Lập quy trình lắp ráp hệ động lực tàu chở hàng khô 800DWT
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (757.54 KB, 85 trang )
MỤC LỤC
MỞĐẦU.....................................................................................................................2
CHƯƠNG 1..............................................................................................................4
GIỚI THIỆU CHUNG..............................................................................................4
CHƯƠNG I: GIỚI THIỆU CHUNG VỀTÀU VÀ HỆĐỘNG LỰC.............................5
TÀU CHỞHÀNG KHÔ 800T....................................................................................5
1.1.Giới thiệu chung về tàu :...................................................................................5
1.1.1.Loại tàu và công dụng :..................................................................................5
1.1.2.Các thông số chủ yếu của tàu :.......................................................................5
1.1.3.Luật và công ước áp dụng..............................................................................5
1.2.Giới thiệu chung về máy :.................................................................................5
1.2.1.Máy chính:.....................................................................................................5
1.2.2.Các thông số cơ bản của động cơ :................................................................6
1.2.3.Các thiết bị kèm theo máy chính :................................................................6
1.2.4.Tổ máy phát điện 6HAL2-DTN :...................................................................7
1.3.Các thiết bị phục vụ hệ động lực.......................................................................8
1.4.Đường trục:.......................................................................................................11
1.5.Các hệ thống phục vụ:.....................................................................................12
1.5.1.Hệ thống nhiên liệu:.....................................................................................12
2.3.1.Các yêu cầu chung:.......................................................................................25
2.3.2.Yêu cầu về công tác chuẩn bị :....................................................................25
2.5.1.Nguyên công thứ nhất: Kiểm tra cân bằng tàu............................................29
2.5.2.Nguyên công thứ hai: Xác định tâm hệ trục...............................................32
+ Các dụng cụ cơ bản gồm: xe cẩu : Căn cứ vào trọng lượng của chong chóng
để chọn xe cẩu....................................................................................................37
+ Chân máy: có chiều dài 1210 mm, chiều rộng 694 mm, chiều dày 60 mm.
Chân máy được khoan tổng cộng 8 lỗ chia đều 2 bên..........................................49
3.2.2.Công tác chuẩn bị cho cẩu máy chính xuống tàu:......................................50
3.2.3.Cẩu máy chính xuống tàu:...........................................................................50
CHƯƠNG 4............................................................................................................62
QUY TRÌNH THỬ& NGHIỆM THU...................................................................62
HỆĐỘNG LỰC........................................................................................................62
CHƯƠNG IV : THỬ& NGHIỆM THU HỆĐỘNG LỰC........................................63
4.1.Mục đích & yêu cầu :.....................................................................................63
4.1.1.Mục đích của công việc thử tàu :................................................................63
4.1.2.Yêu cầu của công việc thử tàu:....................................................................63
4.2.Những quy định chung công tác chuẩn bị :.....................................................63
4.3.Thử các hệ thống thiết bị:................................................................................65
4.3.1.Yêu cầu chung nghiệm thu các hệ thống thiết bị:.......................................65
4.3.2.Nghiệm thu các hệ thống thiết bị:................................................................66
4.3.2.1.Hệ thống dầu đốt........................................................................................67
4.4.MÔ TẢQUY TRÌNH THỬMÁY CHÍNH TẠI BẾN & ĐƯỜNG DÀI.................76
4.4.1.Thông số của máy chính..............................................................................76
4.4.2.Yêu cầu kỹ thuật khi thử máy chính...........................................................77
4.4.3.Chế độ thử tại bến.........................................................................................78
4.4.4.Thử đường dài:..............................................................................................80
Kết luận..................................................................................................................84
1
MỞ ĐẦU
1. LÝ DO CHỌN ĐỀ TÀI
Hiện nay ngành công nghiệp tàu thuỷ ở Việt Nam đang có những bước
phát triển mạnh mẽ cả về quy mô sản xuất của các nhà máy đóng tàu cũng như
về trình độ khoa học kỹ thuật. Với hàng loạt các tàu có trọng tải từ 1000DWT
đến 2000 DWT theo đơn đặt hàng các chủ tàu trong nước đã chứng minh một
điều là đóng tàu Việt Nam ngày càng phát triển
Với một xu thế phát triển mạnh mẽ như vậy thì việc Việt Nam trở thành
một trong những nước có nền công nghiệp đóng tàu lớn và tiên tiến trong tương
lai không xa là điều hoàn toàn có thể. Các công ty, các nhà máy đóng tàu đó
được nhà nước đầu tư xây dựng cơ sở vật chất, hạ tầng đổi mới các trang thiết bị
máy móc để phục vụ cho đóng mới và sửa chữa. Hiện nay nước ta có thể đóng
mới được hầu hết các chủng loại tàu từ tàu hàng , tàu contener , tàu kéo … Từ
tải trọng tải nhỏ đến tải trọng rất lớn do có sự chuyển giao công nghệ từ các nền
công nghiệp đóng tàu hiện đại trên thế giới.
Em chọn đề tài: “ Lập quy trình lắp ráp hệ động lực tàu chở hàng khô
800DWT ” vì đây là một trong những công việc chính trong việc thi công đóng
mới một con tàu và nó cũng là mà hầu hết cá kỹ sư Máy tàu thuỷ phải làm việc
tại các nhà máy đóng tàu.
2. MỤC ĐÍCH
Thực hiên đề tài này không ngoài mục đích tìm hiểu và nghiên cứu mặt
khác còn giúp bản thân làm quen với công việc của một kỹ sư trong tương lai.
Trau dồi học hỏi về chuyên môn, nghiên cứu các vấn đề về lý thuyết và thực tiễn
tìm ra mối quan hệ thực tại giữa chúng trên cơ sở hạn chế về mặt công nghệ của
nước nhà, từ đó tìm ra biện pháp công nghệ phù hợp với thực tiễn .
2
Tìm hiểu những quy trình và những biện pháp công nghệ trong quá trình
lắp ráp thực tế hiện nay của một công ty, nhà máy đóng tàu ở Việt Nam và tìm
hiểu tiếp cận với những quy trình và biện pháp công nghệ trong quá trình lắp ráp
của công nghệ đóng tàu thê giới.
3. PHƯƠNG PHÁP NGHIÊN CỨU ĐỀ TÀI
Kết hợp với sự trải nghiệm, tìm hiểu thực tế các quy trình lắp ráp tại các
nhà máy đóng tàu trong thời gian thực tập tại trường, tham khảo các tài liệu có
liên quan của các tác giả trong và ngoài nước cùng với sự giúp đỡ của giáo viên
hướng dẫn nhằm thực hiện đề tài sao cho phù hợp với thực tiễn Việt Nam và áp
dụng một cách tối ưu nhất.
Do thời gian thực hiện đề tài có hạn, tài liệu thảm khảo còn hạn chế về số
lượng nên mức độ nghiên cứu, tìm hiểu sâu của đề tài bị hạn chế và không thể
tránh khỏi một vài sai sót.
4. Ý NGH ĨA THỰC TẾ CỦA ĐỀ TÀI
Đề tài có thể dung làm tài liệu tham khảo cho các sinh viên đang học tập
trong ngành Máy tàu thuỷ.
Các quy trình trong đề tài có thể được ứng dụng trong các nhà máy đóng
tàu, hoặc có thể được nhà máy tham khảo và ứng dụng có chọn lọc và cải tiến để
phù hợp với điều kiện của nhà máy.
3
CHƯƠNG 1.
GIỚI THIỆU CHUNG
4
CHƯƠNG I: GIỚI THIỆU CHUNG VỀ TÀU VÀ HỆ ĐỘNG LỰC
TÀU CHỞ HÀNG KHÔ 800T
1.1.Giới thiệu chung về tàu :
1.1.1.Loại tàu và công dụng :
Trong ngành giao thông vận tải nói chung, vận tải đường thuỷ nói riêng
chiếm một vị trí vô cùng quan trọng trong nền kinh tế quốc dân. Trong đội tàu
ven biển hiện nay của nước ta thì tàu 1000T và tàu 3000T đang thể hiện rõ sự ưu
việt của mình trong quá trình khai thác và vận chuyển hàng hoá .
Tàu được thiết kế để chở hàng khô. Hệ động lực tàu chở hàng khô 800T
được thiết kế thoả mãn quy chuẩn quốc gia QCVN72: 2013/BGTVT.
1.1.2.Các thông số chủ yếu của tàu :
+ Chiều dài đường nước thiết kế
: LWL = 55,19
(m)
+ Chiều rộng thiết kế
: B = 9,5 (m)
+ Chiều cao mạn
: H = 2,80
+ Lượng chiếm nước
: D = 4428 (T)
+ Hệ số béo thể tích
: CB
+ Hệ số thon tàu
: CP= 0,78
+ Hệ số béo đường nước
: CWP
+ Hệ số béo sườn giữa
: CM= 0,98
+ Công suất máy chính
: Ne = 450 (cv)
+ Tốc độ tàu
:Vs = 14 (hl/h)
+ Vùng hoạt động
: Đường sông
(m)
= 0,77
= 0,82
Buồng máy được bố trí ở vị trí đuôi tàu từ sườn (7÷28). Trong buồng máy
lắp đặt 01 máy chính và các thiết bị phục vụ hệ thống động lực.
1.1.3.Luật và công ước áp dụng
[1]– Quy phạm phân cấp và đóng tàu sông vỏ thép Việt Nam
1.2.Giới thiệu chung về máy :
1.2.1.Máy chính:
+ Tàu chở hàng khô 800T được lắp 01 máy chính lai 01 chong chóng, ký
hiệu WP12C450-21 ,do hang WEICHAI cùa Trung Quốc chế tạo
5
+ Động cơ WP12C450-21 là loại động cơ Diesel cao tốc, bốn kỳ, 6 xilanh
bố trí một hàng thẳng đứng, tăng áp bằng tuabin khí xả, làm mát gián tiếp.
1.2.2.Các thông số cơ bản của động cơ :
+
Công suất định mức
Ne =450 (c.v)
+
Công suất lớn nhất
Ne max =500 (c.v)
+
Vòng quay định mức
n =2100 (v/p)
+
Vòng quay lớn nhất
n max =2150 (v/p)
+
Vòng quay nhỏ nhất
n min = 1150 (v/p)
+
Đường kính xilanh
D = 126 (mm)
+
Hành trình piston
S = 155 (mm)
+
Suất tiêu hao nhiên liệu
ge =188 (g/cv.h)
+
Suất tiêu hao dầu nhờn
gm = 163 (g/cv.h)
+
Số xilanh
i =6
+
Số kỳ
τ=4
+
Trọng lượng
G = 1200 (Kg)
+
Chiều dài bao lớn nhất
L = 1525 (mm)
+
Chiều rộng bệ động cơ
B = 582 (mm)
+
Nhiệt độ lớn nhất của dầu bôi trơn
Td =75 ( 0C )
+
Áp suất dầu bôi trơn trước bầu lọc
(3 ÷ 5,5) Kg/cm2
+
Áp suất dầu bôi trơn sau phin lọc
(3 ÷ 4) Kg/cm2
+
Nhiệt độ lớn nhất của nước ngọt
Tn =88 (0C)
1.2.3.Các thiết bị kèm theo máy chính :
– Bơm LO bôi trơn máy chính
01
cụm
– Bơm nước ngọt làm mát
01
cụm
– Bầu làm mát dầu nhờn
01
cụm
– Bầu làm mát nước ngọt
01
cụm
– Các bầu lọc
01
cụm
– Bơm chuyển nhiên liệu thấp áp
01
cụm
– Bình chứa khí nén khởi động
02
bình
6
– Bầu tiêu âm
01
cụm
1.2.4.Tổ máy phát điện 6HAL2-DTN :
Diesel lai máy phát có ký hiệu 6HAL2-DTN do hãng YANMAR sản xuất, là
diesel 4 kỳ tác dụng đơn, một hàng xy-lanh thẳng đứng, tăng áp, làm mát gián tiếp hai
vòng tuần hoàn, bôi trơn áp lực tuần hoàn kín.
– Số lượng
02
– Kiểu máy
6HAL2-DTN
– Hãng sản xuất
YANMAR
– Công suất định mức, [Ne]
200
kW
– Vòng quay định mức, [n]
1200
rpm
– Số kỳ, [τ]
4
– Số xy-lanh, [Z]
6
– Suất tiêu hao dầu đốt FO,
204
g/kW.h
– Suất tiêu hao dầu đốt LO
20,4
g/kW.h
– Thứ tự nổ
1-4-2-6-3-5-1
– Đường kính xilanh
130
mm
1.2.5. Diesel lai bơm hàng
Diesel lai máy phát có ký hiệu 6HAL2-HTN do hãng YANMAR (JAPAN) sản
xuất, là diesel 4 kỳ tác dụng đơn, một hàng xy-lanh thẳng đứng.
– Số lượng
01
– Kiểu máy
6HAL2-HTN
– Hãng (Nước) sản xuất
YANMAR
– Công suất định mức, [Ne]
160
– Vòng quay định mức, [n]
1200 rpm
– Số kỳ, [τ]
4
– Số xy-lanh, [Z]
6
– Suất tiêu hao dầu đốt FO,
207
g/kW.h
Suất tiêu hao dầu nhờn LO
34
g/kW.h
– Thứ tự nổ
1-4-2-6-3-5-1
– Đường kính xilanh
130
7
kW
mm
–
1.3.Các thiết bị phục vụ hệ động lực
1.3.1. Các két
1– Két dầu đốt dự trữ
– Số lượng
06
– Dung tích
02 x 4
m3
02 x 10,2
m3
02 x 347,5 m3
2– Két dầu trực nhật
+Dầu HFO :
– Số lượng
01
– Dung tích
4,5
m3
+Dầu DO :
– Số lượng
02
– Dung tích
2,4
m3
3– Két dầu lắng
+Dầu HFO :
– Số lượng
01
– Dung tích
4,5
m3
+Dầu LO :
– Số lượng
01
– Dung tích
2,5
4– Két dầu bẩn
+Dầu HFO :
– Số lượng
01
– Dung tích
300L
+Dầu LO :
– Số lượng
01
– Dung tích
300 L
5– Két dầu bôi trơn dự trữ
– Số lượng
01
8
m3
– Dung tích
m3
7,07
1.3.2. Các tổ bơm
1– Tổ bơm dùng chung và chữa cháy
– Số lượng
01
– Lưu lượng
60–115
m3/h
– Cột áp
45–25
mcn
– Công suất
25,3
kW
2– Tổ bơm nước ngọt
– Số lượng
02
– Lưu lượng
3
m3/h
– Cột áp
45
mcn
– Công suất
3,45
kW
3– Tổ bơm vận chuyển dầu
+Dầu HFO :
– Số lượng
01
– Lưu lượng
4.0
m3/h
– Cột áp
30
mcn
+Dầu DO :
– Số lượng
01
– Lưu lượng
4.0
m3/h
– Cột áp
30
mcn
5– Tổ bơm làm mát
– Số lượng
02
– Lưu lượng
65
m3/h
– Cột áp
20
mcn
– Công suất
8,6
kW
1.3.3. Các tổ quạt
1– Tổ quạt thông gió buồng máy
– Số lượng
02
– Lưu lượng
600
9
m3/s
– Cột áp
40 mmAq
2– Tổ quạt khu vực lọc khí thải
– Số lượng
01
– Lưu lượng
50
m3/s
– Cột áp
40
mmAq
3– Tổ quạt buồng bơm
– Số lượng
01
– Lưu lượng
100
m3/s
– Cột áp
40
mmAq
1.3.4. Thiết bị phân ly
1- Máy phân ly dầu bôi trơn :
– Số lượng
01
– Lưu lượng
950
L/h
– Cột áp
15
ppm
2- Máy phân ly dầu HFO :
– Số lượng
01
– Lưu lượng
950
L/h
– Cột áp
15
ppm
1.3.5. Các thiết bị hệ thống khí nén
1– Tổ máy nén khí chính
– Số lượng
02
– Kiểu
Piston 2 cấp
– Lưu lượng
29
m3/h
– Áp suất
3
MPa
– Công suất
6,5
kW
2– Bình chứa không khí nén khởi động
– Số lượng
02
– Dung tích
500
L
– Áp suất
3
MPa
10
1.3.6. Thiết bị bầu sinh hàn
1– Bầu sinh hàn dầu bôi trơn
– Số lượng
01
– Dung tích
33
m2
2– Bầu sinh hàn dầu bôi trơn
– Số lượng
01
– Dung tích
8
m2
1.3.7. Các thiết bị khác trong buồng máy
1– Ắc quy
– Số lượng
01
– Điện áp
12V-120AH
2– Thiết bị đốt dầu nồi hơi
– Số lượng
01
–Công suất
930
kW
– Áp suất
0,49
MPa
3– Bình bọt chữa cháy xách tay
– Số lượng
08
–Dung tích
20
– Số lượng
01
–Nhiệt lượng
180 000 kcal
L
4– Lò đốt
5– Bầu lọc
+ Dầu HFO
– Số lượng
02
+ Dầu LO
– Số lượng
02
1.4.Đường trục:
+ Hệ trục của tàu chở nhựa đường 1700m 3 được bố trí phía đuôi tàu từ
sườn thứ 2 đến sườn thứ 13, hệ trục nằm trên mặt phẳng dọc tâm tàu và cách mặt
phẳng cơ bản là 1900 mm.
11
+ Hệ trục có tổng chiều dài là 6675mm. Hệ trục được bố trí đặt trên củ đỡ
ống bao và gối đỡ trục trung gian.
Hệ trục bao gồm các thành phần cơ bản
sau :
+ Trục chong chóng :
- Số lượng :01
- Chiều dài : 4500 mm
- Chiều dài phần côn lắp ráp với chong chóng : 300 mm
- Chiều dài phần côn lắp ráp với tuôctô : 290 mm
-Đường kính trục chong chóng : ф117 mm
- Độ côn ở hai đầu : 1:12
- Vật liệu : Thép rèn
+ Chong chóng:
- Số cánh :
04 (cánh)
- Đường kính : 1,45 (m)
- Vật liệu :
Ni-Al-Bronze
- Trọng lượng : 330 (KG)
- Kiểu : Chong chóng có bước cố định.
- Tỷ số đĩa :
0,55
1.5.Các hệ thống phục vụ:
1.5.1.Hệ thống nhiên liệu:
*Chức năng và nhiệm vụ :
+ Hệ thống nhiên liệu có nhiệm vụ dự trữ và cung cấp nhiên liệu đảm bảo
cho hệ động lực làm việc bình thường trong suốt thờ gian hành trình quy định
+ Cấp nhiên liệu đưa nhiên liệu từ các kho trên bờ xuống tàu hoặc từ các
phương tiện khác sang
+ Dự trữ nhiên liệu trong các khoang két, bể chứa, đáy đôi trên tàu
+ Lọc nhiên liệu, hâm nóng, phân ly và lọc sạch các tạp chất cơ học, nước
ra khỏi nhiên liệu
+ Đo, kiểm tra mức dầu dự trữ và lượng nhiên liệu tiêu thụ. Thông hơi,
phòng hoả hoạn cháy nổ trong hệ thống đồng thời thu gom dầu bẩn.
12
*Cấp dầu dự trữ:
+ Dầu đốt được cấp từ ngoài tàu vào 06 két dầu dự trữ qua ống cấp dầu
trên boong. Từ đây dầu được cấp lên 01 két trực nhật bằng bơm vận chuyển dầu
đốt. Dầu từ các két dự trữ có thể bơm ra ngoài qua nhánh ống trên boong.
*Cấp dầu cho các máy:
+ Dầu từ két dầu đốt hàng ngày được cấp tới máy chính và các Diesel phụ
nhờ các bơm gắn sẵn trên máy.
+ Dầu thừa hồi từ các Diesel cũng được đưa về két dầu đốt hàng ngày.
Dầu bẩn xả từ két dầu đốt tự chảy về két dầu bẩn.
1.5.2.Hệ thống dầu bôi trơn :
*Chức năng và nhiệm vụ :
+ Hệ thống có nhiệm vụ dự trữ đủ lượng dầu nhờn cung cấp cho các cặp
chi tiết chuyển động ma sát, đảm bảo cho hệ thống động lực làm việc an toàn.
+ Cấp dầu bôi trơn đưa dầu từ các kho trên bờ hoặc các phương tiện thuỷ
khác xuống các khoang dự trữ trên tàu. Dự trữ dầu bôi trơn trong các két chứa.
*Cung cấp dầu bôi trơn :
+ Hệ thống bôi trơn xilanh: Sẽ cấp một lượng dầu nhờn nhất định với một
áp lực nhất định qua các lỗ trên vách xilanh tại những thời điểm nhất định.
+ Trong hệ thống dầu bôi trơn tuần hoàn, dầu nhờn sẽ được vận chuyển
cấp vào trong động cơ hoặc đưa lên thùng áp lực.
*Xử lý dầu bôi trơn :
+ Trong hệ động lực của tàu sử dụng phương pháp xử lý dầu nhờn song
song. Phần lớn dầu sẽ được đưa vào bôi trơn động cơ, một phần sẽ được đưa qua
các thiết bị xử lý cơ học hoặc xử lý hoá học để khôi phục lại tính chất của dầu,
sau đó dầu sẽ được đưa lại két tuần hoàn.
1.5.3.Hệ thống nước làm mát:
*Chức năng và nhiệm vụ:
+ Hệ thống làm mát cho hệ động lực trên tàu có nhiệm vụ chủ yếu là làm
mát động cơ chính, động cơ phụ, máy nén khí, các gối trục chong chóng, các
thiết bị truyền động.
13
+ Do trên tàu, công chất tải nhiệt chủ yếu là nước biển, nên hệ thống phải
đảm bảo sự lưu thông nước biển một cách tuần hoàn, liên tục và ổn định
+ Đo, kiểm tra ,duy trì và điều chỉnh nhiệt độ nước làm mát theo từng chế
độ vận hành của các thiết bị trên tàu
+ Gia nhiệt cho hệ thống lấy nước ngoài tàu vao mùa đông, đảm bảo cung
cấp nước liên tục cho hệ thống, đảm bảo nhiệt độ của nước ngoài tàu vào hệ
thống
*Hệ thống làm mát máy chính: Máy chính được làm mát theo kiểu gián
tiếp qua 2 vòng tuần hoàn:
+ Vòng ngoài: Nước ngoài tàu được bơm làm mát vòng ngoài đưa đến
làm mát bầu làm mát dầu nhờn, bầu làm mát nước ngọt của máy chính rồi xả ra
ngoài mạn. Một phần nước biển làm mát máy chính trước khi ra ngoài được
trích 1 nhánh đưa vào làm mát ổ đỡ trục trung gian, bạc trục chong chóng.
+ Vòng trong: Nước ngọt được bơm nước ngọt đến làm mát máy chính.
Sau khi làm mát xong nước được đưa về bầu làm mát nước ngọt.
*Hệ thống làm mát Diesel máy phát: Diesel máy phát cũng được làm mát
theo kiểu gián tiếp qua 02 vòng tuần hoàn.
+Vòng ngoài: Nước ngoài tàu được bơm làm mát vòng ngoài gắn trên
máy hút qua cửa thông biển ,van và bầu lọc lần lượt đưa đến làm mát nước
ngọt ,bầu làm mát dầu nhờn của các Diesel rồi xả ra ngoài mạm.
+Vòng trong :Nước ngọt di chuyển trong vòng tuần hoàn kín làm mát máy
,bầu làm mát dầu nhờn xong rồi lại về bầu làm mát nước ngọt .Tại bầu làm mát
nước ngọt nhả nhiệt chon nước làm mát .Việc bổ xung nước ngọt nhờ két nước
giãn nở gắn sẵn trên máy.
14
CHƯƠNG 2.
QUY TRÌNH LẮP RÁP HỆ TRỤC
15
CHƯƠNG 2: QUY TRÌNH LẮP RÁP HỆ TRỤC
2.1.Giới thiệu chung về hệ trục:
2.1.1.Nhiệm vụ và công dụng của hệ trục :
+ Truyền mô mem xoắn (công suất ) từ động cơ đến chong chóng .
+ Nhận lực đẩy từ chong chóng truyền cho vỏ tàu và đẩy tàu đi với vận tốc
đã định.
+ Hệ trục có chức năng truyền mômen xoắn từ máy chính đến chong
chóng, nhờ đó chong chóng quay và tạo lực đẩy tàu.
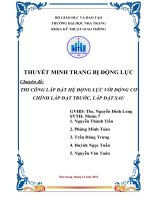
2.1.2.Bố trí hệ trục :
+ Hệ động lực tàu chở hàng khô bao gồm các thành phần sau: Động cơ
chính WP12C450-21, trục cơ, trục chong chóng và ống bao trục.
KÉT NU? C NG? T
4500
Máy chính Wp12c450-21
KÉT D? N LÁI
Ne = 450Hp, n = 2100 v/p
80
800
1400
1010
800
Ðu?ng chu?n
0
10
5
1
2
3
15
4
5
6
20
7
Hình 2.1: Bố trí hệ động lực của tàu chở hàng khô 800T
+ Tàu chở hàng khô được bố trí 1 đường trục do 1 máy chính là động cơ
WP12C450-21 do hãng WEICHAI của Trung Quốc sản xuất.
+ Máy chính được bố trí từ sườn (13÷21). Đường tâm hệ trục nằm trong
mặt phẳng đối xứng, song song và cách mặt phẳng cơ bản 550mm.
+ Hệ trục được bố trí phía đuôi tàu từ sườn thứ 3 tới sườn 13 và có tổng
chiều dài là 4500 mm.
16
2.1.3.Các thành phần hệ trục
2.1.3.1Trục chong chóng:
Công dụng:
+ Nhận mô men xoắn động cơ truyền cho chong chóng
+ Nhận lực đẩy từ chong chóng truyền cho mặt bích của động cơ
+ Là thiết bị nâng đỡ chong chóng trong nước
Các thông số cơ bản:
Hình 2.2: Trục chong chóng
Trục chong chóng được chế tạo bằng thép rèn, và được đặt trên 2 gối đỡ
có kết cấu bạc đỡ bằng cao su ,cốt thép. Một đầu trục chong chóng được lắp với
chong chóng bằng then, còn đầu kia được lắp với trục trung gian bằng bích nối
rời.
2.1.3.2.Bạc trục chong chóng :( Bao gồm 2 bạc: bạc trước và bạc sau )
*Bạc sau:
Công dụng :
+ Đỡ trục chong chóng và trục chong chóng.
+ Bạc chịu tải trọng tĩnh, khi tàu chạy bạc chịu thêm tải trọng động .
Các kích thước cơ bản :
17
Hình 2.4: Bạc sau trục chong chóng
.Vật liệu chế tạo:
+Bạc sau được chế tạo bởi hai lớp : lớp ngoài được làm bằng thép
không rỉ, lớp bên trong được làm bằng cao su ,bạc được bôi trơn bằng nước biển.
Đăc tính lắp ghép:
+ Bạc trục chong chóng được lắp với trục chong chóng với dung sai
ф178H7/js6 lắp với ống bao trục chong chóng với dung sai ф250h6-0.06 và ф250h60.06
*Bạc trước :
Công dụng :
+ Đỡ trục chong chóng và toàn đồ trục chong chóng chong chóng.
+ Bạc chịu tải trọng tĩnh, khi tàu chạy bạc chịu thêm tải trọng động.
Các kích thước cơ bản:
Hình 2.5: Bạc trước trục chong chóng
18
Vật liệu chế tạo:
+ Bạc sau được chế tạo bởi hai lớp: lớp ngoài làm bằng thép không rỉ,
lớp bên trong được làm bằng cao su, bạc được bôi trơn bằng nước biển.
Đăc tính lắp ghép:
+ Bạc trục chong chóng được lắp với trục chong chóng với dung sai
ф178H7/js6, lắp với ống bao trục chong chóng với dung sai ф250h6 -0,06 và
ф250h6-0,06. Định vị bạc đỡ với ống bao bằng 6 vít hãm M12.
2.1.3.4.Ống bao trục chong chóng:
Công dụng:
+ Đỡ toàn bộ hệ trục chong chóng
+ Bảo vệ hệ trục chong chóng
Kích thước cơ bản:
Hình 2.6: Ống bao trục chong chóng
Vật liệu chế tạo:
+ Ống bao được chế tạo bằng thép đúc. Sau khi chế tạo xong ống
bao được thử bền với áp suật thử: Pth = 2 KG/cm2
Đặc tính lắp ghép:
+ Dung sai lắp ghép của ống bao với trục:
•
Ф178H7+0,057 và ф177H7+0,057
•
Ф250h6-0,04 và ф300h6-0,04
•
19
2.1.3.5.Chong chóng
Công dụng:
+ Tạo ra lực đẩy cần thiết để đẩy tàu đi với tốc độ yêu cầu
+ Chong chóng là loại chong chóng có bước cố định, chiều quay
phải
Kích thước:
+ Đường kính chong chóng:
Dp = 900 (mm)
+ Số cánh:
Z=4
+ Tỷ số đĩa:
θ = 0,55
+ Trọng lượng:
G =430 (KG)
+ Then chong chóng:
(cánh)
Thép 45
+ Vòng quay:
Phải
Vật liệu chế tạo chong chóng:
Ni-Al-Bronze
Đặc tính lắp ghép:
+ Chong chóng được lắp với trục chong chóng bằng phương pháp
lắp chặt có then định vị, kích thước của then là : LxBxH: 185x32x18.
2.1.3.6.Bích nối
Công dụng:
+ Nối hai đầu trục giữa trục chong chóng với hộp số
+ Truyền mômen xoắn và lực đẩy
Kích thước:
20
Hình 2.7: Bích rời
Vật liệu:
+ Vật liệu chế tạo:
Thép 35
Đặc tính lắp ghép
+ 4 lỗ bulông ф38 , 4 lỗ bulông ф40 lắp ráp theo chế độ H7/js6
+ Bích nối được lắp chặt với đầu trục chong chóng được định vị bằng then.
2.1.3.7.Mũ thoát nước
Công dụng:
+ Cố định chong chóng với trục
+ Bảo vệ đầu trục chong chóng
Kích thước:
+ Đường kính mũ:
D = 200 mm
+ Chiều dài mũ thoát nước:
L = 125 mm
Hình 2.8: Mũ thoát nước
Vật liệu:
+ Vật liệu chế tạo mũ thoát nước:
Thép 45
Đặc tính lắp ghép:
+ Mũ thoát nước được lắp với trục chong chóng bằng:
•
04 vít cấy M20x45
•
04 vít cấy M16x30
21
2.2.Giới thiệu và phân tích lựa chọn phương án lắp ráp:
2.2.1.Vấn đề lắp ráp
+ Công việc lắp ráp hệ trục xuống tàu gồm các công việc sau: Công tác
chuẩn bị, xác định tâm hệ trục, định tâm hệ trục và lắp ráp các nhóm trục.
+ Việc lựa chọn phương án định tâm và lắp ráp hệ trục tuỳ thuộc vào kết
cấu của hệ trục và tính chất sản xuất của nhà máy.
2.2.2.Các phương án lắp ráp
2.2.2.1.Phương án 1: Lắp ráp toàn bộ hệ trục và động cơ trên triền đà
Tiến hành đồng bộ: Máy chính và hệ trục được định tâm và lắp ráp trước
khi con tàu được hạ thuỷ.
*Ưu điểm:
+ Công việc lắp ráp hệ động lực có nhiều thuận lợi, không bị ảnh hưởng
bởi sự tác động của sóng gió. Thuận lợi trong việc vận chuyển các trang thiết bị.
+ Thời gian thi công được rút ngắn. Độ đồng trục không bị ảnh hưởng do
biến dạng của vỏ tàu. Độ tin cây cao, hạ giá thành sản phẩm.
*Nhược điểm:
+ Sẽ xuất hiện sai sót vì từ trên đà xuống dưới nước thì toàn bộ các chi tiết
sẽ bị biến dạng dễ sinh ra sai sót quá giới hạn cho phép.
+ Đòi hỏi việc gia công và lắp ráp các chi tiết cần phải có độ chính xác cao
+ Phương pháp này chỉ thích hợp với nền công nghiệp đóng tàu tiên tiến
với trình độ tổ chức quản lý và trang thiết bị phải đồng bộ và hiện đại.
2.2.2.2.Phương án 2: Lắp hệ trục trên triền đà, động cơ lắp sau khi hạ thuỷ
Lắp đặt hệ đường trục, lắp đặt máy chính sau khi hạ thuỷ, căn chỉnh theo
đường trục làm chuẩn.
*Ưu điểm:
+ Sai số về lắp ráp ít và nếu có sai số thì cũng chỉ nằm trong giới hạn cho
phép, động cơ chính dễ cân bằng chính xác hơn.
+ Các chi tiết không cần độ chính xác cao như phương án lắp ráp 1, nên
quá trình gia công các chi tiết không gặp nhiều khó khăn
22
+ Yêu cầu kỹ thuật không đòi hỏi cao về tay nghề của lực lượng công
nhân lắp ráp. Phù hợp với các nhà máy đóng tàu của Việt Nam
*Nhược điểm:
+ Quá trình lắp ráp công kềnh, một số công việc nặng phải thực hiện khi
tàu hạ thuỷ sẽ gặp khó khăn trong khâu vận chuyển các thiết bị.
+ Thời gian thi công dài hơn, phức tạp hơn do tàu bị dao động bởi ảnh
hưởng của sóng gió, giá thành lắp cao
2.2.2.3.Phương án 3: Lắp động cơ trước, hệ trục sau
Lắp đặt máy chính trước căn chỉnh theo đường tâm lý thuyết hệ trục sau
đó mới lắp ráp hệ trục các công việc được tiến hành trên triền đà.
*Ưu điểm :
+ Thi công theo phương pháp này gọn nhẹ, chỉnh tâm của hệ trục theo
tâm của động cơ thì dễ dàng hơn, rút ngắn thời gian lắp ráp
+ Việc lắp ráp không bị ảnh hưởng bởi sự nghiêng hay tàu dao động do
sóng gió, giảm nhẹ một số chi phí về vận chuyển.
*Nhược điểm :
+ Khi hạ thuỷ phần vỏ tàu dễ gây biến dạng các chi tiết lắp ráp của hệ
thống động lực dễ gây sai số lắp ráp vượt quá giới hạn cho phép.
+ Đường tâm sẽ bị sai lệch so với đường tâm lý thuyết, lúc đó tiến hành
khắc phục sẽ khó khăn phức tạp
+ Đòi hỏi yêu cầu kỹ thuật cao, chỉ phù hợp với nền công nghiệp đóng tàu
tiên tiến, trang thiết bị hiện đại.
*Nhận xét các phương án:
+ Phương án 1: Thích hợp với các xí nghiệp có đầy đủ các trang thiết bị
máy móc, lực lượng công nhân có trình độ tay nghề khá.
+ Phương án 2: Thích hợp với các xí nghiệp nhà máy vừa và nhỏ ,với lực
lượng công nhân có trình độ không đồng đều, trang thiết bị vật tư hạn hẹp.
+ Phương án 3: Thích hợp với các xí nghiệp nhà máy có trang thiết bị
hiện đại, công nhân có trình độ tay nghề cao, đầy đủ vật tư cần thiết.
23
*Lựa chọn phương án lắp ráp:
Tập đề tài này lựa chọn phương án 1 đó là lắp đặt hệ trục, động cơ trên
triền đà.
2.2.3.Các phương pháp xác định đường tâm hệ trục
2.2.3.1.Phương pháp căng dây
Phương pháp này chỉ áp đối với các tàu có đường trục ngắn.
*Ưu điểm:
+ Phương pháp này đơn giản dễ thực hiện
+ Phù hợp nhà máy đóng tàu ở Việt Nam có trang thiết bị chưa hiện đại.
*Nhược điểm:
+ Phương pháp này cho độ chính xác không cao do có sự sai lệch bởi
trọng lượng của dây.
+ Phụ thuộc nhiều vào kinh nghiệm tay nghề của người thợ.
2.2.3.2.Phương pháp chiếu sáng
Phương pháp này áp dụng được đối với các tàu có đường trục dài và kết
cấu buồng máy phức tạp.
*Ưu điểm:
+ Phương pháp này có thời gian chuẩn bị ngắn, tiến độ thi công diễn ra
nhanh chóng
+ Phương pháp này cho độ tin cậy và độ chính xác cao hơn phương pháp
căng dây. Không phụ thuộc nhiều vào không gian của buông máy.
*Nhược điểm:
+ Đối với phương pháp chiếu sáng việc điều chỉnh các đich ngắm khác
phức tạp
+ Thời gian công chỉ thực hiện được vào ban đêm.
2.2.3.3.Phương pháp dùng tia laze
Phương pháp này áp dụng chủ yếu đối với các nền công nghiệp đóng tàu
tiên tiến.
*Ưu điểm:
+ Phương pháp này cho độ tin cậy và độ chính xác rất cao
24
+ Thời gian bắt đầu chuẩn bị tới lúc thi công được rút ngắn rất nhiều.
+ Quá trình thi công và triển khai công việc dễ dàng
*Nhược điểm:
+ Phương pháp này chỉ áp dụng với các nhà máy có các trang thiết bị hiện
đại và động bộ.
+ Chi phí cho xác định đường tâm hệ trục cao hơn các phương pháp trước.
*Nhận xét các phương án:
+ Phương án 1: Phương pháp này không đòi hỏi nhiều về các trang thiết
bị hiên đại, phù hợp với nhà máy đóng tàu nhỏ
+ Phương án 2: Đối với phương pháp này được áp dụng phổ biến ở các
nhà máy đóng tàu ở Việt Nam. Bởi phương pháp này cho độ chính xác khá cao
mà trang thiết bị không đòi hỏi nhiều.
+ Phương án 3: Hầu như chỉ áp dụng với các nhà máy đóng tàu ở ngoài
nước bởi phương pháp này đòi hỏi có các trang thiết bị hiện đại và đồng bộ.
*Lựa chọn phương án:
Tập đề tài này lựa chọn phương án 1 đó là xác định đường tâm hệ trục
tàu chở hàng khô 800T bằng phương pháp căng dây.
2.3.Yêu cầu chung quá trình lắp ráp:
2.3.1.Các yêu cầu chung:
Để hoàn thành lắp ráp hệ trục xuống tàu, phải thực hiện các công việc sau:
+ Công tác chuẩn bị
+ Kiểm tra cân bằng tàu
+ Xác định tâm hệ trục
+ Lắp ráp và cố định các thành phần hệ trục
+ Kiểm tra và nghiệm thu hệ trục
2.3.2.Yêu cầu về công tác chuẩn bị :
+ Sống đuôi được lắp ráp, cố định thân tàu, các công việc kiểm tra, hoàn
chỉnh sai số nếu có của các kích thước lắp ráp tổng đoạn lái và sống đuôi phải
nằm trong giới hạn cho phép
25