Đồ án: Công nghệ chế tạo máy Đề 1
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (358.72 KB, 42 trang )
GVHD: A
!
Hiện nay khoa học kỹ thuật đang phát triển với một tốc độ cao, mang lại những
lợi ích to lớn cho con người về tất cả các lónh vực tinh thần và vật chất. Xã hội đang
hướng tới mục tiêu thực hiện “công nghiệp hoá và hiện đại hoá đất nước”. Nhằm
phục vụ cho sự phát triển nền công nghiệp hiện nay, ngành cơ khí chế tạo đóng vai
trò quan trọng trong việc sản xuất ra các thiết bò, công cụ cho mọi ngành kinh tế
quốc dân. Để phục vụ cho việc phát triển ngành cơ khí hiện nay chúng ta cần đẩy
mạnh đào tạo độ ngũ cán bộ kỹ thuật có trình độ chuyên môn cao về các lónh vực
công nghiệp kinh điển đồng thời phải đáp ứng những công nghệ tiên tiến, công nghệ
tự động trong sản xuất cơ khí.
Đồ án môn học công nghệ chế tạo máy là một đồ án chuyên ngành chính của
sinh viên ngành cơ khí chế tạo máy, đồng thời đồ án này cũng là đồ án của sinh viên
ngành cơ khí nói chung …. Là tiền đề hướng dẫn sinh viên giải quyết một số vấn đề
tổng hợp về công nghệ chế tạo máy, sau thời gian đã được trang bò các môn lý thuyết
về CN Chế Tạo Máy và nay được tiến hành làm đồ án môn học công nghệ chế tạo
máy với đề tài:
Thiết kế qui trình công nghệ gia công “GIÁ ĐỢ TRỤC”.
Do thời gian có hạn và chưa có kinh nghiệm thực tế nên không tránh khỏi
thiếu sót. Kính mong thầy cô và các bạn đóng góp ý kiến để đạt kết quả tốt hơn.
Em xin chân thành cảm ơn sự hướng dẫn tận tình của thầy và sự chỉ bảo của các thầy
cô trong khoa cơ khí chế tạo máy.
Sinh viên thực hiện
"##$́
Nguyn Văn Tin
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %
GVHD: A
&'(# )(*+",
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang -
GVHD: A
Giáo viên hướng dẫn
̀I QUANG KHI
./0/0
Trang
0+%1 5
XÁC ĐỊNH DẠNG SẢN XUẤT
0+-1 8
CHỌN PHÔI VÀ PHƯƠNG PHÁP TẠO PHÔI
0+21 13
ĐÁNG SỐ THỨ TỰ CÁC BỀ MẶT GIA CÔNG 13
0ƯƠNG 4: CHỌN PHƯƠNG ÁN GIA CÔNG 14
0ƯƠNG 5: THIẾT KẾ NGUYÊN CÔNG 15
1 – Nguyên công 1 : 15
2 – Nguyên công 2 : 18
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang 2
GVHD: A
3 – Nguyên công 3 : 20
4 – Nguyên công 4 23
5 – Nguyên công 5 : 30
6 – Nguyên công 6 : 33
7 – Nguyên công 7 : 36
0+31 TÍNH LƯNG DƯ GIA CÔNG 38
0+4: XÁC ĐỊNH CHẾ ĐỘ CẮT KHI KHOÉT, DOA 42
0+5 : TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ 46
1 – Tính lực kẹp cần thiết : 46
2 – Tính đường kính Bulông :
0+16*#700#(8#0 *)
'09"/:;'8#
<6=>?@ABC$DCEA@C$FCC1
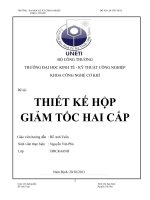
Chi tiết có kết cấu dạng hộp có tên gọi là giá đỡ trục. Có chức năng là đỡ các trục
có chuyển động quay tròn, điều kiện làm việc tónh trong môi trường bình thường. Giữa
giá đỡ trục và trục khi làm việc sẽ sinh nhiệt, đây là vấn đề quan trọng vì vậy phải chú
ý đếân các bề mặt có yêu cầu kỹ thuật cao là Þ30x43mm và Þ25x37mm có cấp chính
xác 7 và Ra = 0.63 cần phải đạt được trong quá trình gia công.
Các yêu cầu kỹ thuật:
Độ không đồng tâm của bề mặt C so với D trên chiều dài 100mm :0.01.
Độ không song song trên chiều dài 100mm của các bề mặt so với bề mặt A :0.01 .
Độ không đối xứng so với các đường tâm tương ứng : 0.02.
Độ bóng 7
Dung sai Þ 30
+0,25
Þ 25
+0,25
Các bề mặt gia công khác Rz = 20.
Các bề mặt không gia công Rz = 80.
Vật liệu Gang xám 15-32.
<'BGHIFJ$1
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang K
GVHD: A
%<%L:FE>M1
Sản lượng chi tiết cần chế tạo trong một năm:
N = N
o
.m(1+
100
α
)(1+
100
β
) (chiếc/năm)
Trong đó:
N
o
: số sản phẩm theo kế hoạch trong một năm
Giả sử chọn N
o
= 10000 (chiếc/năm)
m: số lượng chi tiết như nhau trong một sản phẩm chế tạo (m=1)
β: số phần trăm chi tiết dùng làm phụ tùng (chọnβ = 6%)
α: số phần trăm chi tiết phế phẩm trong quá trình chế tạo (chọn α= 3%)
⇒ N= 10000.1.(1+
100
6
)(1+
100
3
)
= 10918 (chiếc/năm)
%<-L#=DCE>MCC1
- Trọng lượng của chi tiết được xác đònh theo công thức:
Q = V.
γ
(kg)
Q: trọng lượng chi tiết (kg)
V: thể tích của chi tiết (
3
dm
)
γ
: trọng lượng riêng của vật liệu.
Vật liệu chế tạo chi tiết là GX 15 – 32 có
γ
= (6,8 ÷ 7,4 )kg/
3
dm
Tính thể tích :
```````````````````````````````````````````````````````````````````````````````````
Chia chi tiết thành các phần nhỏ khác nhau, ta có:
V
ct
= V
1
+ 4V
2
+ V
3
+ V
4
- 2V
5
- V
6
- V
7
- 4V
8
- V
9
V
1
= 0,12. 0,84
2
= 0,084672
3
dm
V
3
= V
Þ40 x 58
= 3,14 x
4
40,0
2
x 0,58 = 0,072848
3
dm
V
2
= V
Þ 20 x 3
= 3,14 x
4
2,0
2
x 0,03 = 0,000942
3
dm
V
4
= V
I
- 4V
II
= 0,8 x 0, 44 x 0,1 – 4
2
1
x 0,4 x 0,1 x 0,1544 =0.019648 dm
3
V
7
= V
Þ 25 x 37
= 3,14 x
4
25,0
2
x 0,37 = 0,01815
3
dm
V
6
= V
Þ 30 x 43
= 3,14 x
4
3,0
2
x 0,43 = 0,0303
3
dm
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang N
GVHD: A
V
5
= V
Þ 10 x 10
= 3,14 x
4
1,0
2
x 0,1 = 0,000785
3
dm
V
8
= V
Þ 12 x 15
= 3,14 x
4
12,0
2
x 0,15 = 0,0016956
3
dm
V9 = 0,55 x 0,02 x 0,84 = 0.00924 dm
3
Ta tính được V
ct
= 0,115
3
dm
Vậy Q = V.
γ
= 7,2 x 0,115 =0,0828 kg
%<2L'BGHIFJ$1
Từ sản lượng chế tạo và khối lượng chi tiết. Tra bảng 2.1 ( TKĐACNCTM) ta
được dạng sản xuất là hàng loạt lớn.
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang 3
GVHD: A
Rz20
Rz20
Rz6,3
4 loã 20
4 loã 12
2 loã M10
R2
```````````````````````````````````````````````
0+1'096+660(8#/ 6 *
<0O>MOOOC 1
%L6>MOOPA>H 1
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang 4
GVHD: A
Là phương pháp gia công kim loại băngd áp lực, làm biến dạng kim loại tự do ở
nhiệt độ rèn dưới tác dụng của ngoại lực để tạo ra sản phẩm có hình dáng và kich
thước theo yêu cầu. Rèn được sử dụng trong sản xuất đơn chiếc và loạt nhỏ, phục vụ
trong sữa chữa các chi tiết máy ôtô, máy kéo các chi tiết máy cỡ lớn (hàng tấn trở
lên)
- Ưu điểm : không phải chế tạo khuôn
- Nhược điểm : Chỉ áp dụng cho sản xuất đơn chiêùc và loạt nhỏ
-L6>MOOHO 1
Chỉ dùng cho các chi tiết dạng trục răng thẳng, trục răng côn và các loại bánh
răng khác, các chi tiết dạng càng, trục chữ thập, được dập trên búa hơi nằm ngang
hoăc thẳng đứng. Thương dung trong sản xuất đươn chiếc và loạt nhỏ, yêu cầu công
nghệ không cao (kết cấu)
2L6>MOO 1
Là phương pháp làm biến dạng kim loại thông qua hai trục cán quay ngược
chiều nhau. Sản phẩm có chiều dài không giới hạn, riết diện phụ thuộc vào khe hở
giữa hai trục cán.
Chỉ phù hợp chi tiết dạng thanh, vật liệu là thép vì vậy không phù hợp với chi
tiết đã cho .
K<6>MOOB$ 1
Thông thường phương pháp đúc cho ta phôi liệu có kết cấu phức tạp mà các
phương pháp khác khó thực hiện được.
Cơ tính và độ chính xác của vật đúc phụ thuộc vào phương pháp đúc và
phương pháp làm khuôn đúc. Ta có thể đúc trong khuôn cát, khuôn kim loại, đúc ly
tâm, đúc áp lực… có thể làm khuôn bằng tay hay khuôn bằng máy.
L$PD$1
- Làm khuôn bằng tay: p dụng cho việc đúc với dạng sản xuất đơn chiếc hay những
chi tiết có kích thước lớn, độ chính xác và năng xuất phụ thuộc vào tay nghề đúc.
- Làm khuôn bằng máy: p dụng cho đúc hàng loạt vừa và hàng khối, năng xuất và
độ chính xác cao.những chi tiết có khối lượng nhỏ.
QL$PD$DCEC :
Sản phẩm đúc có kích thước chính xác, cơ tính cao. Phương pháp này sản xuất
cho hàng loạt lớn và hàng khối. Vật đúc có khối lượng nhỏ khoảng 12kg, hình dạng
vật đúc không phức tạp và không có thành mỏng.
L$E :
p dụng vật đúc có dạng tròn xoay, do đó lực ly tâm khi rót kim loại lỏng vào
khuôn quay, kết cấu của vật thể chặt chẽ hơn, nhưng không đồng đều từ ngoài vào
trong.
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang 5
GVHD: A
HL$OE>1
p dụng đối với các chi tiết có hình dáng phức tạp, phương pháp này cho ta độ
chính xác cao, cơ tính rất tốt. Phương pháp đúc ly tâm và các phương pháp khác có
những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được. Do đó thường
áp dụng cho dạng sản xuất hàng loạt lớn và hàng loạt khối và áp dụng đối với chi
tiết có kích thước nhỏ.
Kết luận:
Tham khảo qua một số phương pháp đúc như trên, căn cứ vào chi tiết có hình
dáng kết cấu đơn giản, có kích thước tương đối nhỏ và là dạng sản xuất hàng lớn. Vì
thế ta chọn phương pháp đúc trong khuôn cát,làm khuôn bằng máy, khuôn mẫu bằng
gỗ. Khuôn đúc trong khuôn cát có hai phần ghép vào nhau và một mặt phân khung
thẳng, khi kim loại nóng chảy vào khuôn, kim loại sẽ điền đầy các phần trong
khuôn.
<0D$@AERC1
%L$1
Khuôn đựơc làm bằng máy, bề mặt trong của khuôn có hình dáng của chi tiết.
Dùng nước thuỷ tinh có pha bột graphít để sơn khuôn nhằm làm tăng độ bóng bề
mặt vật đúc.
Để dễ rút mẫu ra khỏi khuôn ta đặt góc thoát khuôn vào khoảng
÷
0
1
'0
501
Bán kính góc lượn: 3mm
Nhiệt độ nung khuôn:
0
150
÷
0
250
Độ co kim loại: 1%
Hỗn hợp làm khuôn đúc thường là cát 25%, cát áo 60%, đất sét 5%, mùn cưa 5%,
mật mia1,2%, bột than 5%, nước… .
Khuôn tươi: độ ẩm 8%
-L0ERC1
Lõi có hình dáng giống phần rỗõng của chi tiết. Lõi được làm bằng máy, hỗn hợp
làm lõi bằng cát, trong lõi có xương lõi và ống thông khí.
2LSOPOD$TERC@AQO1
Sau khi rút mẫu và các hệ thống rót, đậu ngót ra khỏi khuôn ta tiến hành đặt lõi
vào trong lòng khuôn nhờ phần gối lõi do tai mẫu tạo ra.
Nửa khuôn trên và nửa khuôn dưới được lắp vào đúng và dùng chốt đònh vò, kẹp chặt
bằng bulông đai ốc.
` Hệ thống rót và đậu ngót phải đảm bảo kim loại chảy ngay vào mặt phân khuôn,
không tạo dòng xoáy. Đậu ngót đặt nơi cao nhất của vật đúc nhằm bảo đảm đủ
lượng kim loại cho vật đúc sau khi nguội dần.
Sử dụng búa phá đậu hơi, đậu ngót rồi dùng máy phun cát làm sạch bề mặt ngoài
của phôi đúc.
;)(U *0
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang V
GVHD: A
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %W
GVHD: A
0>M10 /6+66)6+0 *
<0O>MOOC1
Theo như tính toán ta có dạng sản xuất là hàng loạt lớn, muốn chuyên môn hoá cao để
tăng năng suất, làm giảm giá thành sản phẩm, giảm sức lao động thì đường lối công
nghệ thích hợp nhất là phân tán nguyên công.Ở đây ta dùng các máy vạn năng kết hợp
với đồ gá chuyên dùng và các máy chuyên dùng để gia công chi tiết.
<IQXC1
Sau khi xem kỹ chi tiết ta, ta phân chia các bề mặt gia công như sau:
- Các bề mặt gia công: (1), (2)
- Các lỗ gia công: (3),(4),(5),(6)
- Các mặt đònh vò(mặt phụ):(8),(9),(10)
Trình tự các nguyên công phải đảm bảo yêu cầu kỹ thuật đã đề ra, tính công nghệ
của chi tiết.Vì vậy phải đưa ra được nhiều phương án và từ đó chọn phương án tối ưu. Ở
đây do thời gian có hạn nên chỉ đưa ra 2 phương án cho trình tự gia công chi tiết.
6ương án 1
Stt Bề mặt
gia cơng
Tên ngun cơng Định vị Bậc tự do
1 Làm sạch phơi
2 2 Phay mặt đáy thứ 2 Mặt phẳng lớn,2
chốt trám 6
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %%
GVHD: A
Chốt tỳ
3 1
5,6
7
3
4
Phay mặt đáy
Khoan 4 lỗ
Khoan 2 lỗ
Kht ,doa
Kht,doa
Mặt phẳng lớn,2
chốt trám
Phím tỳ
6
6ương án 2
Stt Bề mặt
gia cơng
Tên ngun cơng Định vị Bậc tự do
1 Làm sạch phơi
2 1 Phay mặt đáy Mặt phẳng lớn,2
chốt trám,
Chốt tỳ
6
3 2
5,6
7
3
4
Phay mặt đáy thứ 2
Khoan 4 lỗ
Khoan 2 lỗ
Kht ,doa
Kht,doa
Mặt phẳng lớn,2
chốt trám
Phím tỳ
6
Qua việc phân tích 2 phương án đã nêu trên (ưu điểm và khuyết điểm của từng phương
án). Để đảm bảo về mặt yêu cầu kỹ thuật như: Độ song song, độ đồng tâm, độ vuông
góc của các lỗ và mặt phẳng và đơn giản cho việc thiết kế ta chọn ra phương án tối ưu
là phương án 1.
0+)1#(8#(8Y(*0 *
$%16XB
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %-
GVHD: A
Đònh vò:Chi tiết được đònh vò ở mặt đáy 3 bậc tự do, hai chốt trám đònh vò 2 bậc tự do
Chọn máy: Máy phay 6H82T, công suất N
m
= 7 KW
Chọn dao: Dao phay trụ P18, D= 90, Z = 8, T= 180’, B = 40 ( Bảng 1.5 Chế độ cắt)
>M%: Phay thô t= 3mm
Lượng chạy dao S
z
= 0,2
÷
0,3 mm/ răng
Chọn S
z
= 0,25 mm/ răng
Tốc độï cắt : v
b
= 50 m/ph
Các hệ số điều chỉnh:
- Hệ số phụ thuộc độ độ cứng của gang: K
1
= 0,89
- Hệ số phụ thuộc trạng thái bề mặt gia công: K
2
= 0,8
- Hệ số phụ thuộc tuổi bền dao: K
3
= 1
Ta tính được:
V
t
= v
b.
k
1
.k
2
.k
3
= 50. 0,89.0,8.1 = 35,6 m/ph
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
90.14,3
6,35.1000
= 125,97 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 150 (v/ph)
Vận tốc cắt thực tế :
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %2
GVHD: A
V
t t
=
1000
m
nD
π
=
1000
150.90.14,3
= 42,39 (m/ph)
- Lượng chạy dao phút: S
m
=S
z
.Z .n
m
=0,25.8.150 = 300 (mm/ph)
Theo máy chọn S = 300 mm/phút.
Công suất cắt N
c
= 1,3 KW
Kiểm tra theo công suất máy:
N
c
≤
1,2.N
đc
.
η
= 1,2. 7.0,75 = 6,3 KW.
>M- : Phay tinh t= 0,5 mm
Lượng chạy dao S
z
= 0,15mm/ răng
Suy ra S
o
= S
z
. z = 0,15.8 = 1,2 mm/ vòng
Các thông số khác lấy như bước 1: V
tt
= 42,39m/phút; t = 0,5mm; S
o
= 1,2 mm/vòng;
n = 150 vòng/phút; S
p
= 216 mm/ phút.
$-16XB>-
Đònh vò:Chi tiết được đònh vò ở mặt đáy 3 bậc tự do, hai chốt trám đònh vò 2 bậc tự do
Chọn máy: Máy phay 6H82T, công suất N
m
= 7 KW
Chọn dao: Dao phay trụ P18, D= 90, Z = 8, T= 180’, B = 40 ( Bảng 1.5 Chế độ cắt)
>M%: Phay thô t= 3mm
Lượng chạy dao S
z
= 0,2
÷
0,3 mm/ răng
Chọn S
z
= 0,25 mm/ răng
Tốc độï cắt : v
b
= 50 m/ph
Các hệ số điều chỉnh:
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %K
GVHD: A
- Hệ số phụ thuộc độ độ cứng của gang: K
1
= 0,89
- Hệ số phụ thuộc trạng thái bề mặt gia công: K
2
= 0,8
- Hệ số phụ thuộc tuổi bền dao: K
3
= 1
Ta tính được:
V
t
= v
b.
k
1
.k
2
.k
3
= 50. 0,89.0,8.1 = 35,6 m/ph
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
90.14,3
6,35.1000
= 125,97 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 150 (v/ph)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
150.90.14,3
= 42,39 (m/ph)
- Lượng chạy dao phút: S
m
=S
z
.Z .n
m
=0,25.8.150 = 300 (mm/ph)
Theo máy chọn S = 300 mm/phút.
Công suất cắt N
c
= 1,3 KW
Kiểm tra theo công suất máy:
N
c
≤
1,2.N
đc
.
η
= 1,2. 7.0,75 = 6,3 KW.
>M- : Phay tinh t= 0,5 mm
Lượng chạy dao S
z
= 0,15 mm/ răng
Suy ra S
o
= S
z
. z = 0,15.8 = 1,2 mm/ vòng
Các thông số khác lấy như bước 1: V
tt
= 42,39m/phút; t = 0,5mm; S
o
= 1,2mm/vòng; n
= 150 vòng/phút; S
p
= 216 mm/ phút.
$21ZDCZ"E[\-N
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %N
GVHD: A
Đònh vò:Chi tiết được đònh vò ở mặt đáy 3 bậc tự do, khối V ngắn đònh vò 2 bậc tự do.
Chọn máy 2A135 công suất máy N
đc
= 6 KW
>M%: Khoét thô
t =
2
2024 −
= 2mm
Bước tiến dao S
o
= 0,9 mm/vòng
Theo thuyết minh máy chọn S
o
= 0,96 mm/vòng
Vận tốc cắt v = 22m/phút
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
24.14,3
22.1000
= 291,9 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 275 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
275.24.14,3
= 20,724 (m/ph)
Xác đònh lực chiều trục P
o
= 200 KG
Công suất cắt
N
c
= N
b
.K
N
.
1000
V
, KW
N
b
= 5,6 KW , công suất cắt tra bảng
K
N
= 1 , Hệï số phụ thuộc vật liệu gia công
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %3
GVHD: A
Vậy N
c
= 5,6.1.
1000
724,20
= 0,116 KW
Kiểm tra lực chiều trục
P
o
= 200 KG < [P
o
] = 1200 KG
Kiểm tra công suất cắt
N
c
= 0,116 KW < 1,2.N
đc
.
η
= 1,2.6.0.8 = 5,76 KW
>M-: Khoét tinh
t =
2
2475,24 −
= 0,35 mm
Bước tiến dao S
o
= 0,5 mm/vòng
Theo thuyết minh máy chọn S
o
= 0,43 mm/vòng
Vận tốc cắt v = 27m/phút
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
75,24.14,3
27.1000
= 347,42 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 400 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
400.75,24.14,3
= 31,09 (m/ph)
Xác đònh lực chiều trục P
o
= 20 KG
Công suất cắt
N
c
= N
b
.K
N
.
1000
V
, KW
N
b
= 0,78 KW , công suất cắt tra bảng
K
N
= 1 , Hệï số phụ thuộc vật liệu gia công
Vậy N
c
= 0,78.1.
1000
086,31
= 0,024 KW
Kiểm tra lực chiều trục
P
o
= 20 KG < [P
o
] = 1200 KG
Kiểm tra công suất cắt
N
c
= 0,024 KW < 1,2.N
đc
.
η
= 1,2.6.0.8 = 5,76 KW
>M2: Doa thô
t =
2
75,2493,24
−
= 0,09 mm
Bước tiến dao S
o
= 2,1 mm/vòng
Theo thuyết minh máy chọn S
o
= 1,6 mm/vòng
Vận tốc cắt v = 5,8m/phút
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %4
GVHD: A
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
93,24.14,3
8,5.1000
= 74,09(vòng/phút)
Theo thuyết minh máy chọn: n
m
= 68 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
68.93,24.14,3
= 5,32 (m/ph)
Khi doa lực chiều trục và công suất cắt không đáng kể có thể bỏ qua.
$K1ZDCZ"E[\2W
Đònh vò:Chi tiết được đònh vò ở mặt đáy 3 bậc tự do, chốt trụ ngắn đònh vò 2 bậc tự do.
Chọn máy 2A135 công suất máy N
đc
= 6 KW
>M%: Khoét thô
t =
2
2028 −
= 4 mm
Bước tiến dao S
o
= 1 mm/vòng
Theo thuyết minh máy chọn S
o
= 0,96 mm/vòng
Vận tốc cắt v = 21m/phút
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %5
GVHD: A
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
28.14,3
21.1000
= 238,85 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 275 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
275.28.14,3
= 24,18 (m/ph)
Xác đònh lực chiều trục P
o
= 464 KG
Công suất cắt
N
c
= N
b
.K
N
.
1000
V
, KW
N
b
= 11,2 KW , công suất cắt tra bảng
K
N
= 1 , Hệï số phụ thuộc vật liệu gia công
Vậy N
c
= 11,2.1.
1000
178,24
= 0,27 KW
Kiểm tra lực chiều trục
P
o
= 464 KG < [P
o
] = 1200 KG
Kiểm tra công suất cắt
N
c
= 0,27 KW < 1,2.N
đc
.
η
= 1,2.6.0.8 = 5,76 KW
>M-: Khoét tinh
t =
2
2875,29 −
= 0,875 mm
Bước tiến dao S
o
= 0,53 mm/vòng
Theo thuyết minh máy chọn S
o
= 0,57 mm/vòng
Vận tốc cắt v = 25m/phút
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
75,29.14,3
25.1000
= 267,62 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 275 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
275.75,29.14,3
= 25,69 (m/ph)
Xác đònh lực chiều trục P
o
= 63 KG
Công suất cắt
N
c
= N
b
.K
N
.
1000
V
, KW
N
b
= 1, 8 KW , công suất cắt tra bảng
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang %V
GVHD: A
K
N
= 1 , Hệï số phụ thuộc vật liệu gia công
Vậy N
c
= 0,78.1.
1000
69,25
= 0,046 KW
Kiểm tra lực chiều trục
P
o
= 63 KG < [P
o
] = 1200 KG
Kiểm tra công suất cắt
N
c
= 0,046 KW < 1,2.N
đc
.
η
= 1,2.6.0.8 = 5,76 KW
>M2: Doa thô
t =
2
75,2993,29
−
= 0,09 mm
Bước tiến dao S
o
= 2,1 mm/vòng
Theo thuyết minh máy chọn S
o
= 1,6 mm/vòng
Vận tốc cắt v = 5,8m/phút
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
93,29.14,3
8,5.1000
= 61,71 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 68 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
68.93,29.14,3
= 6,39 (m/ph)
Khi doa lực chiều trục và công suất cắt không đáng kể có thể bỏ qua.
$N16XO]
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang -W
GVHD: A
Đònh vò:Chi tiết được đònh vò ở mặt đáy 3 bậc tự do, chốt trụ ngắn đònh vò 2 bậc tự
do, một chốt trám đònh vò 1 bậc tự do.
Chọn máy: Máy phay 6H82T, công suất N
m
= 7 KW
Chọn dao: Dao phay mặt đầu thép gió D = 40, Z = 10
>M%: Phay thô t= 2,5 mm
Lượng chạy dao S
z
= 0,15
÷
0,25 mm/ răng
Chọn S
z
= 0,2 mm/ răng
Tốc độï cắt : v
b
=39 m/ph
Các hệ số điều chỉnh:
- Hệ số phụ thuộc độ độ cứng của gang: K
1
= 0,89
- Hệ số phụ thuộc trạng thái bề mặt gia công: K
2
= 0,8
- Hệ số phụ thuộc tuổi bền dao: K
3
= 1
Ta tính được:
V
t
= v
b.
k
1
.k
2
.k
3
= 39. 0,89.0,8.1 = 27,7 m/ph
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
40.14,3
7,27.1000
= 220,5 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 275 (v/ph)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
275.40.14,3
= 34,54 (m/ph)
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang -%
GVHD: A
- Lượng chạy dao phút: S
m
=S
z
.Z .n
m
=0,18.10.275 = 495 (mm/ph)
Công suất cắt N
c
= 2,3 KW
Kiểm tra theo công suất máy:
N
c
≤
1,2.N
đc
.
η
= 1,2. 7.0,75 = 6,3 KW.
>M- : Phay tinh t= 0,5 mm
Lượng chạy dao S
o
= 1,4 mm/ vòng
Các thông số khác lấy như bước 1: V
tt
= 34,54 m/phút; t = 0,5mm; S
o
= 1,4 mm/vòng;
n = 275 vòng/phút; S
p
= 495 mm/ phút.
$31ZDE[\%-
Đònh vò:Chi tiết được đònh vò ở mặt đáy 3 bậc tự do, chốt trụ ngắn đònh vò 2 bậc tự
do,1 chốt trám chống xoay đònh vò 1 bậc tự do.
Chọn máy khoan 2A135
Lưỡi khoan thép gió
>M%: Khoan
t =
2
10
= 5 mm
Bước tiến dao S
o
= 0,3 mm/vòng
Theo thuyết minh máy chọn S
o
= 0,32 mm/vòng
Vận tốc cắt v = 18m/phút
Số vòng quay trục chính theo tính toán là:
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang
GVHD: A
n
t
=
D
V
t
.
.1000
π
=
10.14,3
18.1000
= 573,24(vòng/phút)
Theo thuyết minh máy chọn: n
m
= 530 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
530.10.14,3
= 16,64 (m/ph)
Công suất cắt
N
c
= N
b
.K
N
.
1000
V
, (KW)
N
b
=0, 8 KW , công suất cắt tra bảng
K
N
= 1 , Hệï số phụ thuộc vật liệu gia công
Vậy N
c
= 0,8.1.
1000
530
= 0,424 (KW)
Kiểm tra lực chiều trục
P
o
= 215 KG < [P
o
] = 1200 (KG)
Kiểm tra công suất cắt
N
c
= 0,424 (KW) < 1,2.N
đc
.
η
= 1,2.6.0.8 = 5,76 (KW)
>M-:Khoét thô
t =
2
106,11 −
= 0,8 (mm)
Bước tiến dao S
o
= 0,5 (mm/vòng)
Theo thuyết minh máy chọn S
o
= 0,57 (mm/vòng)
Vận tốc cắt v = 27 (m/phút)
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
6,11.14,3
27.1000
= 740 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 750 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
750.6,11.14,3
= 27,32 (m/ph)
>M2:Khoét tinh
t =
2
6,1112 −
= 0,2 (mm)
Bước tiến dao S
o
= 0,3 (mm/vòng)
Theo thuyết minh máy chọn S
o
= 0,3 (mm/vòng)
Vận tốc cắt v =34 (m/phút)
Số vòng quay trục chính theo tính toán là:
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang -2
GVHD: A
n
t
=
D
V
t
.
.1000
π
=
12.14,3
34.1000
= 902 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 1100 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
1100.12.14,3
= 41,45 (m/ph).
$41Z#P.%W
Đònh vò:Chi tiết được đònh vò ở mặt đáy 3 bậc tự do, chốt trụ ngắn đònh vò 2 bậc tự
do,1 chốt trám chống xoay đònh vò 1 bậc tự do.
>M%: Khoan Þ7
t =
2
7
= 3,5 (mm)
Chiều dài gia công L
gc
= L
c
+ y = 15 + 3 = 18 (mm)
Bước tiến dao S
o
= 0,13 (mm/vòng)
Theo thuyết minh máy chọn S
o
= 0,15 (mm/vòng)
Vận tốc cắt v =21 (m/phút)
Số vòng quay trục chính theo tính toán là:
n
t
=
D
V
t
.
.1000
π
=
7.14,3
21.1000
= 955,41 (vòng/phút)
Theo thuyết minh máy chọn: n
m
= 750 (vòng/phút)
Vận tốc cắt thực tế :
V
t t
=
1000
m
nD
π
=
1000
750.7.14,3
= 16,48 (m/ph).
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang -K
GVHD: A
Công suất cắt
N
c
= N
b
.K
N
.
1000
V
, (KW)
N
b
=0,5 KW , công suất cắt tra bảng
K
N
= 1 , Hệï số phụ thuộc vật liệu gia công
Vậy N
c
= 0,5.1.
1000
750
= 0,375 (KW)
Kiểm tra công suất cắt
N
c
= 0,424 (KW) < 1,2.N
đc
.
η
= 1,2.6.0.8 = 5,76 (KW)
Kiểm tra lực chiều trục
P
o
= 130 (KG) < [P
o
] = 1200 (KG)
>M-: Tarô
Bước tiến dao S = 1,5 mm/vòng
Xác đònh vận tốc cắt: v = v
b
.K
b
Trong đó: v
b
= 10 (m/ph)
K
b
= 0,8
Vậy v
b
= 10.0,8 = 8 (m/ph)
Số vòng quay n dụng cụ
n
t
=
D
V
t
.
.1000
π
=
10.14,3
8.1000
= 254,78 (vòng/phút)
Vận tốc cắt thực tế:
V
t t
=
1000
m
nD
π
=
1000
275.10.14,3
= 8,635 (m/ph).
Công suất cắt N
c
=
97400
.nM
x
(kW)
Với M
x
= M
xb
.K
1
.K
2
(kG.m)
M
xb
= 63
K
1
=1 Hệ số phụ thuộc đường kính ren
K
2
= 0,65 Hệ số phụ thuộc vật liệu gia công
M
x
= 63.1.0,65 = 40,95
Vậy N
c
=
97400
275.95,40
= (kW)
0+)1#70(8 &0^#
#=BS$51"Cφ-N@Aφ2W<
SVTH: "##$́
SVTH: Nguyn Văn Tin
Trang -N