KIỂM TRA KHÔNG PHÁ HUỶ PHƯƠNG PHÁP KIỂM TRA BỘT TỪ
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (680.65 KB, 27 trang )
THAY CHO LỜI NÓI ĐẦU
KIỂM TRA KHÔNG PHÁ HUỶ:
LÀ GÌ, TẠI SAO, KHI NÀO, Ở ĐÂU VÀ NHƯ THẾ NÀO ?
PHƯƠNG PHÁP KIỂM TRA BỘT TỪ
1. Kiểm tra không phá huỷ là gì?
Kiểm tra không phá huỷ (Non-Destructive Testing-NDT) bao gồm các phương pháp
dùng để thử nghiệm, kiểm tra, đánh giá và chẩn đoán kỹ thuật các sản phẩm, công trình công
nghiệp mà không làm tổn hại đến khả năng sử dụng của chúng.
Sau khi kiểm tra không phá huỷ, đối tượng kiểm tra không hề bị thay đổi về hình dạng, kích
thước, các tính chất cơ- lí -hoá và vẫn có thể dùng được theo các mục đich thiết kế ban đầu.
Trong lĩnh vực thử nghiệm phá huỷ, sau khi thử nghiệm, mẫu bị phá huỷ và không
còn dùng theo mục đích dự định được nữa. Hơn nữa, trong phương pháp này kết quả thu
được của một hay một vài mẫu đại diện sẽ được đem áp dụng cho toàn bộ các sản phẩm
được chế tạo trên cùng một dây chuyền công nghệ, trong cùng giai đoạn sản xuất (các sản
phẩm cùng lô). Điều này sẽ rất nguy hiểm nếu như mẫu chọn để thử nghiệm lại là mẫu duy
nhất đạt yêu cầu hay kém chất lượng.
Kiểm tra không phá huỷ có thể áp dụng cho mọi loại sản phẩm, có thể kiểm tra toàn
bộ 100% sản phẩm và đảm bảo 100% sản phẩm xuất xưởng đạt chất lượng yêu cầu.
Kiểm tra không phá huỷ gồm nhiều phương pháp khác nhau. Từ phương pháp đơn
giản nhất như kiểm tra bằng mắt, đến các phương pháp phức tạp như chụp cắt lớp bằng
phương pháp cộng hưởng từ hạt nhân. Chúng bao gồm các phương pháp dùng để phát hiện
các khuyết tật ở trên bề mặt hoặc gần bề mặt của sản phẩm như: phương pháp thẩm thấu
chất lỏng, phương pháp bột từ, phương pháp dòng điện xoáy và các phương pháp dùng để
phát hiện và định vị các khuyết tật nằm sâu trong các sản phẩm như pháp chụp ảnh phóng
xạ ( X quang hoặc dùng nguồn phóng xạ gamma) và phương pháp siêu âm. Ngoài các
phương pháp thường dùng kể trên, nhiều phương pháp khác cũng được phát triển nhằm đáp
ứng ngày càng cao và đa dạng của các ngành công nghiệp và cuộc sống như phương pháp
chụp ảnh nơtron, phương pháp phát xạ âm, phương pháp nhiệt và hồng ngoại v.v.
3
NDT: tại sao?
Có thể liệt kê nhiều ứng dụng quan trong của kiểm tra không phá huỷ. Một số ứng dụng
quan trọng có thể nêu sau đây:
- Để tiết kiệm tiền, bằng cách loại bỏ các nguyên liệu có khuyết tật trước khi chấp nhận
và đưa chúng vào các công đoạn sản xuất tiếp theo.
- Để phát hiện các khuyết tật xuất hiện trong các sản phẩm và bán sản phẩm trước khi
đầu tư thời gian và tiền bạc vào các công đoạn sau.
- Để cải thiện các quy trình sản xuất, bằng cách kiểm tra các sản phẩm trước và sau
mỗi lần cải tiến.
- Để giảm thiểu các chi phí, tăng cường sự an toàn cho công nhân, dân chúng, môi
trường bằng cách kiểm tra định kì các thiết bị máy móc, tìm ra các khuyết tật, thay
thế trước khi chúng gây nên sự cố nghiêm trọng.
- Để có được các thông tin về chất lượng, tình trạng của sản phẩm mà không làm tổn
hại đến khả năng sử dụng của chúng.
- Để khẳng định sự toàn vẹn của các đối tượng kiểm tra trong quá trình đại tu nhằm
đảm bảo sự hoạt động an toàn của máy móc, thiết bị.
Chất lượng và giá cả là hai yếu tố hàng đầu quyết định sức cạnh tranh của một sản
phẩm công nghiệp. NDT góp phần quyết định đảm bảo sản phẩm đạt chất lượng cao và giá
thành hạ. NDT chính là công cụ hữu hiệu giúp các doanh nghiệp nâng cao sức cạnh tranh
trong nền kinh tế thị trường và trong xu thế toàn cầu hoá.
2. NDT: khi nào?
NDT có thể và nên dùng trong mọi công đoạn của quá trình sản xuất và sử dụng: từ
khâu lựa chọn vật liệu, kiểm soát chất lượng của các bán sản phẩm trong các giai đoạn công
nghệ khác nhau đến việc đánh giá chất lượng các sản phẩm cuối trước khi xuất xưởng. Kiểm
tra không phá huỷ còn dùng để phát hiện và đánh giá sự xuất hiện và phát triển của các
khuyết tật trong các sản phẩm, kết cấu công trình trong quá trình sử dụng. Trên cơ sở đó có
thể loại đi được các vật liệu và sản phẩm không đạt yêu cầu tránh được các chi phí trong các
công đoạn tiếp theo cho các sản phẩm bị loại. Cũng bằng cách đó có thể sớm tìm ra được
các chi tiết, cấu kiện hư hại, đánh giá được mức độ toàn vẹn của công trình và có biện pháp
bảo dưỡng và thay thế kịp thời các thành phần cấu kiện hư hại, tránh được những thảm hoạ
có thể xảy ra.
4
NDT: Dùng ở đâu?
NDT được dùng rộng rãi trong hầu hết các ngành công nghiệp, dặc biệt là trong các
ngành công nghiệp dầu khí, cơ khí, hàng không, năng lượng (nhiệt điện, thuỷ điện, hạt
nhân), đóng tàu, công nghiệp hoá chất và chế biến thực phẩm. Trong ngành dầu khí NDT
dùng để kiểm tra chất lượng, độ an toàn và toàn vẹn của các đường ống dẫn dầu, bồn chứa,
dàn khoan, hệ thống ống dẫn và bình áp lực của nhà máy lọc dầu, nhà máy khí hoá lỏng v.v.
Trong ngành cơ khí chế tạo, NDT dùng để kiểm soát và đánh giá chất lượng của các sản
phẩm đúc, nén, kéo và đặc biệt là chất lượng mối hàn của các cấu kiện, thiết bị đòi hỏi cao
về chất lượng và an toàn. Trong ngành hàng không NDT là công cụ không thể thiếu trong
bảo trì bảo dưỡng và đảm bảo an toàn cho máy bay dân dụng và quân sự. Hệ thống nồi hơi
áp lực trong nhà máy nhiệt điện, tuốc bin cánh quạt trong nhà máy thuỷ điện v.v là các lĩnh
vực ứng dụng quan trọng trong ngành năng lượng. Trong công nghiệp đóng tàu, chỉ đối với
mỗi một con tàu, ụ nổi mà đã có hàng trăm tấn thép, hàng trăm đường hàn đòi hỏi phải
kiểm tra chất lượng bằng các kỹ thuật không phá huỷ.
3. NDT: như thế nào?
Tất cả các phép kiểm tra chất lượng bằng các phương pháp không phá huỷ đều phải được
tiến hành theo các quy trình kỹ thuật cho trước, bởi các kỹ thuật viên được đào tạo và có các
chứng chỉ thích hợp, với các thiết bị vật tư đạt được các yêu cầu kỹ thuật tương ứng. Lựa
chọn phương pháp thích hợp, tiến hành theo đúng quy trình kỹ thuật yêu cầu và được thực
hiện bởi các kỹ thuật viên được đào tạo theo các tiêu chuẩn tương ứng và được trang bị đầy
đủ các kiến thức và thiết bị - phương tiện an toàn là các yếu tố quyết định đảm bảo sự thành
công của công việc triển khai của NDT.
5
PHƯƠNG PHÁP KIỂM TRA BỘT TỪ
GIỚI THIỆU
1. Nguyên lý cơ bản của phương pháp kiểm tra hạt từ
Kiểm tra hạt từ là phương pháp kiểm tra không phá huỷ được W.E. Hoke phát
minh năm 1920. Phương pháp này có khả năng phát hiện và định vị các khuyết tật bề
mặt và gần bề mặt trong các vật liệu sắt từ như các vết nứt, rỗ khí, vết gấp mép,
chồng mép, các lỗ rò rỉ.
Nguyên lý của phương pháp dựa trên hiện tượng từ trường trong vật nhiễm từ
biến dạng khi có mặt của khuyết tật. Sự biến dạng này gây nên một số đường sức của
từ trường thoát ra ngoài, đi trong không khí và sau đó quay về vật. Hiện tượng này
gọi là sự dò trường từ thông. Trường dò có khả năng hút các hạt sắt từ tạo nên các
chỉ thị hoặc hình ảnh của khuyết tật. Từ chỉ thị này xác định được vị trí, hình dạng và
kích thước của khuyết tật trong vật liệu kiểm tra.
Phương pháp kiểm tra hạt từ bao gồm 3 bước chính:
- Bước 1: Từ hoá vật kiểm tra
- Bước 2: Áp dụng hạt từ
- Bước 3: Phát hiện, giải đoán và đánh giá các chỉ thị từ
2. Những ưu điểm và hạn chế của phương pháp kiểm tra hạt từ
Kiểm tra hạt từ có ưu điểm nhanh và đơn giản, có thể phát hiện được các khuyết
tật trên bề mặt và gần bề mặt của vật kiểm tra. Không yêu cầu nghiêm ngặt về quá
trình làm sạch bề mặt trước khi kiểm tra, ít phải xử lý số liệu. Độ nhạy phụ thuộc vào
chiều sâu, kích thước, hình dạng của khuyết tật và vào cường độ từ trường sử dụng.
Kiểm tra hạt từ không dùng được cho các vật liệu không nhiễm từ như thuỷ tinh,
gốm sứ, chất dẻo, nhôm, magiê, đồng, titan và hợp kim thép ơstenít.
6
8.1. Cơ sở lý thuyết từ
8.1.1. Nguồn gốc của từ trường
Nguồn gốc của từ trường liên quan đến sự chuyển động quay (spin) của điện tử
trong nguyên tử, phân tử. Vật liệu sắt từ bị từ hóa mạnh vì trong chúng có các vùng
nhiễm từ tự nhiên gọi là vùng từ. Khi không có từ trường ngoài, các vùng từ khử lẫn
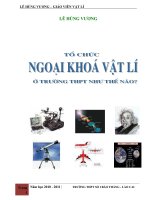
nhau. Khi có từ trường ngoài các vùng từ sẽ sắp xếp theo hướng (hình 1).
Hình 1: Định hướng của các vùng từ trong vật liệu sắt từ:
khi không có từ trường ngoài (a) và khi có từ trường ngoài (b)
8.1.2. Nam châm
Nam châm là vật có khả năng hút sắt từ. Khả năng hút và đẩy tập trung
ở 2 đầu thanh gọi là cực (hình 1).
Mỗi nam châm đều có 2 hoặc nhiều cực. Các cực của nam châm bị hút bởi các lực
từ của Trái đất và do đó được gọi là các cực Bắc (N) và Nam (S).
8.1.3. Từ thông và thông lượng từ
Các đường cong “hạt sắt” trên tờ giấy đặt sát vào một nam châm cho hình ảnh về
các đường từ thông (đường sức) như hình 2. Các đường sức tạo nên từ trường. Toàn
bộ các đường sức gọi là thông lượng từ.
Hình 2: Nam châm thẳng với các đường từ thông
Hình 2: Nam châm thẳng với các đường từ thông
Đơn vị của thông lượng từ là Maxwell hoặc Weber. 1 Maxwell = một đường sức,
1 Weber = 10
8
Maxwell.
Những tính chất liên quan đến đường từ thông:
+ Chúng tạo nên đường vòng tròn liên tục, không gấp khúc và luôn khép kín
+ Chúng không bao giờ cắt nhau
7
Hình 1: Nam châm thẳng với các cực bắc (N) và nam (S)
Đường sức từ
Nam châm
a) b)
+ Chúng là đại lượng có hướng: các đường từ thông xuất phát từ cực Bắc, đi vào
không khí rồi vào cực Nam và qua cực Nam lại trở về cực Bắc.
+ Mật độ của chúng giảm dần khi khoảng cách tăng.
+ Chúng có khuynh hướng bị lệch và đi qua các vật liệu từ và trong quá trình đó
chúng làm các vật liệu bị từ hoá (hình 3).
Nếu một nam châm bị bẻ gẫy thành nhiều mảnh thì mỗi mảnh gẫy lại trở thành
một nam châm hoàn chỉnh. Các cực khác tên thì hút nhau, cùng tên thì đẩy nhau (hình
4).
Hình 4: Mỗi mảnh gẫy của một nam châm lại trở thành một nam châm hoàn chỉnh (a)
và tương tác giữa các cực (b)
Mật độ từ thông bằng số đường sức trong một đơn vị diện tích vuông góc với
hướng đường sức.
Đơn vị là Gauss (G) hoặc Tesla (T):
1G = 1maxwell/1cm
2
= 1 đường từ thông/1cm
2
1tesla = 1weber/1m
2
= 10
4
G
8.1.4. Các loại vật liệu từ và cách chế tạo nam châm vĩnh cửu
a. Các loại vật liệu từ
Đại lượng dùng để chỉ mức độ dễ bị nhiễm từ gọi là từ thẩm (µ). Từ tính chất từ
thẩm có thể chia vật liệu thành: vật liệu nghịch từ, vật liệu thuận từ, vật liệu sắt từ.
Vật liệu nghịch từ (Hg, Au, Bi, Zn): có hệ số từ thẩm nhỏ hơn của chân không
một ít (µ của chân không, trong hệ Gauss, µ = 1). Khi vật bị nhiễm từ, từ trường có h-
ướng ngược với từ trường ngoài.
Vật liệu thuận từ (Al, Pt, Cu, gỗ) có hệ số từ thẩm lớn hơn của chân không một ít.
Nếu đặt trong từ trường mạnh, vật bị nhiễm từ nhẹ và có hướng trùng với hướng của
từ trường ngoài. khi vật nhấc ra khỏi từ trờng ngoài từ tính bị mất ngay.
Vật liệu sắt từ (Fe, Co, Ni, thép): có hệ số từ thẩm lớn hơn 1 rất nhiều. Khi đặt vật
trong từ trường ngoài, vật bị nhiễm từ mạnh, khi rời khỏi từ trường ngoài, từ tính của
vật vẫn được lưu.
b. Cách chế tạo nam châm vĩnh cửu
8
Hình 3: Các đường từ thông ở trong và xung quanh
thanh nam châm và bulông sắt từ
S
a)
b)
N
S
S
S
Các hợp kim đặc biệt được xử lý nhiệt trong một từ trường ngoài mạnh sẽ trở
thành nam châm vĩnh cửu. Trong kỹ thuật kiểm tra hạt từ, nam châm vĩnh cửu dùng
để từ hoá vật kiểm tra trong một số trường hợp hạn chế.
Một số hợp kim thường dùng để làm nam châm vĩnh cửu là hợp kim nhôm, niken
và coban (alnico), hợp kim đồng, niken và sắt (cunife).
8.1.5. Các loại từ trường
a. Từ trường vòng
Loại nam châm có hình móng ngựa (hình 5a). Các vật liệu sắt từ chỉ bị hút và giữ
ở các đầu hoặc giữa các cực của nam châm. Nếu uốn để các đầu của nam châm lại
gần nhau hơn (hình 5b), các đường từ thông gần nhau và dầy đặc hơn. Vùng mà ở đó
các đường từ thông rời khỏi một cực, đi vào không khí và sau đó trở lại cực kia của
nam châm được gọi là trường rò hay trường từ thông rò. Khi các đầu của nam châm
cùng gập lại để tạo thành hình nhẫn (hình 5c), nam châm không còn hút các chất sắt
từ nữa. Khi đó nam châm được gọi là nam châm vòng hay bị từ hoá vòng. Nếu có
một vết nứt cắt ngang các đường từ thông trong một vật bị từ hoá vòng, cực Bắc và
cực Nam xuất hiện ngay lập tức ở mỗi đầu của gián đoạn này. Lúc đó xuất hiện
trường rò có khả năng hút các hạt từ tạo nên các chỉ thị từ (hình 5d).
Hình 5: Từ trường trong các dạng:
a) Nam châm móng ngựa. c) Nam châm vòng khép kín.
b) Nam châm vòng với khoảng không. d) Hạt từ bị dính vào vết nứt trong vật nhiễm từ vòng.
b. Từ trường dọc
Trong một nam châm thẳng, các đường từ thông chạy dọc trong nam châm, ra
không khí rồi trở lại cực. Các vật liệu sắt từ chỉ bị hút ở các cực của nam châm. Ta
nói nam châm có từ trường dọc hay là vật bị từ hóa dọc (hình 6a). Nếu các đường từ
thông bị gián đoạn bởi một khuyết tật nào đó, các cực phụ sẽ được hình thành trên
mỗi đầu của khuyết tật (hình 6b). Các cực thứ cấp đó và trường rò đi kèm có thể hút
các hạt sắt từ (hình 6c).
a) b) c)
Hình 6: Từ trường dọc
a) Nam châm thẳng với các cực bắc và nam.
b) Nam châm thẳng có khe hở và trường dò tương ứng.
c) Vết nứt trong vật từ hoá thẳng tạo nên các cực hút và giữ hạt từ.
9
Hạt từ
Hạt từ
(a)
(b)
(c)
(d)
c. Độ lớn của trường rò:
Độ lớn của trường dò phụ thuộc vào mật độ từ thông, độ sâu của gián đoạn,
chiều rộng của khe hở không khí giữa các cực và sự định hướng của các gián đoạn
(hình 7). Trường rò là mạnh nhất khi các khuyết tật có trục vuông góc với các đường
từ thông. Trường rò sẽ giảm dần và bị triệt tiêu hoàn toàn khi khuyết tật nằm song
song với các đường từ thông.
d. Sự tạo thành chỉ thị từ
Khi phun hạt sắt từ vào từ trường, chúng sẽ bị hút bởi các cực. Các hạt từ tập trung
mạnh vào các vùng từ rò tạo nên các chỉ thị từ nhìn thấy bằng mắt thường dưới điều
kiện chiếu sáng thích hợp.
8.1.6. Cảm ứng điện từ
Năm 1820 Oersted phát hiện thấy rằng khi đặt các kim nam châm gần sợi dây dẫn
có dòng điện chạy qua, kim nam châm bị lệch hướng và có hướng vuông góc với sợi
dây dẫn (hình 8).
Sau đó, năm 1834 Faraday phát hiện thấy xuất hiện một dòng điện trong dây dẫn
khi vòng dây đứng yên trong một từ trường thay đổi, chyển động cắt từ trường hoặc
cả vòng dây chuyển động và từ trường thay đổi. Như vậy từ và điện có quan hệ tương
hỗ nhau.
a. Nam châm điện
Từ trường xuất hiện xung quanh dây dẫn khi có dòng điện chạy qua. Nếu vật sắt
từ đặt trong từ trường này, vật sẽ bị nhiễm từ. Sự từ hoá được thực hiện bởi sự cảm
ứng từ. Hiệu ứng của từ trường xung quanh dây dẫn có dòng điện chạy qua có thể
tăng đáng kể nếu đoạn dây được cuộn thành vòng tròn. Từ trường trong mỗi vòng sẽ
cộng lại biến cuộn dây thành một nam châm có các cực ở mỗi đầu, giống như một
nam châm thẳng.(hình 9)
10
a)
b)
Dòng điện
Dòng điện
Từ trường
Hình 7: Ảnh hưởng của độ sâu (a) và sự định hướng của khuyết tật lên trường rò (b).
a)
i
b)
Hình 8: Thí nghiệm của Oersted.
Hình 9: Sự tạo thành từ trường dọc trong lòng cuộn cảm.
Sử dụng quy tắc bàn tay phải để xác định hướng của từ trường (hình 10).
Nếu đưa một thanh sắt non vào trong lòng cuộn cảm và cho dòng điện chạy qua
cuộn dây, thanh sắt sẽ bị nhiễm từ mạnh (hình 11).
Khi dòng điện bị ngắt, cuộn cảm và lõi sắt bị mất từ tính. Cường độ của từ trường
phụ thuộc chủ yếu vào cường độ dòng điện, số vòng của cuộn cảm và bản chất của lõi
sắt (hệ số từ thẩm).
Cường độ từ trường H xuất hiện dọc bên trong cuộn dây khi dòng điện I chạy qua
được biểu diễn bởi công thức:
H=It/L
trong đó t: số vòng của cuộn dây.
L: Chiều dài của đoạn ống có cuộn dây dẫn.
Mật độ từ thông B xuất hiện trong lõi sắt có độ từ thẩm µ được tính theo công
thức:
B=µH=µIt/L
trong đó I: dòng điện từ hoá
t: số vòng của cuộn cảm.
b. Tính chất của các vật liệu từ. Vòng từ trễ
Hầu hết các tính chất của một vật liệu từ đều được miêu tả bởi đặc trưng của vòng
từ trễ. Vòng từ trễ có thể thu nhận được bằng cách đặt một thanh từ trong cuộn cảm
có dòng xoay chiều đi qua. Đo cường độ từ trường H sau mỗi lần tăng cường độ vòng
và đo mật độ từ thông B trong vật liệu. Sau đó biểu diễn sự phụ thuộc của B vào H, ta
sẽ thu được đường cong từ trễ( hình 12).
11
Dòng điện (ra)
Dòng điện (vào)
Hình11: Vật kiểm tra chứa từ trường dọc tạo bởi cuộn cảm
Hình 12: Vòng từ trễ của vật liệu sắt từ: vòng OA (ngắt quãng) ứng với vật liệu từ nguyên
thuỷ (chưa bị từ hoá trước đó)
Hình 10: Quy tắc bàn tay phải
chỉ ra hướng đi của
thông lượng từ dựa
trên hướng của dòng điện.
dòng điện
Đường sức từ
Ta thấy B và H có quan hệ của không tuyến tính. Bắt đầu từ điểm O (H=0, B=0)
và tăng dần H với một lượng nhỏ, B lúc đầu tăng rất nhanh, sau đó chậm dần đến
điểm A. Ở đây vật trở thành bão hoà từ. Qua điểm bão hoà, tăng cường độ từ trường
không làm tăng mật độ từ thông bên trong vật liệu. Giảm dần H về không ta thu được
đường AB. Ta thấy khi H=0 (I=0), thì B≠0. Đoạn OB được gọi là từ dư của vật liệu.
Đổi chiều dòng điện và tiếp tục tăng dòng ta thu được đoạn BC. OC đặc trưng cho
sức kháng từ của vật liệu và được gọi là độ kháng từ. Tiếp tục tăng H ta thu được DC.
Tại D mật độ từ thông lại bão hoà. Tiếp tục giảm H, ta thu được đoạn DE, sau đó đổi
chiều dòng điện và tăng dần, ta thu được đoạn EF và FA. Từ thẩm là một trong các
tính chất quan trọng nhất của vật liệu từ và được ký hiệu là µ.
Các vật liệu sắt non ( thép có thành phần cacbon thấp ) có µ lớn, từ dư nhỏ, hệ số
kháng từ thấp đường cong từ trễ hẹp. Các vật liệu sắt non có từ thẩm nhỏ, hệ số kháng
từ cao, đường cong từ trễ rộng (hình 13).
8.2. Các phương pháp từ hoá
8.2.1. Từ hoá bằng dòng điện
Dùng dòng điện tạo nên các từ trường xung quanh và trong các vật liệu dẫn điện.
Ta có thể thay đổi các hướng của từ trường cảm ứng bằng cách điều khiển hướng của
dòng điện từ hoá.
Trong phương pháp kiểm tra bột từ, ta cần chọn hướng và cường độ của dòng
điện sao cho các đường từ thông tạo thành có hướng và mật độ thích hợp trên các
vùng cần kiểm tra. Khi hướng của đường sức vuông góc với trục chính của khuyết tật
sẽ cho độ nhạy cao nhất. Để phát hiện hết các khuyết tật với các hướng khác nhau cần
từ hoá theo nhiều hướng. Thực tế chỉ cần từ hóa hai lần là đủ. Trong lần từ hóa thứ
hai, ta sử dụng trường từ hoá vuông góc với trường lần đầu (trừ phép kiểm tra mức
cao).
8.2.1.1. Từ hoá vòng
Dòng điện chạy qua vật dẫn thẳng tạo nên từ trường vòng xung quanh và trong
vật dẫn (hình 14).
12
a)
b)
Từ dư Từ dư
Mật độ dòng
Mật độ dòng
Hình 13: Vòng từ trễ với thép cứng (a) và thép non (b)
Dòng điện từ hoá
Vật liệu kiểm
Dòng điện từ hoá
Từ trường
Vật kiểm
Từ trường
Hình 14: Từ trường vòng xung quanh dây dẫn có dòng điện chạy qua
Đối tượng kiểm tra từ hoá theo phương pháp này được gọi là từ hoá vòng hay có
từ trường vòng. Phương pháp này thích hợp nhất để phát hiện các khuyết tật nằm
song song với trục của vật kiểm tra. Phương pháp này tạo nên các từ trường mạnh
nhất và có độ nhậy cao nhất đối với các khuyết tật nằm trên hoặc gần bề mặt.
8.2.1.2. Từ hoá trực tiếp và từ hoá gián tiếp
Khi dòng điện dùng để từ hoá chạy trực tiếp qua vật kiểm tra (hình 15), gọi là từ
hoá trực tiếp. Phương pháp này thường áp dụng đối với các vật dẫn đặc.Việc xác định
độ lớn của dòng thích hợp cho phép kiểm tra là cần thiết vì dòng quá cao có thể làm
nóng chảy vật kiểm tra hoặc làm cho hạt từ tích tụ quá dày đặc tạo nên nền phông quá
cao và ngược lại dòng quá yếu có thể sẽ không tạo nên được từ trường dò đủ mạnh để
có thể hút các sắt từ. Để xác định được cường độ dòng thích hợp cần dùng các mẫu
chuẩn có các khuyết tật cho trước, hoặc áp dụng quy tắc đơn giản sau: 800-1000 A
cho mỗi inch (25mm) đường kính hay chiều dày của vật.
Đối với đối tượng kiểm tra là đường ống hoặc vật rỗng, mặt trong của vật cũng có
vai trò quan trọng như mặt ngoài. Nếu từ hóa trực tiếp, ta sẽ không có khả năng phát
hiện các khuyết tật nằm phía mặt trong của đối tượng do hiệu ứng vỏ của dòng điện.
Ta có thể từ hoá vật rỗng hoặc đường ống bằng cách luồn một thanh dẫn điện vào
trong đường ống và cho dòng điện chạy qua thanh (hình 16). Phương pháp này gọi là
từ hoá gián tiếp. Nếu không có thanh dẫn, ta có thể dùng chính dây dẫn luồn qua vật.
Có thể gấp dây dẫn nhiều lần để tăng hiệu ứng từ hoá. Quy tắc 800-1000 A cho mỗi
inch (25mm) đường kính hay chiều dày của vật cũng được áp dụng cho phương pháp
từ hoá này.
Chú ý: trường hợp đường ống dài, không được dùng thanh không có vỏ bọc để
tránh nguy cơ đánh lửa.
Hình 16: Từ hoá gián tiếp bằng cách cho dòng điện chạy qua thanh dẫn luồn bên trong vật rỗng
13
Từ trường
Dòng điện
Hình 15: Từ hoá trực tiếp bằng cách cho dòng điện chạy trực tiếp qua vật
Dòng điện Từ trường
Từ trường
Vết nứt
Vết nứt
Dòng điện
Dây dãn
8.2.1.3. Từ hoá dùng thanh ấn (Prod)
Đối với các vật lớn, ta rất khó có thể từ hoá toàn bộ vật kiểm tra chỉ bằng một lần
từ hoá. Ta thường từ hoá từng vùng của vật bằng cách cho dòng điện chạy qua các
vùng và tiết diện nhờ một công cụ gọi là Prod (hình 17).
Bằng cách này ta tạo được từ trường vòng ở vùng nằm giữa các điểm tiếp xúc.
Các thanh ấn thường được làm bằng đồng được ấn chặt trên bề mặt vật cần kiểm tra,
giữ chặt trong quá trình cho dòng điện chạy qua. Các đầu Prod (thường được bọc
nhôm để giảm khả năng đánh lửa) và vùng tiếp xúc cần phải giữ đủ sạch đảm bảo cho
dòng lớn chạy qua mà không gây đánh lửa hay nóng chảy. Cũng vì lý do tránh đánh
lửa chỉ dùng dòng điện trong khoảng 2-16V.
Trong quy trình kiểm tra, thông thường mỗi vùng được từ hoá 2 lần. Trong lần từ
hóa thứ hai, ta đặt các Prod vuông góc với bước thứ nhất. Để tránh đánh lửa, đòi hỏi
máy phải có cơ cấu tắt và bật dòng điện thuận tiện trong khi Prod tiếp xúc với vật
kiểm tra. Dùng dòng AC hạn chế kỹ thuật vào các khuyết tật bề mặt (do hiệu ứng vỏ).
Dùng dòng chỉnh lưu một nửa vừa tạo được khả năng phát hiện các khuyết tật nằm
dưới bề mặt, vừa tạo được độ linh động cao của các hạt từ do tác dụng xung của dòng
chỉnh lưu một nửa. Kỹ thuật Prod thường dùng với hạt từ khô nhằm tăng khả năng
linh động của các hạt từ khô và độ đâm xuyên tốt hơn. Nhưng nguy hiểm vì điện giật
và có nguy cơ bị hoả hoạn. Tuy nhiên, phương pháp này cho độ nhậy cao hơn so với
dùng phương pháp hạt từ ướt. Cường độ từ trường tỷ lệ thuận với dòng điện và thay
đổi theo khoảng cách giữa 2 prod và chiều dày của đối tượng ở vùng kiểm tra.
Để xác định được cường độ dòng thích hợp, nên dùng mẫu chuẩn có các khuyết
tật cho trước hoặc có thể áp dụng quy tắc dòng từ hoá vào cỡ 90-110A cho mỗi
khoảng cách 25mm giữa hai cực với vật có chiều dày < 75mm hoặc dòng từ hóa cỡ
100- 125A cho mỗi khoảng cách 25mm giữa hai cực với vật có chiều dài ≥ 75mm.
Không nên đặt khoảng cách giữa 2 prod < 50mm, vì khi đó các hạt từ sẽ có khuynh
hướng bám vào hai cực của Prod, khiến quá trình kiểm tra khó khăn.
8.2.2. Từ hoá dọc
8.2.2.1. Từ hoá bằng cuộn cảm
Nếu đặt một vật sắt từ vào bên trong cuộn cảm, phần lớn các đường từ thông sẽ
tập chung vào vật và gây nên sự từ hoá dọc đối với vật (Hình 18).
14
Dòng điện
Từ trường
Dòng điện
Bề mặt
kiểm tra
Hình 17: Prod và trường từ thông
Trong thực tế có hai cách từ hoá dọc hay dùng là cho vật từ từ chạy qua cuộn cảm, để
phát hiện khuyết tật dọc trong vật dẫn hoặc nếu vật quá lớn có thể dùng một vài vòng
cáp cuốn quanh vật. Để có được cường độ từ trường đủ lớn ta có thể áp dụng công
thức :
It=45000/(L/D)
Trong đó: L là chiều dài
D là đường kính hay chiều rộng của vật kiểm tra
I là cường độ dòng cần thiết
t là số vòng dây của cuộn cảm
Với điều kiện:
Tỷ số L/D nằm trong khoảng từ 2 ÷15
Tiết diện của vật phải < 1/10 của cuộn cảm
Vật đặt sát thành bên trong của cuộn cảm
8.2.2.2. Từ hoá bằng nam châm chữ U (YOKE - Gông từ)
Từ trường được tạo bởi nam châm điện có hình chữ U khi cho dòng điện chạy qua
và từ hoá vùng kiểm tra của vật (hình 19).
Dòng điện dùng tạo từ trường có thể là dòng xoay chiều hoặc dòng điện chỉnh lưu
một chiều. Ở nhiều thiết bị hiện đại thường có cả hai chế độ làm việc và có thể thay
đổi chế độ nhờ một công tắc chuyển mạch.
Các nam châm chữ U thường gồm các khớp nối có thể điều chỉnh độ mở phù hợp
với các yêu cầu kiểm tra các đối tượng có hình dạng khác nhau. Ưu điểm của phương
pháp này so với dùng dòng điện trực tiếp hoặc prod là không bị đánh lửa, thiết bị nhẹ,
dễ sử dụng và rất linh hoạt
15
Cuộn dây
Dòng điện
Dòng điện
Vật kiểm tra
Lõi
Cuộn dây
Vết
Hình 18: Từ hoá dọc vật sắt từ bắng cuộn cảm và chỉ thị từ của vết nứt
Cuộn dây
Vết nứt
Vùng tạo từ
Từ thông
b)a)
Hình 19: Cấu tạo và trường từ thông của nam châm chữ U
Để kiểm tra các đối tượng có hình dạng phức tạp hoặc tăng khả năng tiếp xúc giữa
các đầu Yoke và các vật kiểm tra, ta có thể dùng thêm các khối sắt từ phụ trợ có các
hình dạng thích hợp (hình 20).
8.2.2.3. Phân bố của từ trường trong các vật dẫn
Từ trường bên trong và xung quanh vật dẫn biến đổi theo loại vật liệu, kích thước
và hình dạng của vật dẫn. Để lựa chọn phương pháp từ hoá thích hợp, điều quan trọng
là phải biết phân bố và độ lớn của từ trường trong vật kiểm tra và xung quanh vật dẫn,
đặc biệt là trong các phép kiểm tra đối với đường ống, mép bích hay các vành
khung.v.v.
Phân bố của từ trường đối với một số trường hợp gặp trong kỹ thuật kiểm tra hạt
từ được giới thiệu trong các hình sau:
16
Hình 20: Sử dụng các khối khối sắt từ phụ trợ để tăng điện tích tiếp xúc từ
a) Phân bố của từ trường trong
và xung quanh dây dẫn phi sắt
từ đặc khi có dòng điện một
chiều chạy qua
b) Phân bố của từ trường trong
và xung quanh dây dẫn phi sắt
từ rỗng khi có dòng điện một
chiều chạy qua
c) Phân bố của từ trường trong
và xung quanh dây dẫn sắt từ
đặc khi có dòng điện một chiều
chạy qua
d) Phân bố của từ trường trong
và xung quanh dây dẫn sắt từ
rỗng khi có dòng điện một chiều
chạy qua
8.2.2.4. Các thông số điều khiển quá trình từ hoá
Các thông số quan trọng cần quan tâm khi lựa chọn phương pháp từ hoá gồm:
+ Loại hợp kim, hình dạng và trạng thái của đối tượng kiểm tra
+ Loại dòng điện kiểm tra
+ Hướng của từ trường
+ Các bước thực hiện
+ Trị số của từ thông
+ Công suất làm việc
+ Loại khuyết tật cần phát hiện.
8.2.2.5. Ảnh hưởng của tính chất vật liệu
Thành phần hợp kim, quá trình xử lý nhiệt và các điều kiện xử lý khác quyết định
độ từ thẩm của vật. Cần phải quan tâm đến các đặc trưng này khi chọn các bước kiểm
tra, độ lớn của mật độ từ thông hay cường độ từ trường. Các thông số này quyết định
đến phương pháp từ hoá.
Kích thước và hình dáng của vật kiểm cũng quyết định phương pháp từ hoá.
Điều kiện bề mặt của đối tượng ảnh hưởng đến sự lựa chọn loại hạt từ và phương
pháp từ hoá. Các lớp phủ bề mặt như lớp sơn, vecni là các chất dẫn nhiệt kém và ảnh
hưởng đến phép kiểm tra, vì hầu như rất khó cho dòng điện chạy qua các lớp đó.
Chiều dày của lớp phủ, lớp mạ cũng là mối quan tâm khi tiến hành kiểm tra.
17
e) Phân bố của từ trường trong
và xung quanh ống sắt từ đặc
khi có dòng điện một chiều chạy
qua thanh dẫn luồn trong ống
f) Phân bố của từ trường trong
và xung quanh ống phi sắt từ
rỗng khi có dòng điện một chiều
chạy qua thanh dẫn luồn trong
g) Phân bố của từ trường trong
và xung quanh ống phi sắt từ
khi có dòng điện một chiều chạy
qua thanh dẫn luồn trong ống
8.2.2.6. Ảnh hưởng của loại dòng điện dùng để từ hoá
Các loại dòng điện có thể dùng để từ hoá như dòng điện xoay chiều (AC), dòng
điện một chiều (DC), dòng điện chỉnh lưu một nửa (HWDC), dòng điện chỉnh lưu
toàn phần (FWDC), dòng điện 3 pha (hình 22).
Dòng điện một chiều nhận từ acquy đã từng được coi là nguồn điện tốt nhất cho
từ hoá vì dòng một chiều có khả năng xuyên sâu vào vật liệu hơn dòng xoay chiều.
Nhưng vì thời gian sử dụng hạn chế và tốn kém trong quá trình bảo dưỡng, nên
phương pháp dùng dòng điện một chiều ngày nay ít được dùng và chỉ được sử dụng
trong một số ứng dụng đặc biệt.
FWDC một pha và 3 pha dùng bộ chỉnh lưu điôt silic hoặc tiristơ silic. FWDC
một pha có ưu điểm là tăng độ linh động của các hạt từ hơn. Còn FWDC 3 pha đòi
hỏi công suất tiêu thụ thấp hơn cho cùng một mật độ dòng.
HWDC là dòng điện hiệu dụng nhất để xác định các khuyết tật gần và trên bề mặt
khi dùng với hạt từ khô. HWDC tạo nên các xung mạnh tới các hạt từ, tăng độ linh
động của chúng do đó giúp tạo nên các chỉ thị từ của các khuyết tật dễ dàng và đồng
thời cản trở quá trình tạo nên các chỉ thị giả.
AC là nguồn điện lưới, thuận tiện và hữu hiệu nhất cho việc phát hiện các khuyết
tật trên bề mặt, đặc biệt là các khuyết tật mỏi. Ưu điểm khác của kỹ thuật kiểm tra
dùng dòng điện xoay chiều là đối tượng sau đó sẽ bị khử từ.
8.3. Thiết bị kiểm tra hạt từ
Nói chung thiết bị dùng trong kỹ thuật kiểm tra hạt từ là khá đơn giản. Ảnh hưởng
của thiết bị lên kết quả kiểm tra phụ thuộc chủ yếu vào cường độ và loại dòng điện
mà thiết bị tạo ra. Còn nồng độ, thể loại, kích thước và màu sắc của hạt từ quyết định
phương pháp tiến hành phép kiểm tra. Do đó, để có thể lựa chọn được các thiết bị và
18
Hình 22: Một số dòng điện thường dùng để từ hoá
a)
b)
c)
d)
Bước sóng
e)
phương pháp kiểm tra thích hợp cho mỗi nhiệm vụ cụ thể, cần phải nắm được các tính
năng hoạt động của từng loại thiết bị, các đặc trưng và cách sử dụng các loại hạt từ.
Thiết bị tạo nên từ trường có thể chia làm hai loại:
+ Thiết bị dựa trên các từ trường tạo bởi dòng điện
+ Thiết bị sử dụng các nam châm vĩnh cửu
8.3.1. Thiết bị từ hoá
8.3.1.1. Loại di động và loại cầm tay
Nhiều công việc đòi hỏi thiết bị phải được đưa đến tận nơi đối tượng cần kiểm tra.
Các thiết bị đáp ứng được yêu cầu này có khả năng tạo được dòng điện 1000A, loại
xách tay và loại để trên xe di động 6000A. Các thiết bị cầm tay hay di động hoạt động
bởi nguồn điện lưới và cung cấp dùng AC và DC cho prod, cuộn cảm và thanh dẫn
hay có thể dùng với loại hạt từ ướt và khô. Thiết bị còn có khả năng cung cấp dòng
giảm dần và đổi cực để khử từ các vật sau khi kiểm tra (hình 23).
Hình 23: Thiết bị kiểm tra hạt từ di động
8.3.1.2. Các thiết bị cố định
Các thiết bị này phù hợp khi ta đưa vật kiểm tra đến sẽ đem lại nhiều thuận tiện về
vấn đề kinh tế và được thiết kế phù hợp với từng công việc có công suất lớn hay nhỏ,
hoặc vật kiểm tra lớn hay nhỏ. Thiết bị này thường dùng với các kỹ thuật kiểm tra hạt
từ ướt huỳnh quang ở đó hạt từ và chất mang có thể tái tạo và tái sử dụng. Thiết bị có
thể cung cấp cả dòng AC hoặc DC hoặc cả hai, có thể tiến hành kiểm tra tự động hoặc
bán tự động (hình 24).
19
Hình 24: Thiết bị từ hoá cố định điển hình
cè ®Þnh ®iÓn h×nh
8.3.1.3. YOKE (Gông từ)
Là thiết bị tạo trường điện từ đơn giản nhất. Về cơ bản, thiết bị bao gồm một lõi
sắt non hình chữ U và dây dẫn uốn quanh phần giữa của lõi (hình 25).
Hình 25:Yoke chân có khớp nối linh động
Vì hệ số từ thẩm của sắt non rất lớn, nên khi cho dòng điện chạy qua cuộn dây, sẽ
suất hiện một từ trường dọc rất mạnh. Số vòng của cuộn và cường độ dòng điện quyết
định cường độ từ trường tạo thành. Phần lớn các Yoke được thiết kế cho dòng điện
lưới AC 110V hay 220V, một số có thể làm việc với acquy. Các Yoke hiện đại
có thể làm việc ở cả chế độ AC và DC với dòng có thể hiệu chỉnh.
Yoke có nhiều loại kích thước với khoảng cách trung bình giữa hai chân chữ U
khoảng 200mm. Các model với các chân gồm các đoạn nối với nhau bằng các khớp
có thể điều chỉnh thuận tiện cho các phép kiểm tra các vật có hình dạng thay đổi.
Trong kiểm tra hạt từ, Yoke có ưu điểm nhỏ, nhẹ, có thể sử dụng trong các khu
vực hẹp, hoạt động bằng acquy và không gây đánh lửa hoặc nóng chảy vật kiểm tra
như trong trường hợp dùng prod hay thanh dẫn có dòng điện chạy qua. Bên cạnh đó
nó cũng có một số hạn chế như quá nóng khi dùng liên tục và cần phải có thêm các
khối sắt chuẩn riêng để kiểm tra tính năng của thiết bị. Tính năng của Yoke được
đánh giá qua khả năng nâng các khối mẫu chuẩn có trọng lượng xác định. Theo
ASME (ASME Boiler and Pressure Vessel Code) thì Yoke phải nâng được trọng
lượng tương ứng là 4,5kg hoặc 18,5kg khi sử dụng dòng điện AC hoặc DC. Nếu các
chân của Yoke có thể điều chỉnh độ mở thì khi chuẩn sẽ chuẩn đối với các khoảng
cách dùng thực tế. Các bước tiến hành từ hoá trong kiểm tra mối hàn được giới thiệu
trong hình 26.
20
Hình 26: Các bước tiến hành từ hoá dùng Yoke trong kiểm tra vật đúc
Từ thông
Vết nứt
8.3.1.4. Nam châm vĩnh cửu
Một số loại nam châm vĩnh cửu cũng được dùng để từ hoá trong một vài trường
hợp hạn chế (hình 27).
Ưu nhược điểm của việc từ hoá bằng nam châm vĩnh cửu là: thiết bị gọn nhẹ,
không cần dòng điện, không gây nóng chảy, đánh lửa cho vật kiểm tra. Từ trường quá
yếu, Các đầu nam châm dễ bị dính các hạt từ, cản trở quá trình kiểm tra. Vì vậy nam
châm chỉ dùng trong các trường hợp hiện trường không có điện lưới, hoặc khu vực dễ
gây hoả hoạn.
8.3.2. Nguồn sáng đen
Ánh sáng đen là sóng điện từ có bước sóng 320-400 nm ( trong vùng khả kiến và
tử ngoại). Nguồn sáng đen hay dùng nhất là đèn thuỷ ngân cao áp (hình 28).
Ánh sáng cực tím từ đèn được lọc qua kính lọc để loại các tia tử ngoại có hại,
bước sóng dưới 300nm và ánh sáng khả kiến. Kính lọc có mầu đỏ tía được đặt ngay
trước đèn thuỷ ngân.
Cường độ ánh sáng đen cần được kiểm tra định kỳ vì:
+ Các bóng đèn mới có thể thay đổi công suất đến 50%
+ Công suất đèn rất nhạy với điện áp sử dụng
+ Hiệu suất của đèn thay đổi mạnh theo thời gian
+ Bụi và bẩn làm giảm cường độ
Cách sử dụng:
+ Đèn cần từ 3-5 phút sau khi khởi động để đạt được cường độ sáng cực đại.
21
Nam châm
Trường từ
Hình 27: Nam châm vĩnh cửu và trường từ thông
Ác quy
Chụp
Kính lọc
Bóng đèn
Hình 28: Cấu tạo bóng đèn thuỷ ngân cao áp (a) và nguồn sáng đen (b).
+ Điện áp giảm 10% có thể làm đèn tắt. Ngược lại điện áp tăng trên 10% hoặc
bật tắt công tắc đèn nhiều sẽ làm giảm tuổi thọ của đèn. Tuổi thọ trung bình của bóng
đèn cỡ 1000 giờ.
+ Cần phải chuẩn lại đèn thường xuyên và chú ý an toàn khi sử dụng nguồn
sáng tử ngoại.
+ Khi kiểm tra các chỉ thị từ, phải dùng buồng tối có độ sáng thích hợp
+ Phải chờ ít nhất 5 phút cho mắt quen với bóng tối.
8.4. Hạt từ và các tính chất
8.4.1. Hạt từ khô
a. Các tính chất từ
Hạt từ là các hạt sắt từ nhỏ, mịn được bọc bằng các chất nhuộm màu. Người ta
chọn vật liệu sắt từ có tính chất phù hợp với các quy trình kiểm tra hạt từ sau:
+ Phải có chỉ số kháng từ nhỏ.
+ Phải có chỉ số lưu từ nhỏ vì nếu hệ số này lớn, các hạt từ dính vào nhau và
chúng bám vào bề mặt, gây nhiễu chỉ thị của khuyết tật.
+ Hệ số từ thẩm cao: Hệ số từ thẩm cao làm tăng độ nhạy.
+ Nồng độ các hạt từ trên chất màu hợp lý: Nồng độ hạt từ ảnh hưởng độ nhạy.
b. Kích thước và hình dạng
Ở mức độ nào đó, kích thước và hình dạng còn quan trọng hơn cả hệ số từ thẩm
trong việc tăng độ nhạy và tính dễ sử dụng của hạt từ. Các hạt nhỏ (kích thước cỡ
50µm) có độ nhạy cao hơn các hạt lớn (150µm). Các hạt lớn sẽ quá nặng với trường
dò yếu. Còn hạt nhỏ quá không tốt vì chúng gây phông lớn, môi trường thử quá bụi.
Các hạt từ dài dễ bị hút nhưng lại dễ vón vào nhau tạo thành các cục rất khó dùng.
Các hạt tròn dễ làm, dễ phun nhưng khó bám vào khuyết tật. Do đó, để có độ nhạy
cao thường có hai dạng với tỷ lệ thích hợp, kích thước giới hạn hạt từ khoảng 180µm.
c. Màu sắc và độ tương phản
Hạt từ khô có 3 loại: loại khả kiến, loại huỳnh quang, loại huỳnh quang dưới ánh
sáng ban ngày. Loại khả kiến có 5 màu thông dụng là xám, đỏ, vàng, xanh và ánh
kim. Các loại hạt huỳnh quang ít dùng trong phương pháp hạt khô, chỉ dùng khi cần
có độ tương phản cao.
d. Cách sử dụng hạt từ khô
Phải phun nhẹ, đều trong khi từ hoá vật, đồng thời dùng quả bóp thu lại hoặc thổi
đi các hạt từ tại các vị trí không có khuyết tật. Không nên sử dụng lại hạt từ đã dùng
22
rồi. Cần bảo đảm hạt từ ở nơi khô ráo vì độ ẩm làm tăng khả năng oxy hoá và đổi
màu. Trên 350
o
C, một số hạt từ trở thành dính bết, đổi màu và dễ cháy.
8.4.2. Hạt từ ướt
a. Các tính chất
Hạt từ dùng trong phương pháp ướt có kích thước >25µm bị coi là thô. Hạt thô có
hạn chế không phát hiện được các vết nứt tinh và độ lắng đọng nhanh (trong vòng 5-
10 phút), khó giữ ở trạng thái lơ lửng. Do đó, các hạt từ dùng trong phương pháp hạt
từ có độ nhạy cao đều có kích thước vào cỡ 5-15µm với hình dạng có chỉ số chiều dài
/đường kính hạt là ~1 (hạt nhỏ và tròn). Hạt từ loại này có hệ số từ thẩm cao, độ lưu
từ thấp.
b. Màu sắc và độ tương phản
Hạt từ ướt thường dùng có hai loại khả kiến gồm các hạt nhỏ là sắt, ôxít sắt đen
hoặc ôxít sắt nâu và huỳnh quang chứa thêm các hạt màu và chất kết dính. Khi dùng
hạt từ này được pha với một chất mang là nước và dầu. Thường dùng dầu hơn vì
không gây rỉ cho vật thử, nếu dùng nước có nguy cơ điện giật và một số hợp kim nếu
dùng nước có nguy cơ bị giòn do hydro. Nhưng cần lưu ý nhiệt độ của vật kiểm tra
phải thấp hơn nhiệt độ bốc cháy của dầu. Bản thân nước thuần khiết không thể là chất
mang vì chúng: Làm cho hạt sắt từ lắng nhanh, khó làm ướt bề mặt, không phân tán
đều các hạt sắt. Do đó nước phải kết hợp thêm với các chất điều hoà khác để đảm bảo
tăng cường làm ướt đều bề mặt và có pH<=10.
c. Phạm vi ứng dụng
Hạt từ ướt có thể dùng cho mọi phép thử đòi hỏi phát hiện các vết nứt tinh trên bề
mặt mà phương pháp thử khô không thích hợp. Hạt từ ướt có thể dùng cả với phương
pháp từ hoá liên tục và phương pháp từ dư.
8.5. Quy trình kiểm tra hạt từ
8.5.1. Chuẩn bị bề mặt kiểm tra
8.5.1.1. Tháo rời các bộ phận và làm sạch bề mặt trước khi kiểm tra
Tháo rời các bộ phận phép kiểm tra được chi tiết và đầy đủ hơn, tránh được các
chỉ thị giả ở các điểm tiếp xúc. Các chi tiết dễ tháo rời thì dễ thao tác hơn, và các yêu
cầu về kiểm tra dễ xác định hơn. Quy trình khử từ và vệ sinh sau khi kiểm tra cũng
đơn giản hơn.
Mục đích thủ tục vệ sinh trước khi kiểm tra là cải thiện các điều kiện bề mặt có thể
ảnh hưởng đến công việc kiểm tra hoặc đến khả năng phát hịên các khuyết tật tìm
23
kiếm. Quá trình vệ sinh phải loại bỏ được hết các vật lạ, vết bẩn hay xỉ hàn. Cần phải
lựa chọn các phương pháp hữu hiệu và không gây ảnh hưởng xấu đến vật kiểm.
8.5.1.2. Các phương pháp làm sạch
a. Tẩy hơi
Dùng hơi dung môi để tẩy sạch vết dầu, mỡ. Song không thể dùng để loại bỏ các
chất vô cơ như đất, rỉ, khoáng vật, các lớp sơn, vécni hay nhựa. Trong một số trường
hợp, hơi dung môi có ảnh hưởng xấu đến bề mặt của đối tượng.
b. Dùng các dung môi tẩy rửa
Dùng để tẩy các vết dầu, mỡ, nhờn. Chức năng của chúng tương tự như tẩy hơi,
nhưng hiệu ứng nhẹ hơn, có thể nhúng vật vào dung môi, hoặc dùng bàn chải lên vật.
c. Rửa siêu âm
Phương pháp này kết hợp các chất tẩy rửa với rung động cơ học gây bởi bộ phát
siêu âm. Có thể dùng với nước để rửa các vết bẩn vô cơ (như các sản phẩm rỉ) hoặc
với các dung môi để rửa các chất hữu cơ (dầu, vết sơn, vết bôi trơn).
d. Cơ học
Dùng bàn chải loại bỏ các rỉ sắt, các chất ăn mòn khác. Vì phương pháp này có
thể gây hư hại cho đối tượng và có thể làm che khuất các dị thường nhỏ, nên cần cân
nhắc trước khi sử dụng.
e. Loại bỏ lớp sơn
Lớp sơn, lớp mạ cần loại bỏ nếu sự hiện diện của chúng cản trở đến việc dẫn dòng
điện vào vật hoặc che lấp sự hình thành các khuyết tật nằm dưới chúng.
f. Tẩy kiềm
Phương pháp này dùng làm sạch các vết dầu mỡ. Có thể nhúng vật vào bể chứa
chất tẩy rửa, hay phun các chất tẩy lên bề mặt ở nhiệt độ phòng hay nhiệt độ cao.
8.5.2. Các phương pháp kiểm tra
Sự lựa chọn của phương pháp thử phụ thuộc vào các yếu tố như loại vật liệu và
dạng hình học của vật kiểm, loại và vị trí của khuyết tật, độ nhạy đòi hỏi, khả năng
tiếp cận đối tượng và khả năng kinh tế cho phép. Độ nhạy của phương pháp phụ thuộc
vào các thông số như đặc trưng của hạt từ, phương pháp từ hoá, độ lớn của từ thông,
cường độ ánh sáng cần quan sát, kỹ năng của các kỹ thuật viên.v.v.
Có hai phương pháp từ hoá: phương pháp liên tục và phương pháp từ dư. Phương
pháp liên tục, hạt từ được áp dụng vào bề mặt vật kiểm trong khi từ hoá. Phương pháp
này cho độ nhạy cao nhất và thường được áp dụng cho hầu hết phép kiểm tra. Trong
24
phương pháp từ dư, hạt từ được áp dụng lên bề mặt vật kiểm sau khi việc từ hoá kết
thúc. Phương pháp chỉ dùng hạn chế với các đối tượng có độ từ dư lớn.
8.5.3. Áp dụng hạt từ
Sự lựa chọn loại hạt từ thích hợp (hạt khô hay ướt) thường dựa vào tình trạng bề
mặt của vật và loại khuyết tật cần phát hiện.
Phương pháp hạt từ khô thường dùng cho các bề mặt thô. Chọn loại có màu sắc
tương phản cao nhất với bề mặt của vật. Để tăng độ tương phản có thể dùng sơn trắng
hoặc chất hiện dùng trong phương pháp thẩm. Việc lấy phần hạt từ dư trên bề mặt vật
kiểm được thực hiện bằng dòng không khí. Trong phương pháp hạt từ ướt, có độ nhạy
cao hơn đối với các khuyết tật bề mặt, nhưng kém nhạy hơn đối với các khuyết tật
nằm dưới bề mặt.
8.5.4. Phát hiện và đánh giá chỉ thị từ
8.5.4.1. Độ tương phản sáng
Độ tương phản sáng là sự khác biệt giữa lượng ánh sáng phản xạ từ vùng quan
tâm và vùng lân cận. Trong các hệ thống kiểm tra khả kiến, các chỉ thị thường là loại
có độ sáng thấp, còn nền phông có độ sáng cao. Tỷ lệ giữa hai độ sáng có thể lên đến
9:1. Trong các hệ thống huỳnh quang, các chỉ thị có độ sáng cao, phông không phát
quang sẽ có màu đen. Tỷ số giữa hai độ sáng có thể lên đến 200:1 hoặc cao hơn.
8.5.4.2. Độ tương phản màu
Độ tương phản mầu được định nghĩa là sự khác biệt giữa hai màu ở cùng một độ
sáng. Ánh sáng có màu xanh da trời có bước sóng từ 450nm-480nm, còn màu đỏ có
bước sóng từ 550nm-699nm. Nếu cả hai loại ánh sáng này cùng tồn tại, ánh sáng có
màu đỏ thẫm.
8.5.4.3. Xác định bản chất của một chỉ thị
Có 3 loại chỉ thị từ: chỉ thị quan trọng, chỉ thị không quan trọng và chỉ thị giả.
Chỉ thị quan trọng là chỉ thị liên quan đến các gián đoạn thực sự. Các chỉ thị không
quan trọng liên quan đến hình dạng của vật như các góc sắc cạnh, chốt của trục bánh
xe, chân đường ren, vết nứt từ.v.v.
Các chỉ thị giả là các chỉ thị không gây bởi các từ trường như vết bẩn, vân tay, vết
sước.v.v (hình 29)
25
Hình29: Một số loại chỉ thị giả
thường gặp
Một số chỉ thị quan trọng:
- Đường liên tục: Các chỉ thị này do các vết nứt, nếp gấp rập, vết xước gây nên. Vết
nứt thường thể hiện là các đường lởm chởm, còn giáp mí thể hiện là các đường nhẵn,
hẹp và thẳng, nếp gấp rập thì nhẵn, gợn sóng (hình 30-31).
- Các đường ngắt quãng: Các đường này thuộc về gián đoạn cùng loại với gián
đoạn nêu trên nhưng hình thành trong các điều kiện khác nhau. Các vết nứt tinh
cũng gây nên các chỉ thị dạng này (Hình 32).
- Các chỉ thị tròn: Các chỉ thị tròn hay elíp có tỷ số chiều dài và rộng L <3R
được xem là tròn. Chúng thường được tạo bởi từ các rỗ khí.
8.5.5. Khử từ
Khử từ cần được tiến hành cả trước và sau quá trình kiểm tra. Nguyên nhân là vì
để tránh các phôi bị hút vào trong các chi tiết, tránh gây lệch hồ điện quang trong quá
trình hàn và tránh gây nhiễu cho các máy đo.v.v. Mức độ dễ hoặc khó khử từ phụ
thuộc vào một số yếu tố như lực kháng từ của vật, hình dạng của vật, loại từ dư trong
vật và mức độ khử từ yêu cầu.
Trái đất như là một nam châm có khả năng khử từ các chi tiết nhiễm từ. Để khử
được từ ta phải đặt các chi tiết dọc theo hướng Đông – Tây. Khử từ hoàn toàn là việc
không thể làm được và điều đó cũng không đóng vai trò thật sự quan trọng. Bởi một
số lý do như các vật thử là sắt non, các vật thử tiếp tục được sử lý nhiệt sau đó và vật
sẽ được tiếp tục kiểm tra từ tiếp theo.v.v.
26
Hình 30: Vết nứt trên vật đúc,
đường giáp mí
Hình 31: Vết nứt mỏi trên một tấm đồng xác
định từ phương pháp thẩm thấu
Hình 32: Các vết nứt hidrogen hay rỗ trên thép non.
8.5.5.1. Nguyên lý của khử từ
Dựa trên hiệu ứng trễ từ xảy ra khi vật bị từ hoá thay đổi cả về hướng lẫn độ lớn theo
dòng điện. Nếu ta cho dòng điện xoay chiều vào vật và giảm dần cường độ, từ dư của
vật sẽ giảm đến giá trị nhỏ nhất. Như vậy để khử từ, cần phải đổi chiều dòng điện để
tạo vòng từ trễ và giảm dần cường độ để vòng từ trễ co dần.
Phải đảm bảo cường độ từ trường đủ lớn để thắng lực kháng từ ban đầu và giảm
dần để giảm từ dư của vật sau mỗi bước (hình 33). Do hiệu ứng vỏ, tần số dòng điện
xoay chiều không được quá lớn.
8.5.5.2. Các phương pháp khử từ
a. Khử từ bằng dòng xoay chiều: thường áp dụng đối với các vật nhỏ hoặc có kích
thước vừa nhỏ và đơn giản. Tốt nhất là cho vật nhiễm từ đi qua cuộn cảm dài
khoảng 1m với dòng điện xoay chiều chạy qua.
Có thể khử từ vật bằng cách cuốn cáp điện quanh vật (ít nhất 5 vòng) rồi cho dòng
điện xoay chiều chạy qua cáp và giảm dần dòng điện. Phương pháp khử từ hay
dùng là cho dòng điện xoay chiều trực tiếp chạy qua vật và giảm dần cường độ
dòng. Chú ý, dòng điện xoay chiều chỉ dùng cho các vật có tiết diện <50mm.
b. Khử từ bằng dòng điện một chiều: Áp dụng đối với các vật có kích thước lớn, nặng
hay có hình dạng thay đổi. Cho dòng điện chạy qua vật, đổi cực và giảm dần dòng
điện từng nấc (thường cần đến 40 nấc).
c. Khử từ bằng Yoke: Khử từ dùng Yoke là phương pháp rất hữu hiệu để khử từ dư ở
các vùng nhiễm từ của vật. Để khử từ, ta dặt Yoke vào vùng nhiễm từ, cho dòng
điện xoay chiều chạy qua, trong khi đó từ từ nhấc Yoke lên cao và xoay tròn.
8.5.6. Làm sạch bề mặt sau kiểm tra
Nếu vật là bán thành phẩm thì có thể không cần làm vệ sinh sau khi kiểm tra. Nếu
vật là sản phẩm cuối thì cần phải làm sạch. Thường phải tiến hành khử từ trước, vệ
sinh sau. Dùng các phương pháp tẩy rửa thông thường như dùng bàn chải, chất tẩy
rửa.v.v như đối với quá trình làm sạch bề mặt trước khi kiểm tra.
27
Hình 33: Các vòng từ trễ khử từ với các đường cong về dòng từ và mật độ từ
thông