Nghiên cứu ảnh hưởng của các thông số hình học của cánh trộn đến độ mòn (tuổi thọ) của chúng trong cối trộn bê tông hai trục ngang
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.79 MB, 49 trang )
BỘ CÔNG THƯƠNG
VIỆN MÁY VÀ DỤNG CỤ CÔNG NGHIỆP
BÁO CÁO TỔNG KẾT ĐỀ TÀI
MÃ SỐ: 130.12.RD/HĐ-KHCN
Tên đề tài:
NGHIÊN CỨU ẢNH HƯỞNG CỦA CÁC THÔNG SỐ HÌNH HỌC CỦA
CÁNH TRỘN ĐẾN ĐỘ MÒN (TUỔI THỌ) CỦA CHÚNG
TRONG CỐI TRỘN BÊ TÔNG HAI TRỤC NGANG
Cơ quan chủ trì
TS. NGUYỄN ĐỨC MINH
Chủ nhiệm đề tài
Ths. TRẦN NHƯ HIẾU
Hà nội, 2012
MỤC LỤC
MỤC LỤC 4
DANH MỤC BẢNG BIỂU – HỈNH ẢNH 6
MỞ ĐẦU 3
CHƯƠNG 1. TỔNG QUAN VỀ BÊ TÔNG VÀ CỐI TRỘN BÊ TÔNG HAI TRỤC
NGANG 4
1.1. Bê tông và đặc điểm, tính chất của cốt liệu trong bê tông. 4
1.2. Cối trộn hai trục ngang trong sản xuất bê tông. 7
1.2.1. Kết cấu của cối trộn cưỡng bức 2 trục ngang: 8
1.2.2. Sơ đồ thời gian cho mồt mẻ trộn trong cối 2 trục ngang: 9
1.2.3. Ưu điểm nổi bật của cối trộn hai trục ngang: 9
1.3. Thông số hình học của cánh trộn bê tông trong cối trộn hai trục ngang. 11
1.3.1. Góc nâng cánh (góc tay trộn) λ 11
1.3.2. Góc nghiêng của cánh α 12
1.3.3. Biên dạng profin của cánh 13
1.3.4. Bố trí cánh trộn trong cối trộn 2 trục ngang 14
1.4. Các dạng hư hỏng của cánh trộn. 15
1.5. Tình hình nghiên cứu trên thế giới 17
1.6. Tình hình nghiên cứu trong nước 18
CHƯƠNG 2. NỘI DUNG NGHIÊN CỨU 19
2.1. Lực tác dụng lên cánh trộn 19
2.2. Các thông số hình học ảnh hưởng đến quá trình mòn cánh 23
2.3. Nghiên cứu thiết kế và chế tạo thiết bị thí nghiệm. 24
2.3.1. Sơ đồ tổ chức thí nghiệm 24
2.3.2. Thiết kế thí nghiệm 25
2.3.3. Nội dung thí nghiệm : 27
2.3.4. Phương án thí nghiệm 28
2.4. Tổng hợp kết quả thí nghiệm và phân tích số liệu 30
2.4.1. Ảnh hưởng của góc nghiêng α đến độ mòn của cánh trộn khi trộn khô 30
2.4.2. Ảnh hưởng của góc nghiêng α đến độ mòn của cánh trộn khi trộn ướt 33
2.4.3. Phương trình toán học mô phỏng quá trình mòn. 36
2.4.4. Kết luận 36
CHƯƠNG 3. KẾT LUẬN VÀ KIẾN NGHỊ 38
TÀI LIỆU THAM KHẢO 39
PHỤ LỤC 41
DANH MỤC BẢNG BIỂU – HỈNH ẢNH
Hình 1–1: Cát vàng làm bê tông 5
Hình 1–2: Hạt cát soi dưới kính hiển vi 5
Hình 1–3 : Đá làm bê tông 6
Hình 1–4: Kích thước của đá làm BTĐL 6
Hình 1–5 : Mô tả quá trình hình thành của bê tông 7
Hình 1–6: Sơ đồ cấu tạo cối trộn bê tông 2 trục ngang 8
Hình 1–7: Biểu đồ quan hệ giữa thời gian và chất lượng trộn 9
Hình 1–8: Quỹ đạo chuyển động phức tạp của vật liệu và khu vực nhào trộn 10
Hình 1–9: Phạm vi chịu mài mòn trên thân cối 11
Hình 1–10: Góc nâng cánh trộn 11
Hình 1–11: Góc nâng cánh trộn 12
Hình 1–12: Góc nghiêng cánh 12
Hình 1–13: Cánh trộn cối EUROTEC – ITALIA 13
Hình 1–14: Cánh trộn cối LIEBHERR–CHLB Đức 14
Hình 1–15: Bố trí cánh trong cối 2 trục ngang của hãng LIEBHERR–CHLB Đức . 14
Hình 1–16: Bố trí cánh trong cối 2 trục ngang của hãng SICOMA–CHLB Đức 15
Hình 1–17: Cánh trộn bị mòn 16
Hình 1–18: Cánh trộn bị mòn sau khi trộn bê tông 16
Hình 1–19: Biểu đồ chịu tải của cánh trộn bê tông 17
Hình 2–1: Các lực cản tác dụng lên cánh trộn khi cánh trộn quay xung quanh trục
nằm ngang 19
Hình 2–2: Các lực cản thành phần lên cánh trộn i 20
Hình 2–3: Các lực cản thành phần tác dụng lên cánh trộn 22
Hình 2–4: Thiết bị thí nghiệm quá trình trộn khô tại xưởng của IMI 26
Hình 2–5 : Thiết bị thí nghiệm quá trình trộn khô tại xưởng của IMI 26
Hình 2–6: Bộ cánh trộn thí nghiệm quá trình trộn 27
Hình 2-7: Kiểm tra cánh trộn trước và sau khi thí nghiệm trộn khô 29
Hình 2-8: Đồ thị khối lượng mòn theo số mẻ trộn 30
Hình 2-9: Đồ thị lượng mòn theo thời gian 30
Hình 2-10: Đồ thị tốc độ mòn theo thời gian 31
Hình 2-11: Đồ thị khối lượng mòn theo số mẻ trộn 33
Hình 2-12: Đồ thị lượng mòn theo thời gian 34
Hình 2-13: Đồ thị tốc độ mòn theo thời gian 34
3
MỞ ĐẦU
Trong những năm gần đây, ngành xây dựng của nước ta đã có một sự phát
triển mạnh mẽ. Các đơn vị xây dựng đã có thể thi công các công trình lớn, phức tạp,
ứng dụng các công nghệ xây dựng tiên tiến của thế giới. Cùng với sự phát đó, công
nghệ sản xuất bê tông và các vật liệu xây dựng khác cũng không ngừng phát triển.
Hiện nay chúng ta đã chế tạo được các loại trạm trộn bê tông tự động với các công
suất lớn và cho nhiều loại bê tông khác nhau, chất lượng bê tông tốt. Viện máy và
dụng cụ công nghiệp (IMI) đã có nhiều kinh nghiệm và thành công trong lĩnh vực
nghiên cứu, thiết kế và chế tạo trạm trộn bê tông. Các loại cối trộn bê tông cưỡng
bức trục đứng kiểu tuốc bin, cối trộn cưỡng bức kiểu hành tinh và cối trộn bê tông
hai trục ngang do IMI thiết kế chế tạo đ
ã chiếm được niềm tin của những đơn vị sử
dụng trong nước. Đặc biệt là cối trộn bê tông hai trục ngang của IMI đã được sử
dụng hầu hết ở các công trình trọng điểm như thủy điện Sơn la, Đồng nai 4, thủy
điện Bản chát v.v…
Do đặc thù phát triển của công nghệ bê tông hiện nay như công nghệ bê tông
đầm lăn, bê tông lạnh … thì việc tính toán hoàn thiện thiế
t kế chủng loại cối hai trục
ngang là việc làm hết sức cấp bách và cần thiết, đặc biệt là nghiên cứu quá trình
mòn của cánh trộn – chi tiết quan trọng nhất tạo nên chất lượng của bê tông. Tiếp
nối công việc hoàn thiện cho thiết kế loại cèi trén bê tông hai trôc ngang Viện máy
và dụng cụ công nghiệp sẽ tiến hành nghiên cứu đề tài : “Nghiên cứu ảnh hưởng
của các thông số hình học của cánh trộn đến
độ mòn (tuổi thọ) của chúng trong
cối trộn bê tông hai trục ngang”.
4
CHƯƠNG 1
TỔNG QUAN VỀ BÊ TÔNG VÀ CỐI TRỘN BÊ TÔNG HAI TRỤC NGANG
1.1. Bê tông và đặc điểm, tính chất của cốt liệu trong bê tông
1.2. Cối trộn hai trục ngang trong sản xuất bê tông
1.3. Thông số hình học của cánh trộn bê tông hai trục ngang
1.4. Các dạng hư hỏng của cánh trộn
1.5. Tình hình nghiên cứu trên thế giới
1.6. Tình hình nghiên cứu trong nước
1.1. Bê tông và đặc điểm, tính chất của cố
t liệu trong bê tông.
Trong lĩnh vực xây dựng, bê tông là một nguyên vật liệu vô cùng quan
trọng,thông qua chất lượng bê tông có thể đánh giá chất lượng của toàn bộ công
trình. Chấtlượng bê tông phụ thuộc vào các thành phần như: cát, đá, nước, xi
măng…
Bê tông là một hỗn hợp được tạo thành từ cát, đá, xi măng, nước… Trong
đó cátvà đá chiếm 80% – 85%, xi măng chiếm 8% – 15%, còn lại là khối lượng của
nước,ngoài ra còn có chất phụ gia thêm vào để
đáp ứng các yêu cầu cần thiết. Có
nhiều loại bêtông tùy thuộc vào thành phần của hỗn hợp trên. Mọi thành phần cát,
đá, xi măng …khác nhau sẽ tạo thành nhiều mác bê tông khác nhau.
Cát là cốt liệu nhỏ cùng với xi măng, nước tạo ra vữa xi măng để lấp đầy lỗ
rỗng giữa các hạt cốt liệu lớn (đá, sỏi) và bao bọc xung quanh các hạt cốt liệu lớn
tạo ra khối bê tông đặc chắ
c. Cát cũng là thành phần cùng với cốt liệu lớn tạo ra bộ
khung chịu lực cho bê tông.
Cát dùng để chế tạo bê tông có thể là cát thiên nhiên hay cát nhân tạo có cỡ
hạt từ 0,14 đến 5 mm. Quy định của cát làm bê tông theo tiêu chuẩn TCVN–7570–
2006.
s
ự
2
0
n
g
c
h
Đá d
ù
ự
ứng dụn
g
0
0mm. Vậ
t
Cườ
n
g
hiệm nén
Tùy
t
h
ia thành
8
H
H
ù
ng trong
g
công ng
h
t
liệu đá t
ạ
n
g độ (độ
một lượn
g
t
heo độ n
é
8
mác và
x
H
ình 1–1:
C
H
ình 1–2:
H
chế tạo b
ê
h
ệ bê tông
o ra bộ kh
u
c
ứng) của
g
đá trong
x
é
n đập tro
n
x
ác định th
e
C
át vàng l
à
H
ạt cát soi
ê
tông thư
ờ
g
cho đập
t
u
ng chịu l
ự
đá dùng
c
x
i lanh bằ
n
n
g xi lanh,
eo TCVN
à
m bê tôn
g
dưới kính
ờ
ng có cỡ
h
t
huỷ điện
t
ự
c chính c
h
c
ho bê tôn
g
n
g thép và
đ
mác của
đ
1771–198
7
hiển vi
h
ạt từ 10–
4
t
hì cỡ hạt
c
h
o bê tông
.
g
được xá
c
đ
ược gọi l
à
đ
á dăm
t
ừ
7
. Mác củ
a
4
0mm, ng
à
c
ủa đá có
.
c định th
ô
à
độ nén đ
ậ
đá thiên
n
a
đá dăm t
5
à
y nay vớ
i
thể lên tớ
i
ng qua th
í
ậ
p.
n
hiên đượ
c
h
iên nhiê
n
5
i
i
í
c
n
x
á
d
ư
3
0
n
ê
l
à
q
u
á
c định th
e
ư
ới 1,5 lầ
n
0
0 và trên
Đá d
ù
ê
n các cạn
h
Nướ
c
à
m cho cư
ờ
u
á trình th
i
e
o độ nén
đ
n
đối với
b
300.
ù
ng trong
h
sắc khác
H
c
là thành
p
ờ
ng độ củ
a
i
công đư
ợ
đ
ập trong
x
b
ê tông m
á
chế tạo b
ê
nhau của
v
Hình
H
ình 1–4:
K
p
hần giúp
c
a
bê tông
t
c dễ dàng.
x
i lanh (1
0
á
c dưới 30
0
ê
tông có
n
v
iên đá.
h
1–3 : Đá
K
ích thước
c
ho xi mă
n
t
ăng lên.
N
0
5
N/m
2
) p
h
0
, không
d
n
hiều bề
m
làm bê tô
n
của đá là
m
n
g phản ứ
n
N
ước còn
t
ải cao hơ
n
d
ưới 2 lần
m
ặt tạo thà
n
g
m
BTĐL
n
g tạo ra c
á
t
ạo ra độ l
ư
n
mác bê t
ô
đối với b
ê
n
h,các bề
m
á
c sản phẩ
m
ư
u động c
ầ
6
ô
ng, khôn
g
ê
tông má
c
m
ặt đó tạ
o
m
thủy hó
a
ầ
n thiết đ
ể
6
g
c
o
a
ể
r
a
q
u
C
ph
1
.
b
ứ
n
h
(
c
tr
tr
ụ
đ
á
tr
i
ứ
n
n
g
H
s
u
Xi
m
a
cường đ
ộ
u
yết định
c
C
át, đá chi
ể
h
ần chính
g
.
2. Cối tr
ộ
Có n
h
ứ
c kiểu ro
h
iều loại c
ô
c
ó thể lên
t
ong sản x
u
ụ
c và t
r
ên
á
, xi măng
,
Tron
g
iển mạnh
m
n
g dụng c
á
g
hệ sản x
u
H
iện nay c
h
u
ất lớn và
c
m
ăng là thà
n
ộ
cho bê t
ô
c
ường độ
c
Hình 1–
5
ể
m tỉ lệ lớ
n
g
ây nên c
á
ộ
n hai trụ
c
h
iều loại t
h
to hay cư
ỡ
ô
ng nghệ
t
t
ới 200mm
u
ất bê tôn
g
đó có bố
t
,
phụ gia)
đ
g
những
n
m
ẽ. Các đ
ơ
á
c công n
g
u
ất bê tôn
g
h
úng ta đã
c
ho nhiều
l
n
h phần c
h
ô
ng. Chất
l
c
hịu lực củ
a
5
: Mô tả
q
n
trong th
à
á
c dạng hư
c
ngang tr
o
h
iết bị trộ
n
ỡ
ng bức k
t
rộn bê tô
n
)
nên ngà
y
g
nhất là l
o
tr
í các cán
h
đ
ể tạo ra h
ỗ
n
ăm gần đ
â
ơ
n vị xây
d
g
hệ xây dự
n
g
và các v
ậ
chế tạo đ
ư
l
oại bê tôn
g
h
ất kết dín
h
lượng và
h
a
bê tông.
q
uá trình h
à
nh phần
t
hỏng chín
h
o
ng sản x
u
n
bê tông
n
k
iểu 1 trục
n
g đặc biệt
y
nay, cối t
r
o
ại bê tôn
g
h
t
r
ộn làm
ỗ
n hợp bê
â
y, ngành
x
d
ựng đã có
n
g tiên tiế
n
ậ
t liệu xây
ư
ợc các lo
ạ
g khác nh
a
h
để liên
k
h
àm lượn
g
ình thành
c
t
ạo nên bê
h
của cán
h
u
ất bê tôn
g
n
hư trộn c
ư
ngang. T
u
là kích th
ư
r
ộn hai trụ
g
có cốt li
ệ
nhiệm vụ
tông.
x
ây dựng
c
thể thi cô
n
n
của thế
g
dựng khá
c
ạ
i trạm trộ
n
a
u, chất lư
ợ
k
ết các hạt
g
xi măng
l
c
ủa bê tôn
g
tông do
đ
h
trộn bê tô
n
g
.
ư
ỡng bức k
i
u
y nhiên
v
ư
ớc đá cốt
c
ngang đ
ã
ệ
u lớn, đó
l
trộn đều
h
c
ủa nước
t
n
g các côn
g
g
iới. Cùng
c
cũng kh
ô
n
bê tông
t
ợ
ng bê tôn
g
cốt liệu v
ớ
là yếu tố
q
g
đ
ó cát và
đ
ng như m
ò
iểu trục đ
ứ
v
ới sự phá
liệu trộn
b
ã
được sử
d
l
à loại thi
ế
h
ỗn hợp v
ậ
t
a đã có
m
g
trình lớ
n
với sự ph
á
ô
ng ngừng
t
ự động v
ớ
g
tốt.
7
ớ
i nhau tạ
o
q
uan trọn
g
đ
á là thàn
h
ò
n, tróc
ứ
ng, cưỡn
g
t
triển củ
a
b
ê tông lớ
n
d
ụng nhiề
u
ế
t bị có ha
i
ậ
t liệu (cát
,
m
ột sự phá
t
n
, phức tạp
,
á
t đó, côn
g
phát triển
.
ớ
i các côn
g
7
o
g
h
g
a
n
u
i
,
t
,
g
.
g
8
Tại Việt Nam, cối trộn 2 trục ngang cũng đã được sử dụng trong một số trạm
trộn năng suất lớn, tuy nhiên các cối trộn này đều được nhập khẩu từ nước ngoài và
giá thành của các loại cối trộn này là tương đối đắt, vì thế việc nghiên cứu chế tạo
cối trộn hai trục ngang là hết sức cần thiết.
1.2.1. Kết cấu của c
ối trộn cưỡng bức 2 trục ngang:
Hình 1–6: Sơ đồ cấu tạo cối trộn bê tông 2 trục ngang
1) Thân thùng trộn;
2) Trục trộn;
3) Cụm cửa xả;
4) Cụm gối đỡ trục trộn;
5) Hệ thống dẫn động;
6) Hệ thống bôi trơn.
b
b
b-B
9
1.2.2. Sơ đồ thời gian cho mồt mẻ trộn trong cối 2 trục ngang:
Nạp cát đá
10s
Nạp xi măng 15s
Nạp nước 25s
Nạp phụ gia 25s
Thời gian trộn 30s
Thời gian xả 10s
Tổng thời gian 70s
1.2.3. Ưu điểm nổi bật của cối trộn hai trục ngang:
a) Chất lượng nhào trộn tốt, thời gian trộn ngắn:
Hình 1–7: Biểu đồ quan hệ giữa thời gian và chất lượng trộn
H
tr
c
h
đ
ộ
đ
ề
b
ề
t
h
t
á
t
u
t
ả
m
m
b) Cối
t
tạp (
h
hỗn
h
H
ình 1–8:
Q
Tron
g
ộn nên dò
n
h
iều nhau
ộ
ng hỗn l
o
ề
u của bê
t
ề
mặt của
c
h
ời với việ
c
á
c dụng là
m
u
y nhiên c
ũ
ả
i trọng tác
m
ài mòn n
h
m
ài mòn cò
n
c) Tốc
đ
d) Diện
trộn,
(hìn
h
t
rộn hai tr
ụ
h
ình 1–6),
h
ợp vật liệ
u
Q
uỹ đạo c
h
g
cối trộn
n
g vật liệ
u
đan xen v
à
o
ạn của cá
c
t
ông. Tron
c
ánh trộn
t
c
bố trí cá
c
m
cho các
h
ũ
ng làm c
h
động tha
y
h
iều nhất l
à
n
lại chủ
y
đ
ộ xả hỗn
h
tích chịu
phần bị
m
h
1–10). Đ
i
ụ
c ngang t
ạ
có thể trộ
n
u
dẻo và c
á
uyển độn
g
hai trục
n
u
sẽ được
c
à
o nhau
t
ừ
c
dòng vậ
t
g quá trìn
h
t
ạo nên m
a
c
cánh t
r
ộ
n
h
ạt vật liệ
u
h
o các cán
h
y
đổi sẽ dẫ
n
à
khu vực
ếu là ở ph
í
h
ợp sau tr
ộ
m
ài mòn
n
m
ài mòn c
ò
i
ều đó có
n
ạ
o ra nhữ
n
n
được cá
c
á
c loại bê
t
g
phức tạp
c
n
gang các
c
ác cánh t
r
ừ
ng lớp th
e
t
liệu sẽ c
ó
h
trộn, các
a
sát t
r
ượt
n
so le nh
a
u
chuyển đ
h
trộn phải
n
đến các
c
nhào trộn
í
a mặt dư
ớ
ộ
n nhanh,
d
n
hỏ, khu
v
òn lại ch
ủ
n
gh
ĩ
a là tu
ổ
n
g chuyển
c
loại bê t
ô
t
ông có độ
c
ủa vật liệ
u
cánh trộn
r
ộn quét v
à
e
o suốt ch
i
ó
tác dụng
hạt vật li
ệ
làm mài
m
a
u và dọc
t
ộ
ng liên t
ụ
chịu các
l
c
ánh trộn
n
khốc liệt
n
i của thùn
g
d
o kích th
ư
v
ực nhào t
r
ủ
yếu là ở
ổ
i bền của
c
động nhà
o
ô
ng với cố
t
sụt thấp.
u
và khu v
ự
được gá
n
à
nâng lên,
ều dài thù
n
nhào trộ
n
ệ
u sẽ chuy
ể
m
òn bề mặ
t
t
heo suốt
c
ụ
c, tăng ch
ấ
ự
c va đập
n
hanh bị h
ư
n
ằm giữa
h
g
trộn.
ư
ớc cửa xả
r
ộn khốc l
i
phía mặt
c
ối sẽ cao
h
o
t
r
ộn mạ
n
t
liệu cỡ l
ớ
ự
c nhào tr
ộ
n
ghiêng g
ó
,
chuyển đ
ộ
ù
ng trộn, v
i
n
tốt tạo n
ê
ể
n động v
à
t
của cánh
c
hiều dài t
r
ấ
t lượng c
ủ
theo chu
k
ư
hỏng. K
h
h
ai trục tr
ộ
lớn.
i
ệt nằm gi
ữ
dưới của
t
h
ơn.
1
0
n
h và phứ
c
ớ
n, các loạ
i
ộ
n
ó
c với trụ
c
ộ
ng ngượ
c
i
ệc chuyể
n
ê
n sự đồn
g
à
t
r
ượt trê
n
trộn, đồn
g
r
ục trộn c
ó
ủ
a bê tông
,
k
ỳ liên tục
,
h
u vực chị
u
ộ
n, phần b
ị
ữ
a hai trụ
c
t
hùng trộ
n
0
c
i
c
c
n
g
n
g
ó
,
,
u
ị
c
n
1
.
c
á
1
.
tr
li
ệ
d
ễ
c
h
.
3. Thông
Thô
n
á
nh, góc n
g
.
3.1. Góc
n
Góc
n
ộn. Góc n
â
ệ
u chuyển
ễ
bị phân t
h
ất lượng
b
H
số hình h
ọ
n
g số hình
g
hiêng gá
c
n
âng cánh
n
âng cánh
â
ng của cá
n
động có
d
ầng nên y
ế
b
ê tông.
H
H
ình 1–9:
P
ọ
c của cá
n
học của c
á
c
ánh,
b
iên
d
(góc tay t
r
là góc gi
ữ
n
h trộn m
ụ
d
ạng xoắn
v
ế
u tố góc
n
H
ình 1–10:
trôc trén
tay trén
c¸nh tré
n
P
hạm vi ch
n
h trộn bê
á
nh trộn l
à
d
ạng profi
n
r
ộn)
λ
ữ
a hai tayt
r
ụ
c đích để
vít làm đ
ồ
n
âng cánh
l
Góc nâng
n
ị
u mài mò
n
tông tron
g
à
một bộ c
á
n
của cánh
r
ộn chiếu
l
nâng các
h
ng đều bê
l
à rất quan
cánh t
r
ộn
n
trên thâ
n
g
cối trộn
á
c thông s
ố
,
vị trí cán
h
l
ên phươn
g
h
ạt vật liệ
u
tông. Đặc
trọng, ản
h
n
cối
hai trục
n
ố
bao gồm
h
và số cá
n
g
vuông g
ó
u
và tạo ch
điểm của
h
hưởng tr
ự
11
n
gang.
: góc nân
g
n
h trộn.
ó
c với trụ
c
o
dòng vậ
t
bê tông l
à
ự
c tiếp đế
n
g
c
t
à
n
đ
ầ
1
.
ph
x
ú
g
Góc
n
Góc
n
ầ
u vào để
đ
.
3.2. Góc
n
Góc
h
ương so
n
ú
c
t
ừ từ v
ớ
The
o
óc nghiên
g
n
âng λ=9
0
H
n
âng cán
h
đ
ảm bảo đ
ộ
n
ghiêng c
ủ
nghiêng
c
n
g song v
ớ
ớ
i các hạt
v
o
kết quả
n
g
của cánh
0
o
H
ình 1–11:
thông th
ư
ộ
bền vữn
g
ủ
a cánh α
c
ủa cánh l
à
ớ
i trục trộn
.
v
ật liệu, gi
ả
ghiên cứu
trộn α =3
2
Góc nâng
ư
ờng từ 60
g
của tay t
r
à
góc gá
g
. Góc ngh
i
ả
m tải trọn
của t
r
ườn
g
2
0
– 50
0
th
ì
cánh t
r
ộn
0
–90
0
tùy
y
r
ộn.
g
iữa cánh
t
i
êng α có
t
g
động tác
g
đại học
J
ì
chất lượn
g
cánh
Góc nâ
n
y
êu cầu kí
c
t
rộn so vớ
t
ác dụng t
ạ
dụng lên
c
J
iangsu –
T
g
bê tông
đ
Hình 1
–
n
g λ=60
o
c
h thước c
ủ
ớ
i trục trộ
n
ạ
o cho cá
n
c
ánh.
T
rung Quố
c
đ
ầu ra đạt
y
–12: Gó
c
1
2
ủ
a cốt liệ
u
n
chiếu lê
n
h trộn tiế
p
c
[15] [th
ì
y
êu cầu.
c
nghiên
g
2
u
n
p
ì
g
q
u
T
r
V
α
T
h
l
ê
n
h
t
h
d
ẫ
1
.
Mối
u
a công t
h
r
ong đó:
V
V
y
l
à
V
là vận tố
c
là góc ng
h
h
eo nguy
ê
ê
n cao
t
ại
s
h
anh hay
c
h
ức (2) thì
ẫ
n đến thờ
i
.
3.3. Biên
d
Prof
i
quan hệ
g
h
ức sau :
V
x
là vận t
ố
à
vận tốc t
h
c
t
ương đố
i
h
iêng của
c
ê
n lý t
r
ộn
b
s
ự đồng đ
ề
c
hậm dẫn
đ
nếu góc n
i
gian trộn
d
ạng pro
fi
i
n của cán
h
Hình 1–
1
g
iữa vận
t
ố
V
x
=
V
V
y
=
V
ố
c theo ph
ư
h
eo phươn
g
i
của dòng
c
ánh trộn s
o
b
ê tông củ
a
ề
u cho bê
đ
ến thời g
i
g
hiêng α
c
bê tông c
à
fi
n của cán
h
trộn tron
g
1
3: Cánh
t
ố
c dòng c
h
V
.sinα (
m
V
.cosα (
m
ư
ơng vuô
n
g
t
r
ục trộn
vật liệu tr
ê
o
với trục
t
a
cối 2 trụ
c
tông còn
V
ian trộn b
ê
c
àng tăng
t
à
ng lâu.
n
h
g
cối trộn
2
tr
ộn cối E
U
h
uyển độn
g
m
/s)
m
/s)
n
g góc với
t
ê
n bề mặt
c
t
rộn
c
ngang th
V
y
sẽ tạo
c
ê
tông diễ
n
t
hì dòng v
ậ
2
trục nga
n
U
ROTEC–
I
g
trên cán
h
(1)
(2)
t
rục trộn
c
ánh trộn
ì
V
x
có nh
i
c
ho dòng
v
n
ra nhan
h
ậ
t liệu càn
g
n
g thường
c
I
TALIA
h
trộn đư
ợ
h
iệm vụ nâ
n
v
ật liệu ch
u
h
hay chậ
m
g
chuyển
đ
c
ó dạng rấ
t
1
3
ợ
c thể hiệ
n
n
g vật liệ
u
u
yển độn
g
m
. Từ côn
g
đ
ộng chậ
m
t
phức tạp.
3
n
u
g
g
m
1
.
c
h
tr
ụ
H
.
3.4. Bố tr
í
Tùy
t
h
ọn số cá
n
ụ
c trộn.
H
ình 1–15:
Hình 1–
1
í
cánh trộ
n
t
heo yêu c
ầ
n
h trên 1 tr
ụ
Bố trí cán
h
1
4:Cánh t
r
n
trong cố
i
ầ
u của chấ
t
ụ
c trộn ch
o
h
trong cố
i
r
ộn cối LI
E
i
trộn 2 tr
ụ
t lượng
b
ê
o
hợp lý.T
h
i
2 trục ng
a
E
BHERR–
C
ụ
c ngang
tông, kết
c
h
ông thườ
n
a
ng của h
ã
C
HLB Đứ
c
c
ấu tổng t
h
n
g số cán
h
ã
ng LIEB
H
c
h
ể của thiế
t
h
từ 8–12
c
H
ERR–CH
L
1
4
t
bị mà lự
a
c
ánh trên 1
L
B Đức
4
a
H
1
.
l
à
tr
h
ọ
ti
ế
n
g
tr
m
b
ề
đ
ộ
H
ình 1–16:
B
.
4. Các dạ
Do t
í
à
m việc v
à
ộn là dạng
Hiện
ọ
c:
– M
ò
ế
p xúc vớ
i
g
hệ bê tôn
g
ộn tiếp xú
c
m
ặt cánh tr
ộ
– M
ò
ề
mặt cán
h
ộ
ng làm c
h
B
ố trí cán
h
ng hư hỏ
n
í
nh chất c
ủ
à
chịu lực
t
mòn trên
b
t
ượng m
ò
ò
n hoá họ
c
i
bê tông,
p
g
thì sự ă
n
c
với khối
ộ
n gây mà
i
ò
n cơ học:
h
trộn tron
g
h
o bề mặt
c
h
trong cố
i
n
g của cán
ủ
a bê tông
t
ác động
c
b
ề mặt cá
n
ò
n của cán
h
c
: hiện
t
ượ
n
p
hụ gia h
o
n
mòn này
l
lượng lớn
mòn.
là dạng
m
g
quá trìn
h
c
ánh trộn
b
i
2 trục ng
a
n
h trộn.
và kết cấ
u
c
ủa nó, có
n
h trộn.
h
trộn là
s
n
g này là
d
o
á chất, dẫ
n
l
à không
đ
hạt mài (
c
m
òn do các
h
trộn. Cá
c
b
ị bong tró
c
a
ng của h
ã
u
bố trí củ
a
thể nói d
ạ
s
ự kết hợp
d
o trong
q
n
đến ăn
m
đ
áng kể so
c
át, đá), k
h
tác động
c
c
lực ma s
c
dẫn đến
p
ã
ng SICO
M
a
cánh trộ
n
ạ
ng hư hỏ
n
giữa mò
n
u
á trình l
à
m
òn. Thôn
g
v
ới mòn c
ơ
i đó các h
ạ
c
ơ học của
á
t sinh ra
t
p
há huỷ bề
M
A–CHLB
n
cũng nh
ư
n
g chủ yế
u
n
hoá học
v
à
m việc, c
á
n
g thường
t
ơ
học vì b
ề
ạ
t mài sẽ t
r
hạt vật li
ệ
trên cánh
t
ề
mặt nhan
h
1
5
Đức
ư
điều kiệ
n
u
của cán
h
v
à mòn c
ơ
á
nh trộn s
ẽ
t
rong côn
g
ề
mặt cán
h
r
ượt lên b
ề
u t
r
ượt lê
n
t
rộn sẽ tá
c
h
chóng.
5
n
h
ơ
ẽ
g
h
ề
n
c
t
r
n
ứ
cánh
Ngo
à
r
ọng thay
đ
ứ
t tế vi, c
á
t
r
ộn mới
Hình1–
1
à
i các dạn
g
đ
ổi liên tụ
c
á
c vết nứt
n
Hình
1
8:Cánh tr
ộ
g
hư hỏng
c
trong qu
n
ày là ngu
y
h
1–17:Cán
h
cánh
t
ộ
n bị mòn
do mòn t
h
u
á trình trộ
n
y
ên nhân n
ứ
h
t
r
ộn bị
m
tr
ộn bị mò
n
sau khi tr
ộ
h
ì còn các
n
sinh ra
l
ứ
t gãy cán
h
m
òn
n
ộ
n bê tôn
g
dạng hư
h
l
ực va đập
h
trộn.
h
ỏng cong
lớn gây
n
1
6
gãy do tả
i
n
ên các vế
t
6
i
t
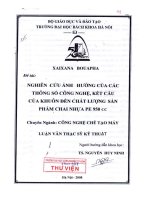
17
Hình dưới biểu diễn quá trình chịu tải của cánh trộn trong một chu kỳ
trộn bê tông.
Hình 1–19: Biểu đồ chịu tải của cánh trộn bê tông
Ở giai đoạn trộn khô và trộn ướt lực tác động lên cánh trộn tăng dần. Giai
đoạn trộn hỗn hợp lực không đổi và giai đoạn xả bê tông thì lực giảm dần.
1.5. Tình hình nghiên cứu trên thế giới
Ở các nước công nghiệp phát triể
n, các hãng nổi tiếng trong lĩnh vực sản
xuất thiết bị xây dựng như: ELBA – CHLB Đức; STETTER – CHLB Đức;
KABAG–CHLB Đức; BHS Sonthofen – CHLB Đức; ORU – Italia; Hãng
EUROTEC – IPS Group – Italia; SICOMA – Italia; SKAKO – Pháp; . . . đã nghiên
cứu chế tạo cối trộn bê tông hai trục ngang. Các loại cối trộn này có khả năng trộn
nhiều loại bê tông khác nhau với chủng loại cốt liệu có kích thước khác nhau từ
0÷160mm.
Tuy nhiên hiện nay chủ yếu chỉ là cácnghiên cứu đánh giá các thông số hình
học của cánh trộ
n đến chất lượng của bê tông đầu ra, như các nghiên cứu của
trường đại học Jiangsu – Trung Quốc về góc cánh trộn, sắp xếp cánh trộn.
18
1.6. Tình hình nghiên cứu trong nước
Trong những năm qua, cối trộn hai trục ngang đã được ứng dụng để sản xuất
nhiều loại bê tông khác nhau đặc biệt là bê tông đầm lăn, bê tông lạnh thi công các
đập thủy lợi, thủy điện, các hồ chứa nước lớn.
Tuy nhiên các cối trộn hai trục ngang hiện nay ở Việt nam chủ yếu là nhập
ngoại hoặc chế tạo theo mẫu, do đó cho tới nay ch
ưa có một nghiên cứu thật sự
hoàn chỉnh để đánh giá ảnh hưởng của thông số hình học của cánh trộn đến quá
trình mòn của chúng khi trộn bê tông.
Với mục đích xác định mối quan hệ giữa các thông số hình học với quá trình
mòn cánh từ đó có những cơ sở đánh giá sâu hơn trong việc thiết kế, lựa chọn vật
liệu cũng như công nghệ chế tạo loại c
ối trộn hai trục ngang cho phù hợp với hoàn
cảnh kinh tế ở Việt nam.
Viện Máy và Dụng cụ công nghiệp là đơn vị có nhiều thành công trong việc
nghiên cứu chế tạo các thiết bị phục vụ cho công nghiệp bê tông của ngành xây
dựng. Viện đã nghiên cứu chế tạo và đưa vào sản xuất nhiều loại cối trộn bê tông
cưỡng bức kiểu trục đứng, trục đứng hành tinh và hai trục ngang, ứng d
ụng thành
công và đạt hiệu quả kinh tế lớn. Với khả năng và kinh nghiệm sẵn có đồng thời để
đáp ứng nhu cầu thực tiễn của xã hội, Viện Máy và Dụng cụ công nghiệp sẽ tiến
hành nghiên cứu đánh giá ảnh hưởng của thông số hình học của cánh trộn đến quá
trình mòn của chúng khi trộn bê tông.
2
.
H
n
ằ
t
á
c
h
2.1.
L
2.2.
C
2.3.
N
2.4.
T
.
1. Lực tá
c
H
ình 2–1:
C
ằ
m ngan
g
The
o
á
c dụng lê
n
h
ịu tổng h
ợ
- Lực
W
L
ực tác dụ
n
C
ác thông
N
ghiên cứ
u
T
ổng hợp
k
c
dụng lê
n
C
ác lực cả
n
o
[2]
d
o kí
c
n
các cánh
ợ
p của các
W
1
là lực
c
NỘI
n
g lên cán
h
số hình h
ọ
u
thiết kế
v
k
ết quả thí
cánh trộ
n
n
tác dụn
g
c
h thước
h
là như n
h
lực rất ph
ứ
c
ản ma sát
W
1
=
q
CHƯ
Ơ
DUNG N
G
h
trộn
ọ
c ảnh hưở
n
v
à chế tạo
t
nghiệm v
à
n
g
lên cánh
h
ình học c
ủ
h
au. Trong
ứ
c tạp (Hì
n
do chuyể
n
q
1
.sinϕ.μ (
N
Ơ
NG 2
G
HIÊN C
n
g đến qu
á
t
hiết bị thí
à
phân tíc
h
t
r
ộn khi c
á
ủ
a các cán
quá trình
t
n
h 2–1).
n
động giữ
a
N
)
ỨU
á
trình mò
n
nghiệm.
h
số liệu.
á
nh t
r
ộn q
u
h
là như
n
tr
ộn bê tô
n
a
hỗn hợp
v
(1)
n
cánh
uay xung
q
n
hau nên
c
n
g, cánh t
r
v
à thành t
h
1
9
q
uanh trụ
c
ác lực cả
n
r
ộn sẽ phả
i
h
ùng trộn
9
c
n
i
H
ph
Tron
g
+ q
1
l
+ μ l
à
+ ϕ l
à
H
ình 2–2:
C
- Lực
W
h
ần lực li
t
Tron
g
+ m
2
+ ω
l
+ x
l
máy trộ
n
g
đó :
l
à t
r
ọng lư
ợ
à
hệ số m
a
à
vị trí gó
c
C
ác
l
ực cả
n
W
2
là lực
m
t
âm của hỗ
W
g
đó :
2
là khối l
ư
l
à vận tốc
g
l
à khoảng
n
.
ợ
ng của k
h
a
sát giữa h
c
tại thời đ
i
n
thành ph
ầ
a)
M
b)
Ma
c) Lực
c
m
a sát của
n
hợp chu
y
W
2
=m
2
.a.μ
=
ư
ợng vật l
i
g
óc của cá
n
cách từ tr
ọ
h
ối bê tôn
g
h
ỗn hợp và
i
ểm tính to
ầ
n lên cán
h
M
a sát trên
M
a sát trên
c
c
ản cắt tr
ê
hỗn hợp
s
y
ển động
n
=
m
2
.x.ω
2
i
ệu chuyể
n
n
h trộn;
ọ
ng tâm c
ủ
g
mà cánh
t
thành của
án của cá
n
h
trộn i
thành thù
n
c
ánh t
r
ộn
n
ê
n các cạn
h
s
inh ra trê
n
n
hờ cánh t
r
.μ (N)
n
động nh
ờ
ủ
a khối l
ư
tr
ộn cần v
ậ
thùng trộ
n
n
h trộn.
n
g t
r
ộn;
n
ghiên
g
h
của cánh
n
thành củ
a
r
ộn (hình 2
–
(2
ờ
cánh trộ
n
ư
ợng vật li
ệ
ậ
n chuyển
n
.
a
thùng trộ
n
–2a).
)
n
;
ệu m2 đế
n
2
0
n
do thàn
h
n
trục cu
ả
0
h
ả
21
- Lực W3 là lực ma sát của hỗn hợp sinh ra áp lực Q1 tác dụng vuông góc với
cánh trộn đặt nghiêng 1 góc α so với hướng trộn (hình 2–2b)
W
3
= μ.cotgα.(q
1
–sinϕ.μ+ m
2
.x.ω
2
.μ ) (N) (3)
- Lực W
4
là lực cản tỉ lệ với ứng suất cắt của hỗn hợp tác dụng lên cạnh phía
trên của cánh trộn
W
4
= A
1
.τ (N) (4)
Trong đó:
A
1
– diện tích chịu cắt ở cạnh phía trên của cánh trộn ứng với góc quay dϕ
τ– ứng suất cắt của hỗn hợp.
- Lực W5 là lực cản ma sát do trọng lượng của hỗn hợp sinh ra ở phía trên của
cánh (hình 2–3a)
W
5
= q
3
.sin sinϕ.μ (N) (5)
Trong đó:
q3– trọng lượng của phân tố hỗn hợp nằm trên cạnh phía trên của cánh trộn
- Lực W6 là lực cản ma sát ỏ cạnh phía trên của cánh trộn do ảnh hưởng của áp suất
theo phương vuông góc sinh ra do lực cản cắt (hình 2–3b)
W
6
= μ.Q
4
.cosα
Trong đó :
Q
4
= W
4
.sinα
W
6
= μ.W
4
.sinα.cosα
W
6
= μ.A
1
.τ.sinα.cosα =μ.A
1
.τ. 0,5sin2α (N) (6)
H
c
á
2
–
c
á
H
ình 2–3:
C
- Lực
W
á
nh (hình
2
Tron
g
- Lực
W
–
3b) của c
á
- Lực
W
á
nh t
r
ộn g
â
Tron
g
q
4
C
ác lực cả
n
a
)
b)
c
)
W
7
là lực
c
2
–3c)
g
đó :q
2
=
m
W
8
là lực
c
á
nhnhưng
W
9
là lực
â
y ra (hình
g
đó:
4
: trọng lư
ợ
n
thành ph
ầ
)
M
a s
)
M
a s
)
Các
l
c
ản nâng
W
7
= q
2
m
2
.g là trọ
n
c
ản ma sát
t
hay cho
W
W
8
=
μ
cản nâng
2–3c)
W
9
=q
4
ợ
ng của h
ỗ
ầ
n tác dụn
g
s
át trên cạ
n
s
át trên bề
m
l
ực cản do
do t
r
ọng l
ư
2
.cosϕ (N)
n
g lượng c
ủ
t
t
r
ên bề m
W
4
là W
7
v
à
μ
.Q
7
.cosα
do trọng
l
4
.cosϕ (N
)
ỗ
n hợp nằ
m
g
lên cánh
t
n
h bên tro
n
m
ặt của c
á
nâng hỗn
ư
ợng của
h
ủ
a vật liệu
t
ặt cánh tr
ộ
à
Q
4
thay
b
(N)
l
ượng của
)
m
trên cán
h
t
rộn
n
g của cán
h
á
nh trộn;
hợp.
h
ỗn hợp si
n
(7)
t
rên cánh
t
ộ
n đặt nghi
b
ằng Q
7
(8)
vật liệu tr
ê
(9)
h
tay đòn c
ủ
h
trộn;
n
h ra ở ph
t
rộn.
i
êng một g
r
ên cánh t
a
ủ
a cánh tr
ộ
2
2
ía trên củ
a
óc α(hìn
h
a
y đòn củ
a
ộ
n
2
a
h
a