Áp dụng nguyên tắc TPS vào Cross - dock
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (505.39 KB, 35 trang )
LỜI MỞ ĐẦU
Cross-docking đã xuất hiện từ rất lâu, ít nhất là hơn 20 năm trước đây , khi mà
hoạt động này được triển khai tại Wal-Mart vào những năm 1980, và hiện nay trở nên
rất phổ biến trong hoạt động khai thác kho và trung tâm phân phối. Với trình độ ngày
càng phát triển của hệ thống kho bãi trong hoạt động Logistics, thì việc áp dụng những
hệ thống, phương pháp quản lí tiên tiến vào công tác quản lí kho là điều tất yếu.
Hệ thống sản xuất Toyota ( Toyota Production System - TPS), với 14 nguyên tắc
vàng đã mang đến thành công cho hãng sản xuất xe lớn nhất thế giới này, và nó cũng đã
được rất nhiều các công ty trong các lĩnh vực sản xuất khác nhau áp dụng. Logistics
cũng đã vận dụng TPS vào quản trị hệ thống kho bãi, đặc biệt là kho Cross-docking,
Just – in – time ( JIT), Kaizen, Lean Production…đã được áp dụng để cải tiến kho
Cross-docking, điều đó càng làm cho kho Cross-docking ngày càng trở nên tối ưu hơn,
phát huy được tối đa thế mạnh của mình. Bởi điều quan trọng nhất trong sử dụng kho
Cross-Docking là giảm thiểu tối đa thời gian lưu kho, nhằm hạn chế chi phí lưu kho
cũng như thúc đẩy các qui trình tiếp sau của việc vận chuyển qua kho Cross-dock được
thực hiện nhanh chóng và liên tục. Việc áp dụng các công cụ và khái niệm như thẻ
Kanban, Milk runs, Heijunka, Poka-yoke, Kaizen… vào kho Cross-docking không chỉ
giúp hạn chế thời gian và chi phí lưu kho mà còn tạo ra một qui trình hoàn hảo trong
việc hạn chế đến mức thấp nhất việc xảy ra sai lỗi trong quá trình vận chuyển lưu kho.
Và còn rất nhiều các ứng dụng khác của TPS được đưa vào kho Cross-docking, như
tinh thần làm việc đồng đội, quan tâm đến vấn đề con người của TPS…
Bài tiểu luận này sẽ nói rõ hơn về việc áp dụng TPS vào Cross-docking như thế
nào, lợi ích mà nó mang lại, cũng như qua thực tế của công ty Eastman Kodak _ một
công ty đã ứng dụng thành công TPS vào Cross-dock của mình sẽ giúp chúng ta có cái
nhìn rõ hơn về vấn đề này.
Áp dụng nguyên tắc TPS vào Cross - dock
PHẦN A:
ÁP DỤNG NGUYÊN TẮC TOYOTA PRODUCTION SYSTEM VÀO
CROSS-DOCKING
I. SƠ LƯỢC VỀ CROSS - DOCKING:
1. Khái niệm về cross – docking:
Cross – docking tạm dịch là kho đa năng phân loại, tổng hợp, hoàn thiện hàng
hóa để phục vụ người tiêu dùng. Cross – docking có những chức năng cơ bản giống
như “trung tâm phân phối tổng hợp”. Sản phẩm sẽ được chuyển từ nơi sản xuất đến
Cross – docking theo những lô hàng lớn, tại đây lô hàng sẽ được tách ra, chuẩn bị theo
những yêu cầu cần thiết của khách hàng, rồi gửi đi cho khách hàng. Do đã được chuẩn
bị đầy đủ, nên khi chở đến nơi, hàng sẽ được đưa vào sử dụng ngay mà không cần qua
kho nữa.
Cross – docking đề cập tới việc vận chuyển hàng hóa từ một nhà máy sản xuất
và giao nó trực tiếp cho khách hàng với ít hay gần như không có công đoạn chuyên chở
nguyên liệu trong giai đoạn trung gian.
Cross – docking không chỉ giảm thiểu bớt quá trình chuyên chở nguyên vật liệu,
mà còn giảm lượng hàng tồn kho.
Cross – docking rất phát triển và phục vụ đắc lực cho hệ thống siêu thị và các
nhà bán lẻ.
2. Phân loại Cross – docking:
Cross – docking bao gồm 2 loại cơ bản sau:
Cross – docking đơn giản: Hàng hóa sẽ được chuyển trực tiếp từ xe tải sang
xe chở hàng đi. Hình thức này sẽ không cần một cái kho mà chỉ cần một địa điểm sang
hàng hóa mà thôi.
Cross – docking chuyển qua ngay: hàng hóa vận chuyển đến kho với số
lượng lớn và sẽ được phân loại (bao gồm tách hay kết hợp) thành những lô hàng xác
định để chuyển đến từng khách hàng tương ứng. Quá trình này thường diễn ra ngay
trong ngày hoặc thậm chí chỉ trong một giờ đồng hồ.
GĐ KD3&4_K33_Nhóm 11b Trang 2
Áp dụng nguyên tắc TPS vào Cross - dock
Cụ thể hơn Cross – docking bao gồm 3 phương pháp:
Cross – docking trong sản xuất: thành phẩm sẽ được chuyển thẳng đến vị trí
xuất hàng thay vì được chuyển vào kho lưu trữ hàng thành phẩm. Ngoài ra, trong
phương pháp này thành phẩm có thể được đặt vào một khu vực chờ để xuất sau đó với
thời gian chờ có thể là một tiếng hoặc lâu hơn.
Phương pháp này thường được sử dụng khi có đủ hàng đầy xe cho cùng một loại thành
phẩm. Một trường hợp khác của những phương pháp này là nguyên vật liệu nhận vào sẽ
được chuyển thẳng đến giai đoạn sản xuất thay vì nhập vào kho.
Cross – docking trong phân phối: trong phương pháp này, hàng hoá được
nhận trong những xe tải đầy hàng, bao gồm cả những kiện hàng lẻ khác nhau. Những
kiện hàng lẻ này sau đó sẽ được phân loại thông qua một hệ thống băng tải, rồi chuyển
đến cửa xuất hàng. Hàng hóa trong quá trình phân loại có thể được chở để chuyển đi
như trong phương pháp Cross-docking sản xuất.
Cross – docking gom hàng: hàng hóa vận chuyển đến có thể kết hợp với một
số hàng hóa đang có trong kho hoặc có thể gom chung với hàng hóa vận chuyển đến từ
những nơi khác. Một hoạt động phổ biến trong phương pháp này là dán nhãn hàng hóa
để tiện lợi khi gom hàng.
3. Lợi ích của Cross – docking:
Cross – docking giúp gia tăng tốc độ di chuyển hàng hóa từ nhà cung cấp đến
cửa hàng giúp công ty đáp ứng nhu cầu một cách nhanh chóng, đặc biệt trong một số
trường hợp như: tung ra sản phẩm khuyến mãi, thực hiện các biện pháp sản xuất đúng
hạn, triển khai chiến lược Marketing nhanh gọn.
Giảm đáng kể một số chi phí như nhân công, lưu kho, khai thác, diện tích
kho…
Giảm lượng tồn kho hàng thành phẩm (tồn kho an toàn)
Giảm hư hại hàng hóa trong quá trình khai thác kho.
Tối đa hóa công suất nhận hàng và xuất hàng với những xe tải đầy hàng
thông qua lịch trình xuất nhập khẩu hàng hóa cụ thể và dòng chảy hàng hóa nhanh
chóng trong kho (lợi thế quy mô).
GĐ KD3&4_K33_Nhóm 11b Trang 3
Áp dụng nguyên tắc TPS vào Cross - dock
II. ÁP DỤNG NGUYÊN TẮC TPS VÀO CROSS - DOCKING:
Hệ thống sản xuất Toyota (hay gọi tắt là TPS) chứa đựng những nguyên tắc, văn hóa,
cấu trúc hoạt động tăng cường lẫn nhau. Để nhấn mạnh, Toyata đã mô tả TPS như một
ngôi nhà.
GĐ KD3&4_K33_Nhóm 11b Trang 4
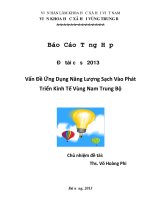
Ngôi nhà Toyota ứng dụng vào chuỗi cung ứng
Mục tiêu
Đúng lúc, nhất quán, phân phối bình
quân tất cả các nguyên liệu đến sản xuất
bằng cách giảm thời gian quay vòng
nguyên vật liệu, loại bỏ lãng phí trong
chuỗi cung ứng và cải tiến qui trình
chuỗi cung ứng
Đúng nguyên liệu
Đúng chất lượng
Đúng lúc
Đúng địa điểm
Kanban
MilkRuns
Heijunka
Just- In - Time
Nhân viên linh hoạt
Nhân viên có năng lực
Nhân viên đáng tin cậy
Nhân viên có nhiệt
huyết
Làm việc theo đồng đội
Trao quyền hành
Tôn trọng công nhân
Văn hóa
Không sai sót trong gom
hàng
Không sai sót trong
phân loại
Không sai sót trong
phân phối
Không sai sót trong dữ
liệu
Tính minh bạch
Poka- yoke
Cải tiến liên tục
Chất lượng
Tính ổn định trong điều hành
Bảo trì phòng ngừa
Công việc được tiêu chuẩn hóa
Sự liên quan đến nhà cung cấp
Áp dụng nguyên tắc TPS vào Cross - dock
Sơ đồ cho thấy “Ngôi nhà Toyota có thể áp dụng cho chuỗi cung ứng như thế nào. Mục
tiêu hay “mái nhà” của chuỗi cung ứng là mức độ phân phối nguyên vật liệu đến sản
xuất thống nhất và kịp thời. Nó được tạo ra bằng cách giảm thiểu thời gian xoay vòng
đặt hàng nguyên vật liệu, loại bỏ lãng phí chuỗi cung ứng và cải thiện quy trình chuỗi
cung ứng.
Cột Just-in-time đại diện cho phân phối đúng nguyên vật liệu, đúng số lượng,
đúng thời điểm và địa điểm.
Cột chất lượng tiêu biểu cho thu gom lỗi bằng không, phân loại, phân phối và
dữ liệu hỗ trợ hoạt động.
Tại trung tâm của ngôi nhà là văn hóa; cái đòi hỏi sự xuất sắc và những nhân
viên linh hoạt, có khả năng, đáng tin cậy và linh động.
Cuối cùng nền tảng của ngôi nhà là hoạt động ổn định được xây dựng bởi
những quy trình chuỗi cung ứng được tiêu chuẩn hóa và giảm sự biến đổi giữa các quy
trình.
Ngôi nhà này cung cấp một khung sườn cho việc giới thiệu Lean đối với Cross-dock.
1. Just - in - time cross dock:
Trong hệ thống Cross-dock tinh gọn nên tập trung vào thực hiện phân phối JIT
đến các địa điểm sản xuất. Để làm được điều này, các nguyên tắc của TPS gồm
Kanban, Milk runs và Heijunka phải được hợp nhất vào thiết kế hệ điều hành của thiết
bị.
i. Kanban:
a. Kanban là gì?
Nói một cách đơn giản, Kanban là một cái thẻ trên đó có các thông tin chỉ rõ đây
là loại sản phẩm gì, số lượng sản phẩm bao nhiêu, nơi cần chuyển đến. Tuy nhiên, trong
TPS, Kanban là một khái niệm luôn đi kèm với Pull Manufacturing.
Một trong những khái niệm quan trọng nhất trong Lean Manufacturing là các
“hệ thống kéo”. Các mô hình sản xuất truyền thống sử dụng “hệ thống đẩy”, nhằm mục
đích bảo đảm mọi người và thiết bị đều được sử dụng tối ưu. Kết quả của việc này là
trong chuỗi sản xuất, nếu các công đoạn trước nhanh hơn các công đoạn sau, lập tức
xuất hiện hàng tồn trước mỗi công đoạn ở cuối dây chuyền, như trong sơ đồ ở dưới đây:
GĐ KD3&4_K33_Nhóm 11b Trang 5
Áp dụng nguyên tắc TPS vào Cross - dock
Tồn kho, khi nói về hiệu quả, là hao phí. Nó chiếm chỗ, sử dụng vốn luân
chuyển và gây ra hư hỏng và mất giá. Tồn kho cơ bản là tại cuối dây chuyền sản xuất,
khi thành phẩm được chất đống trong kho và chờ khách hàng đến mua.
Nguyên lý của hệ thống “kéo” là kiểm soát được dịch chuyển từ đầu đến cuối
dây chuyền. Như vậy, trong ví dụ ở trên, Thao tác 2 cần kiểm soát những gì Thao tác 1
đưa cho họ. Bí mật của điều này là “thẻ Kanban”.
GĐ KD3&4_K33_Nhóm 11b Trang 6
Áp dụng nguyên tắc TPS vào Cross - dock
Thẻ Kanban là thiết bị điều khiển có tác dụng nói với người nhận “đưa tôi N đơn
vị, và chỉ N đơn vị thôi”. Khi bạn đã làm xong số lượng đó, hãy dừng lại! Chờ đợi cho
đến khi bạn có thẻ Kanban tiếp theo”. Sơ đồ ở dưới bây cho thấy sự thay đổi trong thảo
luận giữa Thao tác 1 và Thao tác 2.
GĐ KD3&4_K33_Nhóm 11b Trang 7
Áp dụng nguyên tắc TPS vào Cross - dock
Thao tác 1 bây giờ có thể ngừng không làm gì cả trong một thời gian, điều này có thể
vẩn là chi phí, nhưng nó không như lớn như chi phí cho việc tồn kho hàng hóa, bán
thành phẩm.
Mấu chốt của “hệ thống kéo” là có thể nhìn thấy, bạn có thể “kéo” với một
Kanban số lượng hàng nhỏ như thế nào. Bạn sẽ cần một con số nhất định nào đó để
quản lý sự biến đổi tự nhiên trong quá trình, nhưng bạn sẽ không cần hơn con số đó.
Giảm số lượng hàng được kéo, thậm chí chỉ một, là một cách làm rõ những vấn đề về
thắt cổ chai có hiệu quả trong hệ thống. Chẳng hạn, giảm bớt số Kanban trong ví dụ đi
5 đơn vị có thể dẫn tới đôi khi phát hiện Thao tác 2 nhàn rỗi, nhưng nếu hoàn thành
việc cải tiến quá trình tại đó, thậm chí có thể có khả năng xử lý ít hơn 4 đơn vị Kanban.
b. Phân loại Kanban:
Có hai loại Kanban đặc trưng:
Kanban Cung Cấp – Một dấu hiệu từ khách hàng nội bộ đến nguồn cung cấp
nội bộ cho biết loại vật tư cần được cung cấp.
Kanban Tiêu Thụ – Một dấu hiệu từ nơi cung cấp nội bộ đến khách hàng nội
bộ cho biết rằng vật tư đã sẵn sàng cho việc sử dụng. Trong trường hợp này, nơi cung
cấp nội bộ sẽ không sản xuất thêm cho đến khi việc tiêu thụ được thực hiện bởi khách
hàng bên trong.
Tuy nhiên, tùy vào đặc trưng của từng ngành mà có nhiều biến thể của thẻ Kanban, để
vận dụng tối đa hiệu quả của phương pháp này.
c. Ứng dụng Kanban vào Cross-docking:
Một Cross-dock tinh gọn sẽ bố trí việc gom hàng, phân loại, đóng gói lại và
phân phối của phần lớn thẻ Kanban trong khi giảm thời gian quay vòng lại nguyên liệu.
Ví dụ như: trong một tuần hoạt động, một kho Cross-dock rộng 8000 feet vuông có thể
xử lý hơn 8000 kiện hàng tương ứng được chuyên chở từ 100 nhà cung cấp đến 34 địa
điểm sản xuất. Sản lượng tồn kho hàng tuần có thể bằng 27553 feet tải trọng, nhưng
không có bất cứ hàng tồn kho nào được cất giữ trong kho Cross-dock lâu hơn vài giờ
đồng hồ.
Cùng lúc đó, hệ thống Kanban sẽ cải tiến hoạt động ở kho Cross-dock. Từ khi
Kanban kéo số hàng tồn kho như được yêu cầu, hàng tồn kho và không gian nhà kho
yêu cầu được tối thiểu hóa ở các kho Cross-dock và các địa điểm sản xuất. Hơn nữa,
GĐ KD3&4_K33_Nhóm 11b Trang 8
Áp dụng nguyên tắc TPS vào Cross - dock
việc sử dụng các xe container chuẩn tạo điều kiện thuận lợi cho quản lý nguyên liệu,
vận chuyển nguyên liệu và lên kế hoạch không gian kho trên dây chuyền.
ii. Milk runs:
Lean Cross-docking cũng cung cấp cho quá trình sản xuất theo Just – in – time
(JIT) bằng việc áp dụng “Milk runs” để thu nhận hàng hóa và phân phát chúng ngay tức
thì, những hoạt động này được thực hiện trong một mối liên hệ chặt chẽ với nhau.
Trong phương pháp này, các xe tải với kích thước, trọng lượng nhỏ sẽ được sử dụng
thường xuyên trong lộ trình từ lúc bốc những lô hàng từ nhiều nhà cung ứng và mang
đến Cross- dock. Sau đó, vận chuyển những lô hàng từ Cross – dock tới những địa điểm
sản xuất.
Việc tận dụng “Milk runs” cho phép các những người lập kế hoạch phát hiện ra
hiệu suất trong việc kết hợp chặt chẽ quá trình vận chuyển. “Milk runs” cũng đòi hỏi
phải sử dụng những phương tiện chuyên dụng, nó sẽ đảm bảo chắc chắn nguồn cung
ứng vật liệu một cách hoàn hảo cho việc sản xuất.
iii. Heijunka:
a. Heijunka là gì?
Heijunka là một thuật ngữ tiếng Nhật có nghĩa là làm “trơn tru bằng phẳng”.
Trong sản xuất tinh gọn và TPS, Heijunka đề cập đến “cân bằng sản xuất” và “sản xuất
thông suốt”, là những kỹ thuật thường được sử dụng để lập lịch trình cho các hoạt động
sản xuất nhằm kiểm soát hàng tồn kho, giảm thời gian giao hàng và sản xuất nhiều loại
sản phẩm với số lượng thích hợp theo nhu cầu của khách hàng. Heijunka là giữ tốc độ
sản xuất ở mức ổn định nhất có thể, nó là một phương pháp nhằm giúp quá trình sản
xuất thích ứng được với nhu cầu thay đổi.
Công cụ để cân bằng sản xuất là liên tục thay đổi loại sản phẩm trên một lô dây
chuyền. Thay vì sản xuất hết lô này đến lô khác với số lượng lớn, Heijunka sản xuất
nhiều lô của các sản phẩm khác nhau với số lượng nhỏ và thời gian ngắn hơn.
Heijunka đặc biệt tạo ra sự ổn định trong quá trình sản xuất hướng vào việc áp dụng các
kỹ thuật sản xuất tinh gọn như là để loại bỏ “mura”(những thứ không đồng đều trong
GĐ KD3&4_K33_Nhóm 11b Trang 9
Áp dụng nguyên tắc TPS vào Cross - dock
chất lượng sản xuất), kiểm soát “muri”( nghĩa là sự bão hòa hay là sự quá tải trong
nguồn lực sản xuất như bộ phận quản lý sản xuất, máy móc) và giảm muda (lãng phí
các nguyên liệu sản xuất).
Không giống như quy trình sản xuất truyền thống, sử dụng những lô lớn để lắp ráp
sản phẩm, nền tảng của Heijunka là sử dụng những lô nhỏ trong dây chuyền lắp ráp sản
xuất để giữ biến động không đáng kể trong khâu lắp ráp cuối cùng. Trong cách thức cân
bằng và lập kế hoạch sản xuất, hiệu quả sản xuất được tối ưu hóa cao. Ngoài ra, kể từ
khi tỉ lệ sản xuất các sản phẩm trung gian được duy trì ở mức không đổi, quá trình
thông thường ở khâu hoàn thiện sản phẩm do đó có thể dự đoán được và mất ít thời
gian hơn.
Vậy Heijunka là một kỹ thuật dùng để giảm thiểu lãng phí và đóng vai trò quan
trọng để phát triển hiệu quả sản xuất trong hệ thống sản xuất Toyota và trong sản xuất
tinh gọn. Ý tưởng chung ở đây là để sản xuất hàng hóa trung gian với một tốc độ không
đổi, nhằm cho phép chu trình sản xuất được thực hiện với một tốc độ cố định và có thể
dự đoán được.
Việc hàng hóa sản xuất ra có thể dễ dàng được giải quyết tại nơi có nhu cầu
thường xuyên, nhưng trong thế giới thực, nơi mà nhu cầu khách hàng thực tế thường
biến động, thì cần thiết phải đạt được một nhu cầu cân bằng và sản xuất cân bằng thông
qua sản xuất linh hoạt.
Trên một dây chuyền sản xuất hoặc một vấn đề trong một quá trình bất kỳ, những
biến động trong lúc vận hành làm gia tăng lãng phí. Đó là vì thiết bị, nhân công, hàng
tồn kho và những yếu tố khác cần thiết cho quá trình sản xuất luôn được chuẩn bị cho
lúc cao điểm. Đó là chi phí linh hoạt. Nếu một quy trình sau đó thay đổi các thành
phần, giới hạn theo thời gian và chất lượng, phạm vi của sự biến động sẽ tăng lên khi
chúng di chuyển lên đường hướng theo các quy trình trước đó. Cái này được gọi là
khuếch đại nhu cầu.
Vậy nên thực hiện Heijunka (bình chuẩn hóa) bởi vì nhu cầu thị trường luôn thay
đổi theo chu kỳ, theo mùa vụ, mà năng lực sản xuất của các doanh nghiệp thì có hạn vì
nó phụ thuộc vào các nguồn lực như con người, công suất của máy móc, thiết bị, nguồn
nguyên liệu. Nếu sản xuất đúng theo nhu cầu biến động của thị trường thì sẽ có lúc sản
xuất không đáp ứng được, có lúc dừng sản xuất, dẫn đến chi phí sản xuất cao hay mất
GĐ KD3&4_K33_Nhóm 11b Trang 10
Áp dụng nguyên tắc TPS vào Cross - dock
cơ hội bán hàng, chất lượng sản phẩm không đảm bảo. Do đó việc bình chuẩn hoá cũng
có vai trò rất lớn trong việc đáp ứng nhu cầu thị trường mà vẫn cân bằng được sản xuất.
Ngoài việc bình chuẩn hoá giữa nhu cầu thị trường và hệ thống sản xuất, bình chuẩn
hoá còn có tác dụng cân đối nguồn lực, chu kỳ thời gian giữa các dòng sản phẩm khác
nhau trên dây truyền sản xuất, góp phần cân bằng dây truyền sản xuất, bình chuẩn hoá
sẽ giúp giảm thiểu các loại lãng phí như chờ đợi, quá tải, sửa chữa.
b. Một Cross-dock tinh gọn theo nguyên tắc TPS của Heijunka:
Heijunka trong Cross-docking được xem như là sự cân bằng lịch trình chuyển
hàng. Một trong những nền tảng của sự cân bằng là takt time. Takt time được xác định
như là khoảng thời gian xác định được chia theo nhu cầu khách hàng.
Ví dụ, nếu một kế hoạch làm 8h một ca và yêu cầu đặt hàng của khách là 2 loại
sản phẩm một ngày, thì takt time là 8h/2 loại sản phẩm hay 4h/loại sản phẩm. Đây là
nhịp độ mà tại đó kế hoạch nên sản xuất từng loại sản phẩm. Nhiều nhà máy làm nhiều
hơn một loại mục sản phẩm, và vì thế mà lịch trình của nhiều loại sản phẩm và nhiều
gói nhu cầu khác nhau có thể rất phức tạp. Thay vì sản xuất những lô lớn cho riêng lẻ
mỗi loại sản phẩm, có những sự điều chỉnh thường xuyên cho phép mỗi sản phẩm được
tạo ra tại takt time của nó. Khi tất cả các sản phẩm được tạo ra tại một takt time riêng
lẻ, hỗn hợp sản phẩm sẽ được cân bằng. Khối lượng cân bằng có thể được làm theo hai
phương thức. Đầu tiên, có những khoảng thời gian mà tại đó nhu cầu khách hàng thực
sự không cao, vì vậy những lệnh đặt hàng hàng ngày có thể được phân bố tại một takt
time hàng ngày, có nghĩa là mỗi ngày, takt time được điều chỉnh với nhu cầu thực sự.
Một công ty cũng có thể giữ mức sản xuất không đổi cho một giai đoạn thời gian, bất
chấp nhu cầu. Ví dụ, hãng có thể chia takt time cho một vài giai đoạn, 6 tuần, sau 6
tuần, takt time có thể được điều chỉnh lên hay xuống, tùy thuộc vào nhu cầu thực thông
qua thời kỳ trước.
Trong một Cross-dock, Heijunka sẽ làm cân bằng thời gian hoạt động vận tải
của hai bên theo cách thức được hỗ trợ bởi các hoạt động JIT. Heijunka được thực hiện
bằng cách lập kế hoạch và thực hiện những chuyến dỡ hàng lặp lại và các tuyến đường
giao hàng tại các khoảng thời gian thống nhất trong suốt cả ngày (ví dụ: tuyến dỡ hàng
1 được lập kế hoạch xuất phát vào lúc 8h sáng, 11h trưa, 2h chiều và 5h chiều). Một
lịch trình tổng thể đảm bảo rằng khối lượng hàng dỡ được cân bằng. Kết quả thu được
GĐ KD3&4_K33_Nhóm 11b Trang 11
Áp dụng nguyên tắc TPS vào Cross - dock
là mức độ, tính đồng nhất, nhịp điệu dòng nguyên liệu thông qua Cross dock sẽ tốt như:
mức khối lượng nguyên vật liệu vận chuyển tại một cơ sở sản xuất tiện lợi, vị trí nhà
cung cấp và Cross-dock.
c. Heijunka box:
Để thực hiện Heijunka trong sản xuất thông qua việc kiểm soát đối với việc sản
xuất khối lượng hỗn hợp sản phẩm với một lịch trình tiên tiến trong dòng lưu chuyển và
thu được lợi ích trong suốt luồng sản xuất, các nhà quản lý đã cung cấp một công cụ
được gọi là Heijunka box. Ý tưởng về Heijunka box được phát minh bởi Toyota nhằm
sắp xếp hệ thống điều hành sản xuất của họ dựa trên Heijunka.
Một Heijunka box điển hình bao gồm các hàng ngang cho từng loại của một dòng
sản phẩm. Giả sử ở đây có 10 loại trong một dòng sản phẩm, có mười hàng dành cho
mỗi sản phẩm riêng lẻ. Các cột dọc trong Heijunka box đại diện cho một khoảng thời
gian sản xuất đồng nhất. Trong những khe khác của Heijunka box, thẻ kiểm soát
Kanban sẽ được đặt vào đó. Số lượng thẻ Kanban là theo số lượng của loại sản phẩm
nhất định trong một khoảng thời gian cụ thể.
.
Bằng cách sử dụng Heijunka box, các mức độ nhu cầu luôn được đáp ứng tại một tỷ
lệ thời gian ngắn và ổn định duy trì sản xuất trong suốt một quy trình, những loại sản
phẩm khác nhau của cùng một dòng sản phẩm được sản xuất thống nhất theo tỷ lệ ổn
định trong một lô có kích thước nhỏ.
GĐ KD3&4_K33_Nhóm 11b Trang 12
Áp dụng nguyên tắc TPS vào Cross - dock
Để giữ cho lịch trình phức tạp có thể được phân chia thời gian và tạo ra hiệu quả,
Kodak Operating System (KOS) cũng sử dụng Heijunka box để thiết lập lịch trình sản
xuất. Một chức năng khác của Heijunka box là được dùng như là một cơ chế phản hồi
thông tin. Một điều dường như hợp lý là nếu các sản phẩm được xuất xưởng và gửi đi
tại một mức nhu cầu trung bình, thì nhu cầu sẽ luôn luôn đầy. Điều đó thì không thực
sự đúng. Nếu các sản phẩm được gửi đi tại mức cầu trung bình và nhu cầu thực là ngẫu
nhiên, sau đó hàng tồn kho tại nơi đến sẽ biến động dữ dội, với sự thiếu hàng quá mức
hoặc là tồn kho quá mức để mà đáp ứng yêu cầu dịch vụ. Điều này là do sự chênh lệch
tích lũy giữa nhu cầu thực tế và nhu cầu trung bình. Heijunka box được thiết lập với hai
giới hạn, giới hạn phía trước và giới hạn phía sau. Những giới hạn này được dùng như
là một tín hiệu rằng có cái gì đó có khả năng sai. Lý tưởng nhất, nó sẽ báo hiệu rằng
nhu cầu trung bình của khách hàng và takt time là không giống nhau, thỉnh thoảng nó
chỉ có tín hiệu là mức chênh lệch tích lũy là cao hay thấp hơn so với các giới hạn thiết
GĐ KD3&4_K33_Nhóm 11b Trang 13
Áp dụng nguyên tắc TPS vào Cross - dock
lập. Khi một trong những giới hạn cần cảnh báo, takt time được điều chỉnh để thích ứng
với tín hiệu.
Khi hàng thành phẩm cần được gửi đến khách hàng, các thẻ Kanban được gửi
đến cái được gọi là hộp 1. Các loại thẻ được chuyển từ hộp 1 sang hộp 2 tại takt time.
Hộp 2 được tách riêng ra theo khoản mục và thời gian trong ngày. Tại một thời điểm
thích hợp, tất cả các khoản mục trong cùng một cột được kéo và gửi đến lô hàng thành
phẩm được phân chia trong kho. Khi hàng thành phẩm đã được chuyển, thẻ Kanban
được trả về hộp 2. Hộp 2 về cơ bản là theo dõi độ lệch tích lũy giữa takt time và nhu
cầu hiện tại, nó có giới hạn trước và sau báo hiệu sự cần thiết một sự thay đổi trong
takt time.
2. Quality through visibility:
Chất lượng chuỗi cung ứng chính là việc duy trì và cải tiến Cross-dock thông qua
Visibility, Poka-yoke và Kaizen.
GĐ KD3&4_K33_Nhóm 11b Trang 14