền các bánh răng và giảm tiếng ồn khi
các bánh răng làm việc vì lúc đó bánh răng không bị vênh.
Ngoài đảm bảo độ cứng vững ra trục còn phải đảm bảo độ bền, độ chính xác
của các kích thớc hớng trục cũng nh các kích thớc hớng kính.
3. ổ trục
Do ổ đợc chọn theo hệ số khả năng làm việc, cho nên ổ phải đợc đảm bảo độ
bền và kích thớc. Trong một số trờng hợp có khi để đảm bảo vấn đề lắp ghép mà ổ
phải lớn để có thể luồn trục qua lỗ đặt ổ của vỏ truyền lực chính.
Ô đợc đặt trực tiếp lên lỗ ở thành vỏ. Vòng trong ổ bi đặt lên trục theo kiểu lắp
ghép có độ dôi loại trung gian cấp 4 (T
4
) theo hệ thống lỗ và đợc hãm bằng êcu.
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 9
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
Vòng ngoài đặt lên thành vỏ theo lắp ghép trung gian cấp 1(T
1
) hoặc cấp 2 (T
2
)
theo hệ thống trục. Lắp ghép ổ lên trục và vỏ theo chính xác cấp 2. Các cốc đặt ổ sử
dụng trong trờng hợp khi vỏ truyền lực chính chế tạo bằng hợp kim nhẹ hoặc khi
chiều dày thành vỏ nhỏ hơn chiều rộng vòng bi.
4. Vỏ truyền lực chính.
Vỏ truyền lực chính phải đảm bảo yêu cầu trọng lợng bé đồng thời phải yêu
cầu độ cứng vững tốt để đảm bảo cho trục và ổ bi không bị vênh đi do các lực tác
dụng sinh ra khi ôtô máy kéo làm việc.
Hình dạng và kích thớc của vỏ truyền lực chính phụ thuộc bởi sơ đồ động học
của truyền lực chính, bởi cách bố trí các trục và cách bố trí các bánh răng.
Để bôi trơn truyền lực chính ở vỏ phải có lỗ đổ dầu mới, bộ phận kiểm tra
mức dầu và nút để tháo dầu cũ. Lỗ tháo dầu phải bố trí ở vị trí thấp nhất của vỏ và
đáy vỏ phải có độ nghiêng cho dầu chảy xuống đợc lỗ tháo dầu. Để giữ áp suất
trong truyền lực chính bằng áp suất khí trời trên nắp hộp số phải có nắp hoặc rãnh
thông hơi.
Phần 3
Lập qui trình công nghệ lắp ráp
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 10
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
Truyền lực chính xe ZIL - 130
I Phân nhóm lắp ghép:
1) Phân nhóm lắp ghép:
Để lập qui trình lắp ráp truyền lực chính, trớc hết ta phải tiến hành phân nhóm
lắp ghép. Nhóm lắp ghép là một phần của tổng thành, gồm từ hai chi tiết trở lên,
mà việc lắp ráp và kiểm tra nó có thể tiến hành độc lập, không phụ thuộc vào công
tác tổng lắp. Nh vậy, nhóm lắp ghép đặc trng bằng sự kết thúc một phần lắp của
tổng lắp và trực tiếp tham gia vào tổng lắp.
Việc phân nhóm lắp ghép phải dựa trên sự nghiên cứu kỹ bản lắp của tổng
thành. Dựa vào bản vẽ truyền lực chính xe
130ZIL
, ta có thể chia tổng thành này
ra thành 6 nhóm lắp ghép:
Nhóm1: Nhóm vỏ (cacte) của truyền lực chính.
Nhóm2: Nhóm bánh răng côn bị động. Nó có các chi tiết sau:
- Trục và bánh răng trụ chủ động liền trục.
- Bánh răng côn bị động.
- Các vòng bi trục bánh răng dẫn động hình trụ.
Nhóm3: Nhóm nắp phải bao gồm: nắp phải, đệm điều chỉnh và các đai ốc.
Nhóm4: Nhóm nắp trái bao gồm: nắp trái, đệm điều chỉnh và các đai ốc.
Nhóm5: Nhóm bánh răng côn chủ động, nó bao gồm:
- Trục và bánh răng côn chủ động liền trục
- Vòng bi trớc của trục bánh răng côn dẫn động
- Vòng điều chỉnh của vòng bi trục bánh răng côn dẫn động
- Vòng bi sau của trục bánh răng côn dẫn động
- ống lót của cácte bộ truyền động chính
- Đệm để điều chỉnh sự ăn khớp của các bánh răng côn
- Vỏ
- Mặt bích bánh răng dẫn động
- Vòng chắn dầu
- Nắp
- Phớt chắn dầu
- Vòng đệm bánh răng dẫn động
- Đệm
Nhóm6: Nhóm vi sai, nó bao gồm
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 11
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
- Bánh răng trụ bị động
- Nắp vòng bi bộ vi sai
- Địa tựa của bánh răng nửa trục
- Nắp bên phải bộ vi sai
- Bánh răng nửa trục
- Nắp bên trái bộ vi sai
- Vòng bị hộp vi sai
- Đai ốc điều chỉnh vòng bi hộp vi sai
- Bánh răng hành tinh
2/Lập sơ đồ quy trình lắp nhóm:
Trong một quy trình công nghệ lắp ráp tổng thành thì khâu bắt đầu phải là chi
tiết cơ bản hoặc phân nhóm cơ bản. Còn kết thúc quy trình công nghệ là một tổng
thành hoàn chỉnh.
- Các chi tiết hoặc nhóm chi tiết đợc thể hiện trên sơ đồ quy trình công nghệ
lắp ráp bằng một ô hình chữ nhật có kích thớc:
Ô số 1: Ghi tên chi tiết hoặc nhóm.
Ô số 2: Ghi mã số.
Ô số 3: Ghi số lợng chi tiết. (1) 13
(2) (3) 7
40 10
- Trên sơ đồ ta thờng ghi điểm chú ý là: D
- Các khâu kiểm tra trên quy trình công nghệ đợc ký hiệu là : K
- Trên sơ đồ quy trình công nghệ lắp ráp ở dới đờng dây đợc thể hiện các
nhóm lắp ráp còn các chi tiết trên đờng dây là các chi tiết lắp ghép.
II-Lập sơ đồ lắp ghép:
a/Lựa chọn phơng pháp lắp ghép:
Trong quá trình lắp ráp các chi tiết thành nhóm cũng nh lắp các nhóm với
nhau thành tổng thành, ngoài việc đảm bảo đúng qui trình lắp ráp, ta còn phải lựa
chọn đợc phơng pháp lắp ráp hợp lý. Phơng pháp lắp ráp sẽ quyết định đến độ
chính xác của khâu khép kín cũng nh độ chính xác lắp ghép nói chung.
Có năm phơng pháp lắp ghép để đạt đợc độ chính xác của khâu khép kín:
Lắp lẫn hoàn toàn: Với phơng pháp này, độ chính xác của khâu khép kín đạt
đợc trong lắp ghép bằng bất cứ chi tiết nào tham gia vào khâu lắp ghép, không cần
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 12
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
có sự chọn lựa hay thay đổi kích thớc khâu thành phần. Theo phơng pháp này, các
chi tiết (khâu thành phần) phải đợc chế tạo với độ chính xác cao, do đó giá thành
cao.
Lắp lẫn không hoàn toàn: Để giảm giá thành chế tạo chi tiết, phơng pháp này
vẫn dựa trên phơng pháp lắp lẫn hoàn toàn, song có mở rộng giá trị dung sai ở tất
cả hoặc một vài khâu trong chuỗi.
Lắp chọn (lắp nhóm): Bản chất của phơng pháp này là trớc khi lắp ghép, các
chi tiết đợc lựa chọn và chia thành các nhóm có giới hạn kích thớc dung sai nhỏ,
sao cho chúng ghép với nhau vừa khít.
Lắp ghép có sửa nguội: Phơng pháp này cho phép đạt đợc độ chính xác của
khâu khép kín nhờ thay đổi giá trị của một khâu thành phần bằng cách bỏ đi một
lớp kim loại cần thiết (sửa nguội), còn các khâu khác vẫn giữ nguyên dung sai qui
định.
Lắp ghép có điều chỉnh: Phơng pháp này cũng cho phép đạt đợc độ chính xác
của khâu khép kín nhờ thay đổi giá trị của một khâu thành phần đợc chọn để điều
chỉnh, nhng không phải bằng phơng pháp sửa nguội, mà bằng cách thay đổi vị trí
(quay hoặc tịnh tiến) của một trong số các chi tiết đạt một giá trị sai số của khâu
khép kín (dùng các bulông điều chỉnh, ) hoặc thêm vào chuỗi kích thớc một chi
tiết đặc biệt có kích thớc đúng với yêu cầu (dùng vòng đệm, tấm đệm điều chỉnh,
).
Với một tổng thành tơng đối nhiều chi tiết nh truyền lực chính, để việc lắp ráp
đạt yêu cầu kỹ thật, ta không thể lựa chọn một phơng pháp lắp ráp duy nhất áp
dụng cho toàn bộ quá trình lắp ráp, mà phải sử dụng phơng pháp kết hợp. Sử dụng
kết hợp các phơng pháp lắp ráp có nghĩa là tuỳ theo đặc điểm của từng mối ghép để
lựa chọn một phơng pháp lắp ráp thích hợp nhất trong năm phơng trên. Cụ thể:
+ Các ổ lăn là các cụm chi tiết đã đợc tiêu chuẩn hoá, do đó ta dùng phơng
pháp lắp lẫn hoàn toàn.
+ Cặp bánh răng côn ăn khớp đợc lắp theo phơng pháp lắp ghép có điều chỉnh,
nhằm đạt đợc sự ăn khớp đúng.
b/ Lập sơ đồ qui trình lắp ghép nhóm:
Sơ đồ qui trình lắp nhóm là trình tự lắp các nhóm lắp ghép thể hiện ở dạng
chung nhất, không có phân nhóm, chi tiết cũng nh chỉ dẫn. Qui trình lắp nhóm của
truyền lực chính xe
130ZIL
bao gồm:
- Nhóm cơ bản : Nhóm 1.
- Các nhóm còn lại đợc lắp ráp theo đúng thứ tự.
- Các chi tiết lắp ghép : Các bu lông, đai ốc, các vòng đệm.
Quy trình lắp ghép nhóm đợc thực hiện theo sơ đồ sau :
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 13
TKMH- Công nghệ Sửa chữa Ô Tô Giáo viên: Vũ Tuấn Đạt
c/ Lập sơ đồ lắp mở rộng của một nhóm cụ thể:
Trong bài thiết kế môn học này chỉ yêu cầu mô tả quy trình công nghệ lắp ráp
mở rộng của một nhóm là nhóm bánh răng côn chủ động cho nên ta sẽ mô tả sơ đồ
lắp mở rộng của nhóm bánh răng côn chủ động
Quy trình lắp ghép nhóm mở rộng của bánh răng côn đợc thể hiện theo sơ đồ sau:
SV: Tăng Văn Trờng
Lớp Cơ Khí ÔTô B- k43
Trang 14