thiết kế hệ thống đúc liên tục vật liệu nhôm ở trạng thái bán lỏng
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (3.21 MB, 47 trang )
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 1
BÁO CÁO THỰC TẬP TỐT NGHIỆP
Trong quá trình thưc tập tại xưởng chúng em được tham gia thiết kế hệ thống cán
đúc liên tục vật liệu nhôm ở trạng thái bán lỏng.ở đây trạng thái bán lỏng được tao
ra qua cái máng làm nguội
*Mục đích của việc thiết kế: Nhằm tạo ra hệ thống cán đúc vật liệu nhôm nhằm ở
trạng thái bán lỏng sau khi qua máng làm nguội.
*Ưu điểm của phương pháp :
Năng lượng sử dụng thấp,yêu cầu thiết bị và chi phí vận hành thấp và tốc độ đông
đặc nhanh.Bằng việc cán đúc ở rạng thái bán lỏng có thể cho ta cải thiện được độ
giản dài cũng như tổ chức của hợp kim nhôm.
*Nhược điểm của phương pháp : không thích hợp với tốc độ đúc thấp.
*Cách tiến hành;
Nấu nhôm A356 đến nhiệt độ 630-650
0
C ta đem rót,kim loại được rót qua máng
làm nguội với bề mặt đã được phủ BN nhằm chống dính.Kim loại sau khi qua
máng làm nguội sẽ ở trạng thái bán lỏng tại nhiệt độ 600-605
0
C.Kim loại chảy từ
từ vào miệng ống và được cán qua hệ thống máy cán.Sau đó thanh nhôm sau khi
cán được đem xử lí nhiệt T6 nhằm làm cứng nhân tạo ,độ cứng và độ đàn hồi ổn
định.
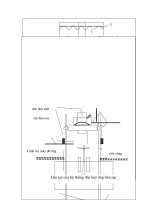
Mô hình như sau:
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 2
Kích thước chi tiết thiết bị được thiết kế như sau:
1.Chọn thép chữ L:
2.Bánh cán
R12
R4
100mm
8mm
1200mm
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 3
3.Thùng dẫn Graphit
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 4
160 mm
360 mm
150
60
30
100mm
123
21,09
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 5
4.Chọn loại ổ trục
Dùng loại ổ bi đỡ chặn 1 dãy cỡ nhẹ
Kí hiệu
ổ
d
D
B
r
Đường
kính
bi,mm
C,kN
C
0
,kN
207
35
72
17
2.0
11,11
20,1
13,9
Bản 3D:
D
d
r
5.55
17
5.55
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 6
5.Bánh răng
Bánh răng được làm bằng thép C45 tôi cải thiện,độ bền HB 192-240.
Mô đun bánh răng : m=4
Số răng :Z=75
Góc ăn khớp:α=21,505
0
Đường kính đáy: d=293,06mm
Đường kính đỉnh: D=302,74mm
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 7
Đường kính trục lắp bánh răng :D=35mm.
6.Kết cấu thanh đỡ ổ trục
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 8
Bu lông cỡ M12
Thanh ngang kích thước:200x60x60
Bán kính đoạn đỡ ổ bi :R=36mm
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 9
Sau khi lắp
7.Tính toán công suất động cơ
Tính toán mô men cán và lưc cán.
Lực cán P=10,511(Tấn)
Mô men cán Mc=0.505(T.m)
Mô men động cơ: M
fđc
=0.0335(T.m)
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 10
Công suất động cơ N
đc
=13,74(kW)
Với tỉ số truyền trong hộp giảm tốc i=20
Bố trí chi tiết sau khi thiết kế
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 11
8.Hệ thống nồi graphit và máng làm nguội:
1_nồi Gr
Kích thước chi tiết
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 12
Hình ảnh 3D
2_ Kích thước sọt đỡ nồi Gr
Ø100
Ø140
120
80
10
17.5
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 13
tỷ lệ :1:2
Mô hình 3D
3_Mô hình máng làm nguội
2,5
22,5
2,5
27,5
2,5
7,5
10
40
5
10
10
10
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 14
Hàn giáp nối
Phủ BN
Thép chữ U
Thép SKD61
Lỗ nước vào
Tấm chắn
Tỷ lệ : 1:2
A
A
A-A
23
55
5
250
3
4
9
M10
Máng làm ngu?i
23
50
5
2,25
7,5
2,25
R2
R5
15
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 15
Hình ảnh 3D
4_Mô hình thanh xà chữ L
Mô hình 3D
R5.5
200
100100
R5.5
1700
350
100
150
R5.5
R5.5
60
60
5
5
R6
R3
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 16
5_ Mô hình tấm đỡ nồi Gr
Tỷ lệ : 1:2
Mô hình 3D
2
15
20
100
10
10
M10
40
5
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 17
6_Mô hình tấm đỡ máng làm nguội
Tỷ lệ :1:2
Mô hình 3D
5
15
100
20
10
10
40
5
M10
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 18
7_ Mô hình thanh chữ L đỡ tấm đỡ của nozzle
Mô hình 3D
40
4
30
R2
R5
4
20
20
M10
500
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 19
8_ Mô hình tấm chắn Nozzle
tỷ lệ:1:2
Mô hình 3D
70
50
2,5
R2,75
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 20
9_ Mô hình Nozzle
Hình ảnh 3D
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 21
nozzle
Lớp Graphit
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 22
10_ tấm đệm
Tỷ lệ:1:2
11_ Hình ảnh lắp ghép
100
50
10
5
5,5
20
t?m d?m cho CS(2)
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 23
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 24
9-Hình ảnh sau khi ghép
Kết quả mong muốn thu được của thí nghiệm:
Kéo đúc bán lỏng của hợp kim A356 đã được thực hiện bằng cách dùng thiết bị
máy cán cùng với 1 cái máng làm nguội.Trạng thái bán lỏng có tỉ phần pha rắn 5-
10%,có thể dễ dàng thu được bằng máng làm nguội.Cán đúc liên tục bán lỏng làm
tăng tốc độ đúc và tính chất cơ học,tốc độ đúc đã tăng tới 90m/ph ,bề mặt không bị
nứt khi được biến dạng ,cùng tinh Si dạng cầu và nhỏ mịn tăng.
Một số kết quả nghiên cứu quốc tế về vấn đề này
ông Toshio Haga đã nghiên cứu việc cán đức liên tục sử dụng thiết bị cán 2 trục
cùng với 1 máng làm nguội.Thiết bị và hoạt động của thiết bị rất đơn giản,bánh cán
bằng đồng đã được sử dụng để nhằm tăng tốc độ nguội ,không sử dụng dầu bôi
trơn.Kim loại lỏng trở nên đông đặc sau khi được rót xuống cái máng làm nguội
,cho rằng tỉ phần pha rắn là 5-10%.Bánh cán đã đúc thành công từ trạng thái bán
lỏng tại các tốc độ cán từ 30-90m/phút,tốc độ đức đã được cải thiện bởi ảnh
Báo cáo thực tập
SV THỰC HIỆN: ĐỖ XUÂN TRÍ
SVSV :2007CT21 Page 25
hưởng của đúc bán lỏng.Sau khi được cán và xử lí nhiệt ,độ bền kéo thu được là
270MPa và độ giãn dài là 18%.Sau đố được ủ,chi tiết kéo đã không bị gay khi thử
uốn 1808.Tính chất cơ học đã được tăng lên nhờ cán đúc bán lỏng.Tổ chức ở giữa
của sản phẩm ,tổ chức tinh thể cơ bản là hình cầu hơn là tổ chức nhánh câykích
thước cùng tinh Si đã nhỏ mịn hơn.
*So sánh tổ chức cán đúc ở những trạng thái khác nhau:
Hình trên cho thấy mặt cắt của vật cán đức từ trạng thái kim loại nóng chảy và
trạng thái bán lỏng.Cán đúc từ trạng thái bán lỏng khác trong tổ chức so với trạng
thái đúc từ trạng thái kim loại nóng chảy.Tổ chức kim laoij đúc từ trạng thái kim
loại nóng chả thường cho tổ chức nhánh cây,trong khi đó cán đúc từ trạng thái bán
lỏng cho ta tổ chức kép .Ở vị trí thấp ,tinh thể dạng đồng trục và tinh thể dạng cầu
đề tồn tại trong 1 cấu trúc hình trụ.Trong vị trí ở giữa,vùng thấp cho thấy cấu trúc
đẳng trục ,vùng cao hơn cho cấu trúc hình cầu .Vị trí trên cùng ,những tinh thể
hình cầu nguyên thủy tồn tại trong cùng tinh .Cấu trúc hình cầu đã được biến bằng
ảnh hưởng của đúc bán lỏng.
Sự ảnh hưởng của việc cán đúc ở trạng thái bán lỏng đến tính chất cơ học: