9.Nghiên cứu phương pháp cắt hồ quang: Nêu nguyên lý, cấu tạo máy. Ứng dụng trong lĩnh vực nào?
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (845.3 KB, 19 trang )
TRƯỜNG ĐH CÔNG NGHIỆP VIỆT-HUNG
KHOA CƠ KHÍ
----------
BÀI TIỂU LUẬN
Đề tài: Nghiên cứu phương pháp cắt hồ quang: Nêu nguyên lý, cấu
tạo máy. Ứng dụng trong lĩnh vực nào?Lấy ví dụ minh họa (hình ảnh,
clip_ nộp bản mềm ghi trên CD)
Giáo viên: Phí Tuấn Sơn
Sinh viên: Dương Đắc Thắng
Lớp: K37_ĐHCK 1
MSV: 1300360
Hà Nội: 4-2016
PHƯƠNG PHÁP GIA CÔNG
CẮT HỒ QUANG
(Plasma Arc Cutting - PAC)
Mục tiêu : Sau khi học nghiên cứu xong chương này, người
nghiên cứu có khả năng sau
- Hiểu khái niệm gia công bằng cắt hồ quang.
- Hiểu, biết nguyên lý gia công bằng cắt hồ quang.
- Tường minh về dụng cụ và thiết bò.
- Biết tường tận các thông số công nghệ.
- Tường minh về phạm vi ứng dụng và hướng phát triển.
I: Khái niệm cơ bản
- Về phương diện vật lý, Plasma là chất khí đã phân hủy và
ion hóa mạnh, tức là hỗn hợp của phân tử, nguyên tử, ion và
điện tử theo một tỉ lệ nhất đònh.
- Một vật chất có trạng thái Plasma nếu động năng trung
bình (W) của các phần tử hạt lớn hơn thế năng ion hóa (U) (bắt
đầu) có sự phân hủy nguyên tử, điện tử tách ra từ hạt của
nguyên tử, ion được cấu thành, nhưng nhỏ hơn 106 eV. Plasma
là một trạng thái vật chất thứ tư, là hỗn hợp có n thành phần
(ion, điện tử và phần tử trung tính).
- Gia công bằng tia Plasma là công nghệ dùng tia Plasma
sinh ra từ hồ quang cháy giữa catod và anod (vật gia công đầu
phun) hoặc bằng tia hồ quang Plasma.
Cắt Plasma – Plasma cutting là một q trình trong đó để cắt thép và các kim loại
khác ở các độ dày cắt khác nhau sử dụng mỏ cắt plasma. Trong phương pháp này
khí trơ ( hoặc khơng khí nén ) được thổi qua vòi phun với áp suất ccao, cung thời
điểm dòng hồ quang điện cũng truyền qua dòng khí này từ vòi phun đến bề mặt vật
cắt, chuyển một phần khí sang thành Plasma. Plasma có nhiệt độ cao làm nóng
chảy kim loại vật cắt, khí thổi với áp suất cao đủ để thổi kim loại nóng chảy ra khỏi
mặt cắt.
- Plasma là tập hợp các hạt tích điện bao gồm số lượng tương đương các ion
dương và các điện tử. Chúng có vài đặc tính của khí nhưng khác với khí là có tính
dẫn điện tốt”. Sự ion hóa khí tạo ra các điện tử tự do và các ion dương giữa các
nguyên tử khí. Khi điều này xảy ra, khí trở thành dẫn điện với khả năng mang dòng
điện.
Một ví dụ của plasma được thấy trong tự nhiên là hiện tượng tia chớp thường hay
xảy ra khi bầu trời có mưa giông. Giống như tia plasma phát ra từ mỏ plasma, tia
chớp phóng từ vị trí này sang vị trí khác, giữa hai đám mây tích điện. Trong không
gian hình thành tia chớp, các loại khí trong không trung là khí ion hóa, trở nên dẫn
điện.
II. Ngun Lí gia cơng :
- Là phương pháp gia công dùng dòng plasma có nhiệt độ từ
10.000 – 14.0000 C để cắt kim loại bằng cách làm cho nó nóng
chảy cục bộ tại vò trí và vùng áp lực của dòng khí đẩy phần
kim loại nóng chảy ra khỏi vò trí đó. Quá trình cắc plasma được
chia làm 2 phần :
+ Đầu tiên dòng khí nóng làm nóng chảy và xuyên thủng
vật liệu.
+ Sau đó dòng plasma được dòch chuyển theo đường dẫn
đã được vạch sẵn để cắt vât liệu.
- Dòng plasma là một hỗn hợp khí của các electron tự do,
các ion dương, nguyên tử và phân tử. Các loại khí thường dùng
để tạo plasma là nitrogen, Argon, Hidrogen hay hỗn hợp các
khí này. Dòng plasma được phát sinh giữa điện cực (Catod)
bên trong vòi phun (thường là tungsten) và chi tiết gia công
(Anod).
- Dòng plasma đi qua dòng nước làm nguội ở đầu vòi phun
và nó được thu hẹp lại thành tia để tác động trực tiếp vào vò trí
yêu cầu. Tia plasma đến chi tiết gia công có vận tốc cao và
nhiệt độ cực nóng tại tâm của nó, nhiệt độ này đủ để cắt đứt
miếng kim loại dày 155,4mm.
Cắt Plasma là quy trình sử dụng miệng đầu phun thích hợp để làm thắt lại luồng
khí ion hóa có nhiệt độ rất cao, sao cho có thể sử dụng để làm nóng chảy và cắt đứt
các kim loại dẫn điện.
Khí dẫn điện (plasma) được sử dụng để chuyển năng lượng âm (-) cung cấp bởi
một nguồn điện từ mỏ plasma đến vật liệu cắt. Mỏ plasma đóng vai trò như là cơng
cụ lắp các phụ tùng tiêu hao và có vai trò cung cấp chất làm mát (khí hoặc nước)
cho các phụ tùng này. Đầu phun và điện cực duy trì tia plasma.
Một tín hiệu khởi động được gửi tới nguồn công suất DC. Khi đó, đồng thời xuất
hiện điện áp mạch hở (OCV) và khí phun ra mỏ.
Sau khi có luồng khí ổn định, mạch tần số cao (HF) được kích hoạt. HF phóng hồ
quang giữa điện cực và đầu phun bên trong mỏ và hồ quang làm cho khí thổi qua
đó bị ion hóa.
Khí dẫn điện tạo nên dòng điện giữa điện cực và đầu phun và kết quả là hình thành
hồ quang mồi (pilot arc).
Khi hồ quang mồi tiếp xúc với vật cắt, hồ quang plasma hình thành giữa điện cực
và vật cắt. Hồ quang plasma làm nóng chảy kim loại, và luồng khí tốc độ cao thổi
đi kim loại nóng chảy.
Chọn khí sử dụng trong cắt Plasma
- Các loại khí được sử dụng trong cắt plasma đều có ưu điểm và nhược điểm của
nó trong quá trình thực hiện cắt cho thép, thép không gỉ và nhôm.
Các loại khí được sử dụng trong cắt Plasma: Không khí được làm sạch, Oxy, khí ni
tơ, hỗn hợp khí Argon – Hidro.
Cắt plasma sử dụng không khí
Khí được sử dụng phổ biến nhất trong cắt plasma, nó cung cấp tốc độ cắt, và chất
lượng cắt tốt với thép cacbon, thép không gỉ và nhôm. Giá thành thấp là một lợi thế
khi sử dụng không khí. Tuy nhiên trước khi được sử dụng không khí phải được làm
sạch, loại bỏ bụi bẩn, hơi nước. Khi sử dụng không khí cần phải chọn hệ thống khí
nén, lọc thích hợp với yêu cầu cắt.
Một trong các vấn đề của cắt plasma sử dụng không khí là ảnh hưởng của nó lên
mối hàn đường cắt plasma. Đường cắt thường có các vùng bị ni tơ hóa, oxy hóa.
Điều này ảnh hưởng đến mối hàn. Nó được giải quyết tốt khi sử dụng dây hàn có
chứa chất khử nito, oxy. Với các ưu điểm tốc độ cắt tốt, xỉ ít, tuổi thọ của các thiết
bị tiêu hao trung bình. Không khí là một lựa chọn tốt nhất cho cắt plasma trong các
xưởng nhỏ.
Cắt plasma sử dụng khí Oxy
Đây là lựa chọn hàng đầu trong các nhà máy khi cắt các tấm thép Carbon vì chúng
mang lại chất lượng mối cắt tốt nhât, tốc độ cắt nhanh nhất. Oxy sẽ tương tác với
thép carbon giảm nhiệt độ nóng chảy do tạo ra oxit tạo đường cắt min hơn do kích
thước hạt nóng chảy nhỏ. Nhược điểm của cắt plasma sử dụng oxy đó là giá thành
của khí sử dụng cao, cũng như tuổi thọ thiết bị tiêu hao thấp. Tuy nhiên thực tế
người ta thường sử dụng khí nito khi bắt đầu hồ quang plasma do đó sẽ cải thiện
được tuổi thọ của thiết bị tiêu hao ngang bằng với cắt plasma sử dụng khơng khí.
Chi phí cho khí oxy và thiết bị tiêu hao cao, nhưng cắt plasma sử dụng khí oxy bù
lại với năng xuất cao và chất lượng mối cắt tốt.
Cắt plasma sử dụng khí ni tơ
Phương pháp được sử dụng phổ biến trong q khứ và nó vẫn là lựa chọn tốt nhất
khi cắt nhơm hoặc thép khơng gỉ do chất lượng đường cắt và tuổi thọ thiết bị tiêu
hao. Tuy nhiên với tấm nhơm hoặc thép khơng gỉ dày trên 0.5 inch thì nên chuyển
sang sử dụng hỗn hợp khí argon + hidro.
Bình thường khơng khí được sử dụng làm khí bảo vệ. Nếu sử dụng CO2 có thể cải
thiện phẩn nào chất lượng cũng như tốc độ cắt. Nước cũng được sử dụng với cắt
plasma nito. Nước đảm bảm đường cắt nhẵn bóng khi cắt nhơm, thép khơng gỉ.
Khi sử dụng với nước cắt plasma nito thường sử dụng bàn cắt nước.
Cắt plasma sử dụng Argon- Hidro
Khi cắt nhơm và thép khơng gỉ dày trên 0.5inch hỗn hợp khí 35% Hidro,65% argon
thường được sử dụng. Hỗn hợp khí cung cấp nhiệt độ cắt plasma cao nhất (với hệ
thống plasma 1000Amp có kèm phun nước sử dụng khí argon-hidro có thể cắt thép
khơng gỉ dày đến 15cm). Cắt plasma sử dụng argon-hidro cung cấp đường cắt cực
kì min với thép khơng rỉ, Nito thường được chọn là khí bảo vệ trong trường hợp
này. Yếu điểm của hệ thống như này đó là chi phí cho thiết bị và chi phí vận hành.
III. Dụng cụ và thiết bị gia cơng :
- Hồ quang Plasma được dùng trong nhiều thiết bò như hàn,
cắt, tiện: trong phần này xin giới thiệu thiết bò tiên bằng
plasma.
- Quá trình xảy ra khi tiện bằng plasma không phải là quá
trình toả nhiệt, tức là không nung nóng vật liệu cần lấy đi mà
dùng tia plasma cực mạnh và mật độ tập trung cao làm nóng
chày bề mặt gia công, bằng động năng nó đẩy kim loại đã
nóng chảy.
- Tia Plasma cực mạnh và mật độ tập trung cao làm nóng
chảy bề mặt gia công, bằng động năng nó đẩy đi lim loại kim
loại đã nóng chảy. Dùng chất khí mà động năng của nó
( Wk =1/2.m.v2) là lớn ở một nhiệt độ nhất đònh. Hỗn hợp khí argonhidrogen có thể thỏa mãn yêu cầu này. Quá trình động lực
trong tiện bằng tia Plasma cũng giống như tiện trên bàn tiện
thông thường, chỉ có điều khác là thay vì dùng dao tiện, ở đây
chúng ta dùng đầu phun Plasma.
- Để tiện thì nên dùng đầu phun có hồ quang trọng, vì trong
trường hợp này điện cực được làm mát bằng nước nối với cực
âm của nguồn phát điện một chiều và từ điện cực đó nó qua
điện cực của vòi phun vơí cực dương của nguồn phát.
- Để cho quá trình được ổn đònh thì phải giữa góc nghiêng
giữa vòi phun plasma với mặt phẳng thẳng góc với mặt gia
công khoảng 600.
Các quá trình hồ quang plasma sử dụng mỏ hồ quang đặc biệt được cải tiến từ mỏ
hàn TIG, trong đó hồ quang wolfram được định hướng qua một ống dẫn khí trơ.
Ống dẫn này được bố trí giữa điện cực wolfram và kim loại nền giúp tránh được sự
khuyếch tán hồ quang, do đó cho phép tập trung dòng hồ quang vào phạm vi hẹp,
làm tăng rõ rệt sự cấp nhiệt hồ quang, tăng nhiệt độ và điện áp hồ quang. Hệ thống
này tạo thành dòng plasma.
Electrode: Điện cực wonlfram được lắp bên trong ống dẫn khơng chạm vào chi tiết
gia cơng. Điện cực được phân cực âm, nếu bị phân cực dương sẽ nhanh chóng bị
hư hại.
Collet: Kẹp kim dùng để giữ và cố định điện cực.
Electrode cap: Chi hàn dùng để giữ kín khí, thay thế kim hàn khi cần.
Welding tip: Đầu phun nơi tập trung khí tạo hồ quang plasma.
Nozzle: Vòi phun khí bảo vệ cung cấp qua ống ngồi tương tự q trình hàn TIG,
bảo vệ vũng hàn xung quanh dòng plasma.
Handle: Tay cầm cách điện chứa các ống dẫn khí, cáp cấp điện, nước làm mát....
Plasma Gas: Ống dẫn khí cho plasma.
Shielding gas: Ống dẫn khí bảo vệ.
Water in: Ống dẫn nước vào.
Water out: Ống dẫn nước ra.
Curent (+)(-): Cáp điện đưa vào đầu mỏ súng hàn.
IV. Các thơng số cơng nghệ :
- Các thông số công nghệ tiện bằng tia Plasma :
+ Tốc độ (Vk)
+ Tốc độ tiến của vòi phun (e).
+ Cường độ dòng điện (I).
+ Điện áp (V).
+ Tốc độ chảy của gaz (Vg).
+ Góc đặt của vòi phun.
- Việc điều chỉnh khoảng cách giữa đầu phun và chi tiết gia
công là quan trọng. Kích thước của một điện cực có thể được
dùng để gia công vật liệu có bề rộng hay bề dày băng cách
điều chỉng thích hợp các thông số như mức năng lượng, loại
khí, tốc độ phun khí, tốc độ di chuyển của đầu phun và góc cắt
- Bằng thực nghiệm người ta tìm ra những trò số tối ưu với
nhiều vật liệu khác nhau. Bảng 5.11 cho ta các trò số cụ thể.
- Để các biến dạng đã vạch sẵn có thể điều khiển vòi phun
plasma bằng tay , tuy nhiên độ chính xác không cao. Để cải
thiện điều này người ta cho gắn đầu phun plasma vào một tay
máy được điều khiển bằng chương trình số như vậy không
nhưng tăng độ chính xác mà tốc độ cắt cũng được tăng lên.
Phương pháp gia công bằng hồ quang plasma có thể cắt được
bất cứ kim loại dẫn điện nào, các vật liệu thường cắt bằng hồ
quang plasma là thép cacbon, thép không rỉ và nhôm.
- Ưu điểm của cắt hồ quang plasma điều khiển bằng chương
trình số là tốc độ cao.Tốc độ cắt dọc theo một đường dẫn nào
có thể lên đến 0,182 m/s cho miếng nhôm dày 6,35 mm; 0,085
m/s cho miếng thép dày 6,35 mm. Tốc độ cắt này giảm dần
với tấm vật liệu dày hơn .Ví dụ tốc độ tối đa khi cắt một miếng
nhôm dày 100 mm là 0,0085 m/s.
- Khi sử dụng tia Plasma, ngoài các biện pháp an toàn lao
động đối với công nhân còn cần thêm những qui đònh nghiêm
ngặt để đề phòng tai nạn. Điện áp không tải của nguồn là 100-
400 V, điện áp làm việc là 80-120 V, có nguy cơ điện giật, cần
chú ý nối đất và cách điện tốt, đồng thời tăng cường các biện
pháp chống nóng và chống bức xạ (tia rơngen, tia hồng ngoại,
tia cực tím . . .).
- Cần đặc biệt chú ý chống ngộ độc, chống nổ gaz. Trong
quá trình làm việc có những chất nóng và hơi độc sinh ra, nên
chỗ sản xuất cần chú ý lắp hệ thống thông hơi mạnh. Cũng
cần lo việc chống tác dụng của tiếng ồn. 400 V, điện áp làm việc là 80-120 V,
có nguy cơ điện giật, cần
chú ý nối đất và cách điện tốt, đồng thời tăng cường các biện
pháp chống nóng và chống bức xạ (tia rơngen, tia hồng ngoại,
tia cực tím . . .).
- Cần đặc biệt chú ý chống ngộ độc, chống nổ gaz. Trong
quá trình làm việc có những chất nóng và hơi độc sinh ra, nên
chỗ sản xuất cần chú ý lắp hệ thống thông hơi mạnh. Cũng
cần lo việc chống tác dụng của tiếng ồn.
V. Phạm vi ứng dụng :
- Hầu hết ứng dụng của gia công bằng plasma là gia công
cắt tấm kim loại.
- Đột lỗ hay gia công cắt dọc theo những đường dẫn xác
đònh
- Có thể gia công được bằng tay hoặc bằng điều khiển CNC.
- Có thể gia công bất cứ kim loại nào. Như : thép cacbon,
nhôm, thép không gỉ.
VI. Ứng dụng cắt Plasma trong các máy gia cơng kim loại
- Cắt plasma hiện nay rất được ưa chuộng bởi nó mang lại hiệu suất cao trong công
việc và vết cắt đẹp. Chúng ta có thể tìm hiểu một số loại máy cắt plasma dưới đây
được được ứng dụng phổ biến trong thực tế hiện nay.
Ứng dụng cắt plasma bằng máy cắt tay
Các máy cắt này có kích thước tương đối nhỏ gọn, do đó dễ dàng di chuyển để cắt
tại hiện trường.
Ứng dụng cắt plasma bằng máy cắt CNC
Được gắn lên máy cắt CNC, mỏ cắt plasma thực hiện cắt các hình bất kỳ theo bản
vẽ AutoCAD. Ứng dụng này được sử dụng rộng rãi trong công nghiệp đóng tàu,
chế tạo thiết bị, chế tạo kết cấu thép…
Sử dụng mỏ cắt plasma trên máy đột dập
Kết hợp tính năng của máy đột dập với mỏ cắt plasma tạo nên thiết bị có tính năng
kép. Thông thường, mũi đột hoạt động tạo thành các lỗ chính xác, trong khi đó mỏ
cắt plasma được dùng để cắt các lỗ kích thước lớn, các đường cắt đa hình và các
đường bao của chi tiết.
Sử dụng mỏ cắt plasma với robot
Các robot là các tay máy đa trục có thể chuyển động theo 3 chiều không gian. Một
mỏ cắt plasma được gắn trên tay robot cho phép cắt các vật liệu có hình dạng bất
kỳ. Vì vậy, nó đảm bảo tính chính xác cao trong từng thao tác cắt.
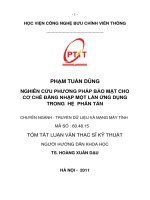
Sơ đồ nguyên lý phun bằng hồ quang plasma
Để tạo nên dòng các ion người ta sử dụng sự phóng điện với khoảng cách lớn giữa
hai điện cực. Hồ quang sẽ cháy
trong một rãnhtrụ kín cách điện với điện cực và đầu mỏ phun , đồng thời nó được
làm nguội mãnh liệt và bị ép bởi
áp lực của dòng khí nén (khí trơ) Nhờ có hệ thống như vậy mà nhiệt độ có thể tăng
lên
Sơ
đồ
nguyên
lý
phun
đắp
bằng
plasma
a/
Sơ
đồ
nguyên
lý
máy
phun
đắp
bằng
plasma
b/
Sơ
đồ
cấu
tạo
đầu
phun
plasma
1- Van n−ớc làm mát, 2 - Bình chứa khí để vận chuyển bột kim loại,
3,6 - van giảm áp, 4 - Thiết bị chuyển tải bột kim loại đắp, 5- Bình chứa khí
ổn định , 7- Van, Thiết bị kích thích hồ quang, 9- Đầu cắt hoặc đầu phun,
10, 11, 12 các công tắc, 13 nguồn điện.
Phạm vi ứng dụng
- Gia công bằng hồ quang Plasma chủ yếu dùng để cắt tấm kim loại.
- Đột lỗ hay gia công cắt dọc theo những đường dẫn xác định.
- Có thể gia công bằng tay hoặc bằng điều khiển CNC (khả năng TĐH cao).
Đầu phun plasma:
Đầu vòi phun dòng Plasma (Nozzel) được làm từ Vonfram (tungsten) (bên trong
vòi) có thể kết hợp với các nguyên tố khác như Cacbon… để tăng tính chịu nhiệt
của nó, BKMetalx cùng một số biện pháp xử lý tăng khả năng chịu nhiêt, kết hợp
với chế độ làm nguội bằng nước ở đầu vòi phun khi Plasma được sinh ra. Đầu vòi
phun ở đây đóng vai trò là Catot còn chi tiết gia công là Anot. Như vậy Plasma
được sinh ra trong khoảng cách giữa đầu voi phun và chi tiết gia công. Nó không
hoàn toàn nằm trong vòi phun.
Phương
pháp
Sơ đồ nguyên lý
gia
công
bằng
tia
điện
tử
Sơ đồ nguyên lý hàn bằng chùm tia điện tử
a- dạng một cấp không có thiết bị tăng tốc
b- dạng một cấp có thiết bị tăng tốc và điều khiển hướng đi của chùm tia
1-Catốt; 2- Catốt điều khiển chùm tia điện tử , 3- Chùm tia điện tử
4-Màng anôt 5- Buồng chân không (khoảng 10-5 - 10-6 mm Hg)
6- Cơ cấu hội tụ chùm tia bằng điện từ trường
7- Cửa quan sát
8- Hệ thống điều khiển hướng đi của chùm tia điện tử bằng từ tr−ờng