QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN Ụ ĐỘNG
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.15 MB, 172 trang )
LỜI MỞ ĐẦU
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quyết
định trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của công
nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của ngành
kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan
tâm đặc biệt của Đảng và nhà nước ta.
Phát triển ngành công nghệ chế tạo máy phải được tiến hành đồng thời
với việc phát triển nguồn nhân lực và đầu tư các trang bị hiện đại. Việc phát
triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học.
Hiện nay trong các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi
hỏi kĩ sư cơ khí và cán bộ kĩ thuật cơ khí được đào tạo ra phải có kiến thức cơ
bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải
quyết những vấn đề cụ thể thường gặp trong sản xuất.
Đồ án tốt nghiệp ngành công nghệ chế tạo máy có vị trí quan trọng trong
chương trình đào tạo kĩ sư và cán bộ kĩ thuật về thiết kế, chế tạo các loại máy và
các thiết bị cơ khí phục vụ các ngành kinh tế như công nghiệp, nông nghiệp,
giao thông vận tải, điện lực ...vv. Đồ án giúp sinh viên thấu hiểu cặn kẽ hơn về
qui trình công nghệ gia công sản phẩm cơ khí, về các loại máy, nắm được cái
nhìn tổng quan về ngành, sự kết hợp tổng hợp các kiến thức đã học và đặc biệt
nó giúp sinh viên vững vàng hơn sau khi tốt nghiệp phục vụ công việc sau này.
Sau một thời gian tìm hiểu và với sự chỉ bảo nhiệt tình của thầy Nguyễn
Huy Ninh, thầy Lê Văn Tiến và các thầy cô khác trong bộ môn đến nay em đã
hoàn thành đồ án tốt nghiệp. Trong quá trình thiết kế và tính toán chắc rằng sẽ
có những sai sót do thiếu thực tế và kinh nghiệm thiết kế, em rất mong được sự
chỉ bảo của các thầy cô giúp em hoàn thiện thiện hơn kiến thức cho thực tế sau
này.
Một lần nữa em xin chân thành cảm ơn.
3
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
Trường ĐHBK Hà Nội Độc lập – Tự do – Hạnh phúc
NHIỆM VỤ THIẾT KẾ TỐT NGHIỆP
Họ và tên sinh viên thực hiện: ……………
I. Đề tài thiết kế:
Thiết kế qui trỡnh cụng nghệ gia cụng thõn và nũng ụ động dùng cho máy
tiện T18A.
II. Số liệu ban đầu
- Sản lượng 3000 chi tiết trong một năm
- Điều kiện thiết bị phù hợp với Việt Nam
III. Nội dung các phần thuyết minh tính toán:
1. Giới thiệu về nòng ụ động
2. Lập qui trình công nghệ gia công thân và nòng ụ động
- Phân tích chi tiét gia công và định dạng sản xuất
- Xác đinh phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi
- Thiết kế qui trình công nghệ gia công
- Tính và tra chế độ cắt cho các nguyên công
- Tính thời gian gia công cơ bản
- Tính toán thiết kế đồ gá
IV. Các bản vẽ
1. Bản vẽ lắp của ụ động
2. Bản vẽ tách từng chi tiết
3. Bản vẽ chi tiết lồng phôi
4. Bản vẽ qui trình công nghệ
5. Bản vẽ đồ gá
4
MỤC LỤC
Trang
Lời nói đầu
MỤC LỤC
Phần I. Thiết kế qui trình công nghệ gia công thân ụ động
Chương 1. Phân tích chức năng làm việc của chi tiết.
Chương 2. Phân tích tính công nghệ trong kết cấu của chi tiết.
Chương 3. Xác định dạng sản xuất
Chương 4. Chọn phương pháp chế tạo phôi
Chương 5. Lập thứ tự các nguyên công
Chương 6. Tính lượng dư cho một bề mặt và tra lượng dư cho các
bề mặt còn lại
Chương 7. Tính chế độ cắt cho một nguyên công
Chương 8. Tính thời gian gia công cơ bản cho tất cả các nguyên
công
Chương 9. Tính và thiết kế đồ gá
Phần II. Thiết kế qui trình công nghệ gia công nòng ụ động
Chương 1. Phân tích chức năng làm việc của chi tiết.
Chương 2. Phân tích tính công nghệ trong kết cấu của chi tiết.
Chương 3. Xác định dạng sản xuất
Chương 4. Chọn phương pháp chế tạo phôi
Chương 5. Lập thứ tự các nguyên công
Chương 6. Tính lượng dư cho một bề mặt và tra lượng dư cho các
bề mặt còn lại
Chương 7. Tính chế độ cắt cho một nguyên công
Chương 8. Tính thời gian gia công cơ bản cho tất cả các nguyên
công
Chương 9. Tính và thiết kế đồ gá
5
THUYẾT MINH ĐỒ ÁN TỐT NGHIỆP
PHẦN I
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN Ụ ĐỘNG
CHƯƠNG I. PHÂN TÍCH CHỨC NĂNG NHIỆM VỤ CỦA CHI TIẾT.
- Cụm máy (ụ động) được dùng trên máy tiện để chống tâm chi tiết, để lắp
các dụng cụ gia công chi tiết như mũi khoan v.v... Do vậy, yêu cầu độ đồng tâm
của tâm nòng với tâm trục chính và độ song song của tâm nòng với băng máy.
Chi tiết thân là chi tiết lắp ghép với nhiều chi tiết khác, nên ngoài yêu cầu riêng
của các mặt lắp ghép còn các yêu cầu về độ tương quan giữa các mặt đó với
nhau. Thân nhận toàn bộ lực truyền tới từ nòng và nắp giữ trục, thông qua đế và
miếng kẹp truyền vào thân máy, do vậy, thân phải đủ cứng vững.
- Dựa vào bản vẽ chi tiết ta thấy đây là chi tiết dạng hộp.
- Trên cụm máy, chi tiết thân được lắp ghép với nòng, đế, trục lệch tâm, đai
ốc xiết, nắp giữ trục và một vài chi tiết khác. Có thể nói thân là chi tiết chính để
từ đó lắp các chi tiết khác lên và ghép với đế cùng một số chi tiết khác tạo thành
cụm máy (ụ động).
- Bề mặt lỗ lắp ghép giữa thân và nòng phải đảm bảo độ tròn, độ nhẵn bóng,
độ thẳng đường sinh, dung sai kích thước để thoả mãn độ chính xác về lắp ghép,
để có độ tiếp xúc đều, đồng thời đường tâm của bề mặt lỗ ấy cần độ vuông góc
với gờ lắp ghép giữa thân và đế, độ song song với mặt đáy để đảm bảo độ đồng
tâm với tâm trục chính và độ song song với băng máy.
- Bề mặt và gờ lắp ghép giữa thân và đế cần độ phẳng để lắp ghép chính xác
và tiếp xúc đều, nó còn cần độ song song với tâm bề mặt lỗ lắp ghép giữa thân
và nòng, ngoài ra gờ lắp ghép còn cần độ vuông góc đã nói trên. Bề mặt lắp
ghép cũng cần độ chính xác về khoảng cách tới tâm lỗ lắp ghép giữa thân và
nòng để cùng với độ dầy của đế đảm bảo tính năng của cụm chi tiết.
- Trục lệch tâm khi kẹp chặt phải quay trượt trên bề mặt lắp ghép vời thân,
nên bề mặt này trên thân ngoài yêu cầu về độ chính xác kích thước và độ bóng
để đảm bảo lắp độ lắp ghép chính xác và tiếp xúc đều, còn phải cần độ đồng
tâm.
- Nắp giữ trục lắp ghép với mặt đầu của lỗ nên để đảm bảo tính năng làm
việc cần độ phẳng và độ vuông góc với đường tâm lỗ.
- Đai ốc xiết có nhiệm vụ cố định vị trí của nòng, với kết cấu các chi tiết
nên bề mặt lắp ghép giữa thân và đai ốc xiết cần độ nhẵn bóng bề mặt, độ chính
6
xác kích thước và cần độ vuông góc giữa tâm đai ốc và tâm nòng để đảm bảo
kẹp chặt nòng bằng tiếp xúc mặt.
- Ngoài ra, còn cần chế tạo chính xác 2 lỗ trụ ∅13H7 để làm chuẩn tinh
thống nhất trong quá trình gia công.
- Vật liệu sử dụng là: GX 15-32, có các thành phần hoá học sau :
C = 3 - 3,7 Si = 1,2 - 2,5 Mn = 0,25 - 1,00
S < 0,12 P = 0,05 - 1,00
Tính chất cơ học: [δ]
k
= 150 Mpa, [δ]
u
= 320 MPa.
Độ cứng: HB160÷220.
7
CHƯƠNG II. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA
CHI TIẾT.
- Chi tiết có đủ độ cứng vững để khi gia công không bị biến dạng, có thể
dùng chế độ cắt cao, đạt năng suất cao.
- Các bề mặt chuẩn có đủ diện tích, cho phép thực hiện các nguyên công khi
dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt.
- Chi tiết thân được tạo phôi bằng phương pháp đúc, kết cấu mẫu và hộp lõi
tương đối đơn giản, tuy nhiên chi tiết có ruột rỗng nên có khó khăn trong việc
đặt lõi vào lòng khuôn, lõi phải đặt công xôn, do vậy cần phải đỡ bằng các con
mã và có phần gờ để khoá chống di chuyển của lõi. Mặt phân khuôn ở vị trí đã
chọn sẽ tạo thuận lợi cho việc tạo mẫu và đặt lõi, tuy nhiên như vậy cơ tính ở
mặt đáy và mặt lỗ (lỗ lắp ghép với nòng) sẽ không tốt, mặt đáy không bằng
phẳng dễ gây sai lệch ở nguyên công có mặt đáy làm chuẩn thô.
- Hầu hết các bề mặt tạo thuận lợi cho gia công, dụng cụ tiếp cận dễ dàng, tuy
nhiên vẫn còn một số lỗ ren không thông và một số bề mặt khó gia công. Chẳng
hạn, mặt đầu lỗ lắp ghép với trục lệch tâm vì bên trong hốc nên dụng cụ khó tiếp
cận, không gian hẹp, dụng cụ gia công phải chọn là dao phay ngón nên năng
suất không cao. Bề mặt lỗ lắp ghép với nòng có yêu cầu tương đối cao và chiều
dài lỗ tương đối lớn, đây cũng là bề mặt khó gia công. Một bề mặt nữa là bề mặt
các lỗ lắp ghép với trục lệch tâm, các bề mặt đều có yêu cầu độ bóng bề mặt,độ
chính xác kích thước, độ đồng tâm nhưng lại nằm sâu bên trong và lại có lỗ tịt,
tuy vậy khó thay đổi kết cấu, đây cũng là bề mặt tương đối khó gia công. Ngoài
ra, lỗ lắp ghép với đai ốc xiết cũng là bề mặt khó gia công vì cần độ bóng bề
mặt, độ chính xác kích thước nhưng lại là lỗ không thông.
8
CHƯƠNG III. XÁC ĐỊNH DẠNG SẢN XUẤT.
- Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hàng năm
của chi tiết gia công. Sản lượng hàng năm được xác định theo công thức sau:
N = N
1
.m (1+
100
βα
+
)
Trong đó:
N - Số chi tiết được sản xuất trong một năm.
N
1
- Số sản phẩm được sản xuất trong một năm (3000 chiếc/năm).
m - Số chi tiết trong một sản phẩm.
α - Phế phẩm trong xưởng đúc α = (3-:-6) %, chọn 4%.
β - Số chi tiết được chế tạo thêm để dự trữ β = (5-:-7)%, chọn 6%.
Vậy N = 3000.1(1+
100
64
+
) = 3300 (chi tiết /năm).
- Trọng lượng của chi tiết được xác định theo công thức:
Q = V.γ (kg)
Trong đó:
Q - Trọng lượng chi tiết.
γ - Trọng lượng riêng của vật liệu.
γ
gang xám
= 6,8÷7,4 Kg/dm
3
.
V - Thể tích của chi tiết.
V = Thể tích chi tiết đặc - thể tích lỗ trụ - thể tích phần rỗng.
V = V
Đ
- V
LT
-V
PR
Cụ thể:
V
Đ
= 23450.240 + 5425.70 = 6007750 mm
3
.
V
LT
= (3,14.60
2
/4).315 = 890190 mm
3
.
V
PR
= 11157.30 + 8812.216 - 3.4433.10 - 915.48 = 2061192 mm
3
.
⇒ V = 6007750 - 890190 - 2061192 = 3056368 mm
3
.
*Vậy: Trọng lượng của chi tiết Q = V.γ = 3056368.10
-6
.7,2 = 22 (kg).
- Tra bảng 2.72[2], ta được dạng sản xuất là hàng loạt vừa.
CHƯƠNG IV. XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI.
9
Kết cấu của chi tiết có bề mặt bao ngoài tương đối đơn giản, nhưng phần
hốc tương đối phức tạp và còn có phần lỗ trụ tạo sẵn trên phôi, hơn nữa vật liệu
của chi tiết là gang xám GX15x32, do vậy nên ta chọn phương pháp tạo phôi là
phương pháp đúc. Ứng với sản xuất hàng loạt vừa và có sự phù hợp với trang
thiết bị của cơ sở nên ta chọn phương pháp đúc trong khuôn cát, làm khuôn bằng
máy. Mẫu có thể chọn là mẫu gỗ hoặc mẫu kim loại. Vì lõi công xôn nên cần có
khoá lõi chống dịch chuyển và cần có các con mã để đỡ lõi, các con mã cùng vật
liệu với chi tiết. Sau khi đúc cần có nguyên công làm sạch và cắt ba via, đậu rót,
đậu ngót.
D
T
10
11
CHƯƠNG V. THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG
CƠ
CHI TIẾT.
5.1.Xác định đường lối công nghệ.
Dạng sản xuất hàng loạt và điều kiện gia công phù hợp với điều kiện
thực tế ở Việt Nam, quy trình công nghệ được chia thành các nguyên công
đơn giản, mỗi máy thực hiện một nguyên công nhất định. Các nguyên công
được thực hiện trên các đồ gá chuyên dùng lắp trên các máy vạn năng.
5.2.Chọn phương pháp gia công.
Từ các yêu cầu kĩ thuật trên bản vẽ như độ nhám bề mặt, dung sai kích
thước, độ tròn, độ đồng tâm, độ thẳng đường sinh, độ vuông góc v.v... và khả
năng công nghệ của các phương pháp gia công, ta chọn các phương pháp gia
công để phù hợp với trang thiết bị của cơ sở, cụ thể như sau:
- Theo bảng 2.37[1], với các mặt phẳng có yêu cầu R
z
= 40
µm thì chỉ
cần phay thô, còn các mặt phẳng có yêu cầu
R
z
= 20
µm thì cần các bước gia
công là
phay thô - phay bán tinh. Các mặt phẳng có yêu cầu R
a
= 2,5
µm thì
cần các bước gia công là
phay thô - phay tinh.
- Theo bảng 2.36[1], với các mặt lỗ có yêu cầu R
z
= 40
µm thì chỉ cần
khoan hoặc khoét rộng các lỗ có sẵn, với các lỗ có yêu cầu
R
a
= 2,5
µm và có độ
chính xác cấp 8,7 thì
qui trình công nghệ sẽ là khoan - khoét - doa. Lỗ
∅
60H7
có yêu cầu độ tròn, độ thẳng đường sinh, độ bóng bề mặt là R
a
= 0,63
µm
,
đây là lỗ đúc sẵn nên qui trình công nghệ là khoét - doa thô - doa bán tinh -
doa tinh.
- Các lỗ bậc thì được gia công bằng dao khoét hoặc phay có lưỡi cắt mặt
đầu, các lỗ gien thì được taro.
5.3. Lập tiến trình công nghệ gia công.
Nguyên công 1: phay mặt bên II.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt bên VIII hạn chế 2 bậc
tự do, mặt bên V hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6
bậc tự do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do,
không cần hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên V), nhưng để gá đặt
nhanh chi tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt
gia công thì ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, độ nhám
: 141
±
0,8
mm, R
z
= 40 µm.
12
- Chọn máy: Máy phay ngang vạn năng 6H82.
Tra tài liệu [5] ta được các thông số kĩ thuật của máy như sau:
+ Mặt làm việc của bàn máy có kích thước: 320x1250 mm.
+ Công suất động cơ N = 7 kW. Hiệu suất máy η = 0,75.
+ Tốc độ trục chính (v/p): 30; 37,5; 47,5; 60; 75; 95; 118; 150;
190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500.
+ Lượng chạy dao dọc và ngang (mm/phút): 19; 23,5; 30; 37,5;
47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750;
900.
+ Lực cắt chiều trục lớn nhất cho phép tác dụng lên bàn máy:
P
max
= 14.720 N (1500KG).
- Chọn dao: Dao phay mặt đầu bằng thép gió.
Các thông số dao: tra bảng 4.92[3], ta có:
+ Đường kính dao: D = 80 mm.
+ Số răng: z = 10.
+ Chiều cao dao: B = 45 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
S
Rz40
n
±0,8
141
13
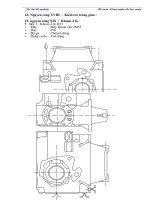
Nguyên công 2: phay mặt đáy I.
- Định vị: Mặt bên II hạn chế 3 bậc tự do, mặt đỉnh IX hạn chế 2 bậc
tự do, một mặt đầu lỗ ∅60H7 hạn chế 1 bậc tự do. Như vậy chi tiết được hạn
chế cả 6 bậc tự do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự
do, không cần hạn chế bậc tự do thứ 6 (hạn chế ở mặt đầu lỗ ∅60H7), nhưng
để gá đặt nhanh chi tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào
bề mặt gia công thì ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt bên III, phương
của lực kẹp theo phương ngang tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, độ nhám
: 201
±
0,8
mm, R
a
= 2,5 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
Tra tài liệu [5] ta được các thông số kĩ thuật của máy như sau:
+ Mặt làm việc của bàn máy: 400x1600 mm.
+ Công suất động cơ N = 10 kW. Hiệu suất máy η = 0,75.
+ Tốc độ trục chính (v/p): 30; 37,5; 47,5; 60; 75; 95; 118; 150;
190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500.
+ Lượng chạy dao dọc và ngang (mm/phút): 19; 23,5; 30; 37,5;
47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750;
900.
+ Lực cắt chiều trục lớn nhất cho phép tác dụng lên bàn máy:
P
max
= 19.650 N.
- Chọn dao: Dao phay mặt đầu răng chắp mảnh hợp kim cứng.
Các thông số dao: tra bảng 4.94[3], ta có:
+ Đường kính dao: D = 250 mm.
+ Số răng: z = 14.
+ Chiều cao dao: B = 75 mm.
+ Mác hợp kim: BK8.
- Sơ đồ nguyên công:
14
n
S
±0,8
2,5
201
Nguyên công 3: phay mặt đỉnh IX.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt bên III hạn chế 2 bậc tự
do, mặt bên IV hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc
tự do. Chú ý là trong nguyên công này chỉ cần hạn chế 3 bậc tự do ở mặt
đáy, nhưng để gá đặt nhanh chi tiết cũng như tạo thuận lợi cho việc tiếp cận
dụng cụ vào bề mặt gia công thì ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt nghiêng,
phương của lực kẹp vuông góc và hướng vào mặt nghiêng, lực kẹp được
chia làm 2 thành phần vuông góc và hướng vào 2 mặt chuẩn, lực kẹp không
ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, độ nhám
: 197,5
±
0,3
mm, R
z
= 40 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
- Chọn dao: Dao phay mặt đầu răng chắp mảnh hợp kim cứng.
Các thông số dao: tra bảng 4.94[3], ta có:
+ Đường kính dao: D = 100 mm.
+ Số răng: z = 10.
+ Chiều cao dao: B = 39 mm.
+ Mác hợp kim: BK8.
- Sơ đồ nguyên công:
15
n
Rz40
±0,3
197,5
S
16
Nguyên công 4: phay mặt bên III.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên IV hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do, không cần
hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên IV), nhưng để gá đặt nhanh chi
tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt gia công thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, độ nhám
: 200
±
0,5
mm, R
z
= 40 µm.
- Chọn máy: Máy phay ngang vạn năng 6H82.
- Chọn dao: Dao phay mặt đầu bằng thép gió.
Các thông số dao: tra bảng 4.92[3], ta có:
+ Đường kính dao: D = 63 mm.
+ Số răng: z = 8.
+ Chiều cao dao: B = 40 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
S
n
±0,5
Rz40
200
17
Nguyên công 5: phay mặt bên V.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt trụ ngoài R21 hạn chế 1 bậc tự do (hạn chế bằng khối V tự lựa). Như
vậy chi tiết được hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đồng thời theo 2 bề mặt
vuông góc với nhau III và VI, phương của lực kẹp vuông góc và hướng vào
2 mặt chuẩn, lực kẹp không ngược chiều lực cắt.
-
Kích thước, độ nhám
: 284
±
0,5
mm, R
z
= 40 µm.
- Chọn máy: Máy phay ngang vạn năng 6H82.
- Chọn dao: Dao phay mặt đầu bằng thép gió.
Các thông số dao: tra bảng 4.92[3], ta có:
+ Đường kính dao: D = 63 mm.
+ Số răng: z = 8.
+ Chiều cao dao: B = 40 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
18
n
Rz40
±0,5
S
284
19
Nguyên công 6: phay mặt bên IV.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên V hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, độ nhám
: 240
±
0,5
mm, R
z
= 40 µm.
- Chọn máy: Máy phay ngang vạn năng 6H82.
- Chọn dao: Dao phay mặt đầu bằng thép gió.
Các thông số dao: tra bảng 4.92[3], ta có:
+ Đường kính dao: D = 63 mm.
+ Số răng: z = 8.
+ Chiều cao dao: B = 40 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
n
±0,5
Rz40
S
240
20
Nguyên công 7: phay mặt phẳng VI.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên IV hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 3 bậc tự do ở mặt đáy,
nhưng để gá đặt nhanh chi tiết, tạo thuận lợi cho việc tiếp cận dụng cụ vào
bề mặt gia công và để tránh dao va vào mặt phẳng thẳng góc với mặt VI thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, độ nhám
: 40
±
0,3
mm, R
z
= 40 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
- Chọn dao: Dao phay mặt đầu răng chắp mảnh hợp kim cứng.
Các thông số dao: tra bảng 4.94[3], ta có:
+ Đường kính dao: D = 125 mm.
+ Số răng: z = 12.
+ Chiều cao dao: B = 42 mm.
+ Mác hợp kim: BK8.
- Sơ đồ nguyên công:
S
n
Rz40
±0,3
40
21
Nguyên công 8: phay mặt thẳng đứng VIII.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên IV hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do, không cần
hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên IV), nhưng để gá đặt nhanh chi
tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt gia công thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, độ nhám
: 137,5
±
0,3
mm, R
z
= 40 µm.
- Chọn máy: Máy phay ngang vạn năng 6H82.
- Chọn dao: Dao phay mặt đầu răng chắp mảnh hợp kim cứng.
Các thông số dao: tra bảng 4.94[3], ta có:
+ Đường kính dao: D = 100 mm.
+ Số răng: z = 10.
+ hiều cao dao: B = 39 mm.
+ Mác hợp kim: BK8.
- Sơ đồ nguyên công:
S
n
±0,3
137,5
Rz40
22
Nguyên công 9: phay mặt phẳng nghiêng.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên IV hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do, không cần
hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên IV), nhưng để gá đặt nhanh chi
tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt gia công thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đồng thời theo 2 bề mặt
vuông góc với nhau III và VI, phương của lực kẹp vuông góc và hướng vào
2 mặt chuẩn, lực kẹp không ngược chiều lực cắt.
-
Kích thước tới mặt chuẩn, góc nghiêng, độ nhám
: 55
±
0,3
mm,65°, R
z
=
40 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
- Chọn dao: Dao phay mặt đầu răng chắp mảnh hợp kim cứng.
Các thông số dao: tra bảng 4.94[3], ta có:
+ Đường kính dao: D = 200 mm.
+ Số răng: z = 20.
+ Chiều cao dao: B = 46 mm.
+ Mác hợp kim: BK8.
- Sơ đồ nguyên công:
S
n
5
5
6
5
°
Rz40
±
0
,
3
23
Nguyên công 10: phay vát cạnh giữa mặt III và VI.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên IV hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do, không cần
hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên IV), nhưng để gá đặt nhanh chi
tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt gia công thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước vát, độ nhám
: 5x5 mm, R
z
= 40 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
- Chọn dao: Dao phay góc bằng thép gió.
Các thông số dao: tra bảng 4.88[3], ta có:
+ Đường kính dao: D = 80 mm.
+ Góc dao: ϕ = 45°.
+ Số răng: z = 20.
+ Chiều cao dao: B = 20 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
S
n
Rz40
5
5
24
Nguyên công 11: phay mặt vát XI.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên V hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do, không cần
hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên V), nhưng để gá đặt nhanh chi
tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt gia công thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước vát, độ nhám
: 10x10 mm, R
z
= 40 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
- Chọn dao: Dao phay góc bằng thép gió.
Các thông số dao: tra bảng 4.88[3], ta có:
+ Đường kính dao: D = 80 mm.
+ Góc dao: ϕ = 45°.
+ Số răng: z = 20.
+ Chiều cao dao: B = 20 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
S
Rz40
n
10
10
25
Nguyên công 12: phay mặt vát XII.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên V hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do, không cần
hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên V), nhưng để gá đặt nhanh chi
tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt gia công thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đặt vào mặt trên đỉnh IX,
phương của lực kẹp từ trên xuống tức vuông góc và hướng vào mặt chuẩn
chính và không ngược chiều lực cắt.
-
Kích thước vát, độ nhám
: 10x10 mm, R
z
= 40 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
- Chọn dao: : Dao phay góc bằng thép gió.
Các thông số dao: tra bảng 4.88[3], ta có:
+ Đường kính dao: D = 80 mm.
+ Góc dao: ϕ = 45°.
+ Số răng: z = 20.
+ Chiều cao dao: B = 20 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
S
n
Rz40
10
10
26
Nguyên công 13: phay mặt vát X.
- Định vị: Mặt đáy I hạn chế 3 bậc tự do, mặt II hạn chế 2 bậc tự do,
mặt bên V hạn chế 1 bậc tự do. Như vậy chi tiết được hạn chế cả 6 bậc tự
do. Chú ý là trong nguyên công này chỉ cần hạn chế 5 bậc tự do, không cần
hạn chế bậc tự do thứ 6 (hạn chế ở mặt bên V), nhưng để gá đặt nhanh chi
tiết cũng như tạo thuận lợi cho việc tiếp cận dụng cụ vào bề mặt gia công thì
ta hạn chế cả 6 bậc tự do.
- Kẹp chặt: Kẹp chặt chi tiết bằng mỏ kẹp đồng thời theo 2 bề mặt
vuông góc với nhau III và VI, phương của lực kẹp vuông góc và hướng vào
2 mặt chuẩn, lực kẹp không ngược chiều lực cắt.
-
Kích thước vát, độ nhám
: 10x10 mm, R
z
= 40 µm.
- Chọn máy: Máy phay đứng vạn năng 6H12.
- Chọn dao: : Dao phay mặt đầu bằng thép gió.
Các thông số dao: tra bảng 4.92[3], ta có:
+ Đường kính dao: D = 40 mm.
+ Số răng: z = 10.
+ Chiều cao dao: B = 20 mm.
+ Mác thép gió: P18.
- Sơ đồ nguyên công:
S
n
Rz40
10
10
27