NGHIÊN cứu xác ĐỊNH độ CỨNG lớp PHỦ bột hợp KIM 67ni18cr5si4b lên bề mặt CHI TIẾT TRỤC THÉP c45 bị mòn BẰNG PHƯƠNG PHÁP PHUN NHIỆT KHÍ HVOF
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (664.01 KB, 8 trang )
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
NGHIÊN CỨU XÁC ĐỊNH ĐỘ CỨNG LỚP PHỦ BỘT HỢP KIM
67Ni18Cr5Si4B LÊN BỀ MẶT CHI TIẾT TRỤC THÉP C45 BỊ MÒN
BẰNG PHƯƠNG PHÁP PHUN NHIỆT KHÍ HVOF
IDENTIFYING THE ADHERENCE OF THE HARDNESS LAYER OF 67Ni18Cr5Si4B
ON THE SURFACE OF CORRODED STEEL SHAFT C45 USING THE METHOD
OF HIGH VELOCITY OXYGEN-FUEL (HVOF)
PGS. TS. Đinh Văn Chiến
Trường Đại học Mỏ - Địa chất, Hà Nội
TÓM TẮT
Cùng với sự phát triển mạnh mẽ của khoa học kỹ thuật, các máy móc thiết bị trong các
ngành công nghiệp hoạt động với công suất ngày càng lớn và làm việc trong các điều kiện
khắc nghiệt. Do đó, các chi tiết phải đáp ứng các yêu cầu về độ bền và độ chịu mài mòn cao.
Để đáp ứng được các yêu cầu trên, đòi hỏi phải có những vật liệu tổ hợp lớp bề mặt có tính
năng đặc biệt như đảm bảo độ cứng, chịu mài mòn..., còn kim loại nền có tính dẻo cao. Báo
cáo này giới thiệu một số kết quả nghiên cứu thực nghiệm công nghệ phun phủ HVOF để
phục hồi một số chi tiết bị mòn, tạo ra lớp phủ bề mặt có độ cứng cao, độ chịu mài mòn tốt
đáp ứng yêu cầu sản xuất. Đồng thời cũng nêu ra kết quả nghiên cứu khảo sát ảnh chụp tổ
chức tế vi vùng lân cận biên giới liên kết giữa hai lớp. Kết quả nghiên cứu tạo cơ sở khoa học
cho việc tính toán, lập quy trình công nghệ phun phủ tạo lớp bề mặt phục hồi các chi tiết bị
mòn hoặc tạo lớp bề mặt mới có cơ tính cao đối với các loại bột hợp kim và kim loại nền khác
bằng phương pháp phun HVOF.
Từ khóa: phun phủ HVOF, bột phun 67Ni18Cr5Si4B, lớp phủ, độ cứng.
ABSTRACT
Along with the remarkable development of science and technology, the machinery and
equipment in industries operate with greater and greater capacity and run under extreme
conditions. Therefore, parts have to meet the requirements for durability and high abrasion
resistance. In order to meet the aforementioned requirements, it is necessary to produce material
combination and surface having special properties such as hardness assurance, abrasion
resistance …, and base metal with high ductility. This report reveals some results of the
experimental research on HVOF spraying to recover some worn parts, form surface coatings
with high hardness, good abrasion resistance in order to meet the production requirements. In
addition, the survey results of photomicrograph of border vicinity linking two layers are
indicated. The research results provide the scientific basis for the calculation and scheme for
spraying to form surface layers recovering worn parts or form new surface layerswith high
mechanical properties for other alloy powder and base metal powder with HVOF spraying.
Keywords: high velocity oxygen fuel (HVOF), 67Ni18Cr5Si4B, coating, hardness.
1. ĐẶT VẤN ĐỀ
Trong những năm gần đây, cùng với việc phát triển khoa học, công nghệ của các ngành
kỹ thuật, công nghiệp [3], nhu cầu ứng dụng các công nghệ mới tiên tiến ngày càng nhiều. Để
đáp ứng yêu cầu đó, các thiết bị, máy móc được nhập ngoại ngày càng nhiều. Trong quá trình
làm việc, các chi tiết máy chịu sự tác động của ngoại lực như: ma sát, mài mòn, ăn mòn... Yêu
cầu nâng cao chất lượng sản phẩm và kéo dài tuổi thọ của các kết cấu chi tiết là điều kiện tiên
quyết [3]. Công nghệ phun phủ HVOF đã giải quyết cơ bản những vấn đề này [4], tiết kiệm
392
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
được nhiều chi phí do không phải mua mới các chi tiết thay thế đắt tiền và đã thu được những
thành tựu to lớn. Sự phát triển của phun nhiệt HVOF là một bước tiến quan trọng trong ngành
công nghiệp. Ưu điểm của công nghệ phun HVOF là tạo ra lớp phủ bề mặt có độ cứng cao, độ
chịu mài mòn tốt. Đồng thời, không gây ra ứng suất nhiệt lớn như khi hàn đắp và độ bám dính
tốt hơn nhiều so với các phương pháp phun phủ khác như phun hồ quang, phun Plasma.
Trong báo cáo này, tác giả trình bày kết quả nghiên cứu xác định độ cứng lớp phủ bột hợp
kim 67Ni18Cr5Si4B lên bề mặt chi tiết trục thép C45 bị mòn bằng phương pháp phun nhiệt
khí HVOF.
2. VẬT LIỆU, THIẾT BỊ VÀ PHƯƠNG PHÁP NGHIÊN CỨU
2.1. Vật liệu phun phủ
Trong quá trình nghiên cứu và thử nghiệm tác giả sử dụng vật liệu phun là bột hợp kim
67Ni15Cr5Si4B (ký hiệu theo tiêu chuẩn ngành của Nga là 67H18X5C4P); vật liệu nền là
thép C45 với các thành phần hóa học và cơ tính của thép theo TCVN 8301: 2009, các mẫu thử
nghiệm có cùng một kích thước ∅ x L = 60 x 20mm, số lượng mẫu là 27 mẫu [2].
2.2. Hệ thống thiết bị phun phủ
Hiện nay trên thế giới có nhiều loại thiết bị phun phủ HVOF. Các thiết bị phun HVOF
đều hoạt động theo một nguyên lý chung. Trong điều kiện thí nghiệm tác giả sử dụng thiết bị
phun HVOF (Model: MP-2100 Manual HVOF Control Panel, của hãng General Metal Alloys
Intl (GMA) - Bỉ).
Hình 1. Hệ thống thiết bị phun nhiệt tốc độ cao HVOF [1]
2.2.1. Súng phun [1]
Súng phun HIPOJET-2700 là loại súng phun chắc chắn và linh hoạt, được thiết kế đặc
biệt phù hợp với tất cả khí nhiên liệu. Thiết bị làm việc đảm bảo độ tin cậy và hiệu quả, có thể
điều chỉnh để phun bằng tay hoặc phun tự động bằng máy.
2.2.2. Bộ điều khiển [5]
Bộ điều khiển MP-2100 là bộ phận quan trọng nhất trong hệ thống phun bột. Nó là một
công cụ mạnh được thiết kế để điều chỉnh an toàn cho cả hệ thống và đo lưu lượng khí oxy,
khí đốt và không khí đến súng phun. Kết nối giữa các nguồn cung cấp khí đốt và súng phun,
và là thành phần giúp cho chất lượng lớp phủ đạt mức tốt nhất.
03 đồng hồ đo trên bảng điều khiển được dùng để đo lưu lượng: oxy (0 - 21 kg/cm2),
khí đốt (LPG /Propane) (0 - 10 kg/cm2) và khí nén (0 - 10 kg/cm2). Áp suất và lưu lượng
được cài sẵn thông qua việc điều chỉnh khí và không khí đều được trang bị trên bình chứa khí
393
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
và thiết bị điều khiển khí nén tương ứng. Bảng điều khiển cũng bao gồm cả 3 thước đo lưu
lượng của các chất khí oxy, nhiên liệu, khí nén.
Lưu lượng cũng có thể được điều chỉnh bởi các van cung cấp. Điện áp đầu vào cung cấp
cho bảng điều khiển là 220 V/1 P/ 50 Hz (110V optional).
2.2.3. Nguyên lý phun phủ HVOF
Trong quá trình phun phủ HVOF, các thông số được điều chỉnh trong phạm vi miền
khảo sát quy hoạch thực nghiệm với L = 0,1÷0,3m, V = 800÷1200m/s và m = 300÷500g/ph.
Nguyên lý phun phủ HVOF được mô tả trong Hình 2 [1]: Một hỗn hợp của nhiên liệu khí
hoặc chất lỏng (khí hydro, khí mê-tan, propan, propylen, acetylene, khí tự nhiên,...) hoặc các
chất lỏng (dầu lửa,...) và oxy được đưa vào buồng đốt, nơi chúng được đốt cháy và đốt cháy
liên tục. Tạo thành khí nóng với áp suất gần bằng 1 MPa qua vòi phun hội tụ - phân kì và đi
qua một đoạn thẳng với vận tốc vượt quá tốc độ của âm thanh, một phần bột phun được đưa
vào trong dòng khí tại tốc độ lên đến 800 m/s. Hỗn hợp khí cháy và bột hướng về bề mặt được
phủ. Bột kim loại tan chảy trong dòng khí cháy và dính lên bề mặt. Kết quả là hình thành các
lớp phủ có độ xốp thấp và lực liên kết cao.
Hình 2. Nguyên lý phun nhiệt khí tốc độ cao HVOF [1]
2.3. Thông số đo, thiết bị đo và phương pháp tiến hành
Độ cứng là đặc tính của vật liệu và cũng là một
trong những chỉ tiêu đánh giá chất lượng lớp phủ. Để
kiểm tra, đánh giá chất lượng lớp phủ thông qua độ
cứng, tác giả sử dụng máy đo độ cứng tế vi Duramin 2
(Hình 3) theo tiêu chuẩn, Vickers: DIN EN ISO 6507
phần 1-3, ASTM E-384-99.
Quá trình kiểm tra độ cứng được thực hiện như
sau: mẫu thử sau khi cắt từ đối tượng phủ được mài
bóng không còn các vết xước trên bề mặt, đảm bảo
yêu cầu kỹ thuật và được lắp cố định trên bộ gá mẫu
Hình 3: Máy đo độ cứng Duramin 2
đảm bảo độ bằng phẳng, giúp cho quá trình đo chính
xác. Thông qua ống kính xác định vị trí cần đo, điều chỉnh các thông số kỹ thuật trên màn
hình cảm ứng. Mũi thử kim cương hình chóp 4 cạnh có kích thước tiêu chuẩn, góc giữa các
mặt phẳng đối diện là 1360 (±30) sẽ tự động di chuyển vào vị trí, hạ thấp và ấn vào bề mặt
mẫu dưới tác dụng của các tải trọng đã được lập trình, sau đó ống kính di chuyển về vị trí ban
đầu để phân tích mũi thử (Hình 4) [6].
Sau khi cắt bỏ tải trọng, tiến hành đo đường chéo d của vết lõm, kết quả đo hiển thị trên
màn hình số.
Độ cứng Vickers tính bằng F/S. Lấy lực thử F chia cho diện tích bề mặt lõm S. Bề mặt
lõm S được tính theo độ dài trung bình hai đường chéo d. Bề mặt lõm được tạo thành khi tác
dụng một lực vào mẫu thử với mũi đột kim cương, hình chóp. Góc tạo giữa hai mặt đối nhau
cùng đỉnh được thể hiện trong Hình 5.
394
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
Hình 5. Hình dạng vết đo Vickers [6]
Hình 4. Vết đo độ cứng Vickers [6]
Quy trình đo độ cứng Vickers được cụ thể hóa trên sơ đồ Hình 6:
Hình 6. Quy trình đo độ cứng bằng phương pháp Vickers [6]
3. KẾT QUẢ NGHIÊN CỨU
Quá trình tiến hành và đo độ cứng được thực hiện theo thứ tự từ ngoài lớp phủ bột hợp
kim Ni67Cr18Si5B4 (phía phải) vào trong lõi thép C45 (phía trái) với tải trọng nhỏ được thể
hiện trong Hình 9. Từ đó cho thấy kích thước các vết ấn có giá trị tăng dần từ phần lớp phủ sang
phần lõi thép trên ảnh cấu trúc tương ứng với mẫu khảo sát số 02 và mẫu số 18 trong quy hoạch
thực nghiệm. Kết quả đo độ cứng các lớp trên mẫu sau hiệu chỉnh công nghệ cho trong Bảng 1.
Nhận xét:
Từ số liệu cho trong Bảng 1 và hình ảnh chụp cấu trúc tế vi vùng liên kết 2 lớp giữa nền
thép C45 và bột hợp kim 67Ni18Cr5Si4B trong Hình 9 cho thấy: lớp phủ nhận được trên các
mẫu thí nghiệm có độ mịn, tỷ lệ tạp chất ở bên trong lớp phủ ít, độ cứng lớp phủ đạt được
trong khoảng hơn 500HV. điều đó chứng tỏ lớp phủ thực hiện bằng công nghệ phun HVOF
có chất lượng khá tốt.
Độ cứng lớp nền thép C45, lớp biên giới liên kết và lớp phủ hợp kim 67Ni18Cr5Si4B trên
các mẫu sau hiệu chỉnh công nghệ được khảo sát, đạt trung bình tương ứng là: nền thép = 193.0
HV; trung gian = 346.3 HV và lớp phủ = 577 HV (mẫu không qua xử lý nhiệt sau phun phủ);
Độ cứng lớp phủ bột hợp kim 67Ni18Cr5Si4B có giá trị trung bình cao hơn khoảng 3
lần so với độ cứng lớp nền thép C45 ở phần lõi và có giá trị giảm dần theo hướng kính. Điều
này có thể giải thích là do các phần lớp phủ hợp kim ở phía ngoài mẫu có khả năng tản nhiệt
ra môi trường xung quanh nhanh hơn nên chúng được làm nguội nhanh hơn các lớp phủ ở
phía bên trong. Ngoài ra, lõi thép bên trong trước khi phun phải được nung nóng sơ bộ vì thế
các phần lớp phủ hợp kim phía trong nguội chậm hơn các phần lớp phủ phía ngoài. Độ cứng
395
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
lớp trung gian giữa lớp phủ hợp kim và lớp nền thép C45 đạt trung bình 280,5 ÷ 522,3 HV,
cao hơn độ cứng lớp nền thép C45.
STT
Bảng 1. Độ cứng lớp phủ bột hợp kim 67Ni18Cr5Si4B trên nền thép C45 bằng
phương pháp HVOF
Độ cứng theo thứ tự vết đo (HV)
Ký
hiệu
Lớp nền thép C45
Lớp trung gian
Lớp phủ
mẫu
(từ ngoài vào)
(biên giới liên kết)
(từ ngoài vào lõi)
1.
000
201; 181; 192
(Trung bình: 191.3)
372; 287; 281
(Trung bình: 313.3)
530; 375; 598; 599; 431
(Trung bình: 506.6)
2.
010
221; 186; 196
(Trung bình: 201.0)
378; 304; 292
(Trung bình: 324.7)
378; 438; 532; 591; 583
(Trung bình: 504.4)
3.
020
198; 195; 209
(Trung bình: 200.7)
338; 387; 265
(Trung bình: 330.0)
380; 392; 452; 601; 594
(Trung bình: 483.8)
4.
100
277; 211; 187; 217
(Trung bình: 223.0)
340; 269; 410
(Trung bình: 339.7)
545; 570; 589; 616;
(Trung bình: 580)
5.
110
227; 261; 188; 200
(Trung bình: 219.0)
310; 287; 406
(Trung bình: 334.3)
541; 556; 588; 506
(Trung bình: 547.7)
6.
120
223; 255; 161; 233
(Trung bình: 218.0)
277; 423; 357
(Trung bình: 352.3)
551; 542; 573; 606
(Trung bình: 568)
7.
200
287; 213; 200; 198
(Trung bình: 229.0)
506; 214; 533
(Trung bình: 417.7)
442; 614; 593; 628;
(Trung bình: 569.2)
8.
210
267; 196; 211; 185
(Trung bình: 214.8)
527; 282; 473
(Trung bình: 427.3)
464; 611; 587; 613
(Trung bình: 568.7)
9.
220
272; 202; 212; 208
(Trung bình: 223.5)
254; 467; 542
(Trung bình: 421.0)
456; 605; 571; 623
(Trung bình: 563.7)
10.
001
230; 184; 197
(Trung bình: 203.7)
274; 287
(Trung bình: 280.5)
521; 551; 574; 601;
(Trung bình: 561.7)
11.
011
218; 186; 206
(Trung bình: 203.3)
263; 307; 281
(Trung bình: 283.7)
596; 463; 567; 598
(Trung bình: 553.7)
12.
021
220; 194; 190
(Trung bình: 201.3)
260; 286; 272
(Trung bình: 272.7)
556; 460; 594; 607
(Trung bình: 554.2)
13.
101
261; 223; 220; 212
(Trung bình: 229.0)
286; 359; 608
(Trung bình: 417.7)
365; 693; 684; 614; 534; 452
(Trung bình: 557)
14.
111
237; 245; 219; 222
(Trung bình: 230.8)
308; 333; 574
(Trung bình: 405.0)
372; 534; 452; 673
(Trung bình: 507.7)
15.
121
272; 214; 218; 231
(Trung bình: 233.8)
324; 313; 589
(Trung bình: 408.7)
346; 544; 423; 597
(Trung bình: 482)
16.
201
262; 219; 211
(Trung bình: 230.7)
267; 296
(Trung bình: 281.5)
380; 454; 499; 403;
(Trung bình: 434)
17.
211
247; 233; 226
(Trung bình: 235.3)
276; 324
(Trung bình: 300.0)
511; 320; 375; 503
(Trung bình: 427.2)
396
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
18.
221
255; 228; 233
(Trung bình: 238.7)
282; 347; 306
(Trung bình: 311.7)
357; 562; 403; 498
(Trung bình: 455)
19.
002
311; 231; 184; 222
(Trung bình: 237.0)
600; 540; 427
(Trung bình: 522.3)
589; 605; 680; 489; 554
(Trung bình: 583.4)
20.
012
323; 216; 187; 213
(Trung bình: 234.8)
589; 476; 497
(Trung bình: 520.7)
562; 589; 656; 491; 634
(Trung bình: 532.4)
21.
022
328; 219; 193; 227
(Trung bình: 241.8)
458; 576; 381
(Trung bình: 471.7)
473; 607; 634; 567; 542
(Trung bình: 564.6)
22.
102
229; 223; 173; 183
(Trung bình: 202.0)
274; 438
(Trung bình: 356.0)
418; 630; 621; 684; 410
(Trung bình: 552.6)
23.
112
227; 218; 186; 214
(Trung bình: 211.3)
368; 389
(Trung bình: 378.5)
521; 613; 578; 634; 451
(Trung bình: 559.4)
24.
122
222; 226; 192; 180
(Trung bình: 205.0)
287; 362; 413
(Trung bình: 354.0)
433; 561; 642; 681; 470
(Trung bình: 557.4)
25.
202
223; 186; 170; 190
(Trung bình: 192.3)
399; 263; 393
(Trung bình: 351.7)
704; 623; 587; 554;
(Trung bình: 617)
26.
212
221; 192; 176; 181
(Trung bình: 192.5)
380; 277; 387
(Trung bình: 348.0)
518; 404; 689; 652
(Trung bình: 565.7)
27.
222
219; 185; 180; 188
(Trung bình: 193.0)
412; 366; 261
(Trung bình: 346.3)
416; 507; 702; 683
(Trung bình: 577)
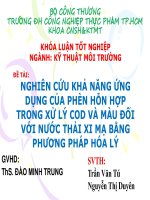
Tổ chức tế vi và độ cứng tế vi vùng lân cận biên giới 2 lớp
Tổ chức tế vi và độ cứng của các lớp vật liệu sau phun phủ bằng phương pháp HVOF là
các tiêu chí đánh giá chất lượng tổng hợp. Kết quả khảo sát ảnh chụp tổ chức tế vi tại vùng
biên giới giữa lớp phủ bột hợp kim 67Ni18Cr5Si4B và lớp thép nền C45 cho ở Hình 9.
Lõi thép
Biên giới
lớp phủ
Lõi thép
a) Mẫu số 02, x100
Biên giới
lớp phủ
a) Mẫu 18, x100
Lõi thép
Lớp phủ
b) Mẫu số18, x500
c) Mẫu số 18, x500
Hình 9. Ảnh chụp cấu trúc tế vi vùng liên kết 2 lớp giữa nền thép C45 và bột hợp kim
67Ni18Cr5Si4B
397
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
Phân tích kết quả thí nghiệm trên Hình 9 cho thấy:
1) Trên mẫu thí nghiệm số 02 (Hình 9a): vùng biên giới giữa 2 lớp, nền thép C45 và lớp
phủ bột hợp kim 67Ni18Cr5Si4B rất tốt trên toàn bộ chiều dài mẫu khảo sát, điều đó chứng tỏ
rằng lớp phủ có độ bám dính tốt. Các vết ấn của đầu đo nhận được trong 2 lớp vật liệu khảo
sát có kích thước hình học khác nhau cụ thể là: kích thước các vết ấn trong lớp phủ nhỏ hơn
kích thước vết ấn trong nền thép, điều đó cho thấy: độ cứng của lớp phủ hợp kim lớn hơn độ
cứng của nền thép.
2) Ở mẫu thí nghiệm số 18 (Hình 9a, 9b, 9c): biên giới 2 lớp nền thép C45 và lớp phủ
bột hợp kim 67Ni18Cr5Si4B rất tốt trên toàn bộ chiều dài mẫu khảo sát, điều đó chứng tỏ
rằng lớp phủ có độ bền bám dính rất tốt. Khi đo độ cứng của 2 lớp vật liệu trên mẫu thí
nghiệm số 18 cũng tương tự như mẫu thí nghiệm số 02: cho thấy kích thước vết ấn trong lớp
nền thép lớn hơn kích thước vết ấn trong lớp phủ hợp kim điều đó chứng tỏ độ cứng lớp phủ
hợp kim lớn hơn độ cứng lớp nền thép.
3) Với độ phóng đại lớn hơn (mức x500) các vết ấn lõm trong lớp phủ hợp kim (Hình
9c) và vết lõm trong nền thép C45 (Hình 9b) càng cho thấy rõ kích thước hình học của chúng
khác nhau, điều đó càng làm rõ thêm những nhận xét đối với cả 2 mẫu thí nghiệm số 02 và
18.
a) Mẫu số 01, x100
b) Mẫu số 01, x200
c) Mẫu số 8, x100
d) Mẫu số 8, x200
Hình 10. Ảnh chụp tổ chức tế vi vật liệu trên biên giới liên kết 2 lớp giữa nền thép C45
với lớp phủ bột hợp kim 67Ni18Cr5Si4B
Phân tích kết quả thí nghiệm trên Hình 10 cho thấy:
1) Tổ chức tế vi lớp phủ hợp kim đối với mẫu số 01, nhận được sau phun phủ cho trên
Hình 10a và 10b (có độ phóng đại x100 và x200 tương ứng). Biên giới liên kết giữa lớp thép
C45 (ở phía trái) và lớp phủ bột hợp kim 67Ni18Cr5Si4B (ở phía phải) tương đối tốt. Tuy
nhiên, trên ảnh chụp tổ chức tế vi vật liệu mẫu thí nghiệm này có phát hiện thấy một vài đoạn
cấu trúc cục bộ trên biên giới 2 lớp và trong lớp phủ hợp kim có màu đen, có thể đây là lỗ
xốp, điều này làm giảm độ bền bám dính 2 lớp, nhưng đó cũng chính là tính chất đặc trưng
của công nghệ phun phủ. Tổ chức tế vi lớp nền thép C45 là kim loại đặc xít.
2) Tổ chức tế vi lớp phủ hợp kim đối với mẫu số 8, nhận được sau phun phủ cho trên
Hình 10c và 10d (có độ phóng đại x100 và x200 tương ứng). Biên giới liên kết giữa lớp nền
thép C45 (ở phía trái) và lớp phủ bột hợp kim 67Ni18Cr5Si4B (ở phía phải) nhận được cũng
398
Kỷ yếu hội nghị khoa học và công nghệ toàn quốc về cơ khí - Lần thứ IV
khá tốt. Tuy nhiên ở đây vẫn tồn tại các đoạn cấu trúc cục bộ màu đen tương tự như đối với
mẫu số 01 và số lượng của chúng tăng đáng kể, do đó độ bền bám dính giữa hai lớp cũng bị
giảm đi đáng kể.
Từ kết quả khảo sát trên mẫu số 01 và mẫu số 08 khi phun bột hợp kim 67Ni18Cr5Si4B
trên nền thép C45 cho thấy, cấu trúc tế vi tại vùng biên giới liên kết giữa hai lớp có ảnh hưởng
lớn tới chất lượng lớp phủ nói chung và độ bền bám dính, độ xốp và độ cứng nói riêng. Vì khi
vùng biên giới liên kết giữa hai lớp có tỷ lệ % cấu trúc cục bộ màu đen tăng thì độ bám dính
sẽ giảm, độ xốp tăng và độ cứng giảm, và ngược lại.
4. KẾT LUẬN
Quá trình nghiên cứu thực nghiệm đã xác định được các giá trị về độ cứng lớp phủ bột
hợp kim 67Ni18Cr5Si4B trên nền trục thép C45 bằng công nghệ phun HVOF với chế độ phun
theo quy hoạch thực nghiệm. Chụp ảnh và phân tích cấu trúc tế vi vùng biên giới liên kết hai
lớp để đánh giá độ cứng của lớp phủ. Kết quả nghiên cứu có thể ứng dụng để tính toán, lựa
chọn chế độ công nghệ phun hợp lý trong việc phục hồi các chi tiết dạng trục làm việc trong
môi trường chịu ma sát, mài mòn hoặc tạo ra vật liệu mới... Kết quả nghiên cứu cũng có thể
làm tài liệu tham khảo trong việc xây dựng quy trình và lựa chọn thông số phun hợp lý trong
công nghệ phun phủ HVOF với các loại bột phun và kim loại nền khác nhau trong việc phục
hồi các chi tiết máy bị mòn.
TÀI LIỆU THAM KHẢO
[1]. Đinh Văn Chiến, Đinh Bá Trụ, Kỹ Thuật phun nhiệt tốc độ cao HVOF, HVAF, D-Gun.
NXB Khoa học & Kỹ thuật, Hà Nội, 2014.
[2]. Trần Văn Dũng, Nghiên cứu ứng dụng công nghệ phun phủ để nâng cao chất lượng bề
mặt chi tiết máy (Luận án Tiến sĩ kỹ thuật), Viện Nghiên cứu Cơ khí, 2012.
[3]. />[4] />[5]. www.metalspraysupplies.com/mssa/images/brochure%20hipojet%202700%20man.pdf
[6]. />THÔNG TIN TÁC GIẢ
PGS. TS. Đinh Văn Chiến, giảng viên chính Trường Đại học Mỏ - Địa chất, Hà Nội;
Email: 0913.214.028
(Địa chỉ: Đinh Văn Chiến - 459 - Trương Định - Tân Mai - Hoàng Mai - Hà Nội)./.
399