CHƯƠNG 8 KIỂM TRA & GIẢI ĐOÁN PHIM BỨC XẠ - tài liệu huấn luyện RT cấp 2
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (17.34 MB, 30 trang )
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
CHƯƠNG 8
KIỂM TRA & GIẢI ĐOÁN PHIM BỨC XẠ
8.1. KIỂM TRA ẢNH CHỤP BỨC XẠ:
Bước quan trọng nhất trong kỹ thuật chụp ảnh bức xạ là xem xét và kiểm tra ảnh
chụp bức xạ. Quá trình xem xét ảnh chụp bức xạ phải cẩn thận tỉ mỉ để thấy được những
chi tiết trên ảnh ở mức rõ nhất, vì nếu ở điều kiện thông thường thì không thể nhìn thấy
các chi tiết đó. Để có được các điều kiện xem xét & kiểm tra ảnh chụp bức xạ cần thiết
thì các yếu tố sau đây phải thỏa mãn những yêu cầu nhất định : độ đen của ảnh chụp bức
xạ, cường độ ánh sáng đèn đọc phim, ánh sáng nền và độ nhạy của mắt người. Những yếu
tố này sẽ được trình bày một cách chi tiết trong chương này.
Độ đen : Để đạt được độ nhạy cực đại qua việc quyết định độ đen tối ưu và những
điều kiện xem phim thích hợp, cần đặc biệt lưu ý là độ đen phim và độ sáng của màn soi
phim là những thông số ảnh hưởng tương hỗ nhau. Khái niệm độ tương phản tối thiểu có
thể quan sát được có nghĩa là sự khác biệt về độ đen có thể nhận thấy được trên một
phim đang để trên màn soi của đèn đọc phim, phụ thuộc vào độ sáng của ánh sáng đi qua
phim đến mắt người quan sát và mức độ thích nghi với bóng tối của người quan sát. Giả
sử rằng, mức độ phát hiện một chi tiết mảnh thí dụ như các đường thẳng có độ tương
phản thấp (ảnh của vết nứt.v.v…) cũng phụ thuộc vào độ sáng của ảnh giống như đã hiển
thị trên mắt người quan sát. Bởi vậy có những thông tin (chỉ thị) trên ảnh chụp bức xạ sẽ
không thể thấy được, ngay cả khi nó được soi dưới một độ sáng thích hợp. Bằng cách
thực hiện việc thay đổi độ sáng của đèn đọc phim (thường là tăng) thì có thể nhìn thấy
được thêm nhiều chi tiết. Vì vậy “độ đen đúng” chỉ có nghĩa với sự thừa nhận rằng đã sử
dụng sự chiếu sáng với độ sáng thích hợp và ngược lại các điều kiện xem phim thích hợp
phải liên quan đến độ đen của phim đang được xem. Hầu hết những quy phạm thực hành
chụp ảnh chụp bức xạ quy định một độ đen cho phép dựa vào những đặc trưng tương
phản độ đen của các loại phim tia X tốt có trên thị trường. Độ đen cho phép trên phim
được quy định trong những quy phạm này thường là gần bằng 2.0 đối với phim dùng
cùng với các màn tăng cường làm bằng kim loại, nhưng đôi khi được kiến nghị độ đen
cao đến 3.0.
Độ sáng của đèn đọc phim : Yêu cầu về độ sáng của đèn đọc phim được chi tiết
hóa cho ba giá trị độ đen của phim là 1.0, 2.0 và 3.0. Những giá trị độ sáng khác cho dải
độ đen trung gian suy ra bằng phương pháp nội suy. Dải độ đen lớn hơn 4.0 thường
không được sử dụng. Ngoài ra đối với độ sáng của màn soi phim thì cần phải chú ý đặc
biệt đến độ chói. Phim có kích thước hạt mịn sẽ làm tăng độ tương phản lên đến một giá
trị độ đen rất cao (ít nhất là 6) và để nhận được một độ nhạy cực đại thì cần phải sử dụng
độ đen cao như vậy. Nếu thiết kế được đèn đọc phim có cường độ ánh sáng cao thích hợp
cho dải độ đen này thì sẽ phát sinh những vấn đề nghiêm trọng với độ chói khi ta thay đổi
phim hoặc che chắn kém, như vậy ưu điểm vốn có của độ đen cao sẽ có khuynh hướng
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
mất đi. Màu của ánh sáng phát ra từ đèn đọc phim thường là màu trắng nhưng có thể chấp
nhận được dải màu giữa cam và xanh nhạt.
Cường độ ánh sáng chiếu qua ảnh chụp bức xạ không được nhỏ hơn 30 cd/m và
những lúc có thể đạt gần bằng 100 cd/m hoặc lớn hơn. Sau đây là yêu cầu về độ sáng của
đèn đọc phim cho các giá trị độ đen phim tương ứng.
Đối với phim có độ đen 1.0 : 300cd/m.
Đối với phim có độ đen 2.0 : 3000cd/m.
Đối với phim có độ đen 3.0 : 30000cd/m.
Trong trường hợp không có loại máy đo cường độ sáng thích hợp, độ sáng của màn
soi phim có thể kiểm tra được nhờ hầu hết các máy đo thời gian chiếu sáng ảnh chụp
thông thường. Khi đó phải đặt phần tử cảm biến sát với màn soi và đặt tốc độ phim là100
ASA. Sau đó đọc giá trị thời gian chiếu sáng 0.01 tại f:10 tương ứng với giá trị độ sáng
màn soi phim là 1000 cd/m
Ánh sáng nền : Ánh sáng nền phải khuếch tán, nhưng không cần phải khuếch tán
hoàn toàn; như khi sử dụng một tấm kính trắng đục mỏng là đủ đạt yêu cầu (bề dày càng
lớn thì hấp thụ ánh sáng càng nhiều và vì thế làm giảm độ sáng trên màn soi). Vùng được
chiếu sáng phải được che chắn để đạt được vùng (ô cửa sổ) soi phim tối thiểu theo yêu
cầu. Các cạnh phim luôn phải được che chắn, nếu trên phim có những vùng có độ đen
nhỏ hơn hẳn độ đen tại nơi đang kiểm tra, thì chúng cũng phải bị che lại hoàn toàn. Ảnh
chụp bức xạ phải được kiểm tra trong phòng tối hoặc trong phòng kín, lưu ý trong phòng
phải giữ ánh phản xạ từ bề mặt phim trực tiếp đến mắt người quan sát càng ít càng tốt. Độ
sáng của tấm kiếng trắng đục được đặt trong vị trí của phim để chắn ánh sáng xung quanh
phải không vượt quá 10% cường độ ánh sáng của vùng trên phim đang chiếu sáng để
kiểm tra. (Giá trị này có thể được kiểm tra bằng một máy đo thời gian chiếu sáng ).
Thị lực của người quan sát : Tất cả những người đọc phim hàng năm phải kiểm
tra thị lực tại khoảng cách xem phim thông thường của họ. Nếu cần thiết phải đeo kính để
đọc phim hoặc dùng một thấu kính phóng đại. Tất cả những người đọc phim phải đọc
được những chữ và số trong các bảng chữ và số để kiểm tra mắt (bảng Jaeger), đó là :
(a)
Khoảng cách nhìn phải bằng 20/30 hoặc tốt hơn bằng một bên mắt, không đúng
hoặc là đúng.
(b)
Khả năng nhìn gần phải đọc được tối thiểu số 2 của bảng Jaeger hoặc tương
đương loại chữ có kích thước không nhỏ hơn 30cm của bảng Jaeger chuẩn cho khả
năng nhìn gần bằng một bên mắt, đúng.
(c)
Khả năng nhìn thấy màu phải đủ sao cho người quan sát có thể phân biệt và nhận
ra sự khác nhau về độ tương phản giữa các màu được sử dụng trong phương pháp
NDT có liên quan.
Sự thích nghi với bóng tối phụ thuộc rõ rệt vào những điều kiện chiếu sáng mà
người giải đoán ảnh trải qua trước khi bắt đầu xem phim, những quy tắc cố định này là
không đổi. Theo chỉ dẫn, một người giải đóan ảnh đi từ ngoài ánh sáng mặt trời vào phải
chờ ít nhất 10 phút trong điều kiện chiếu sáng dịu trước khi bắt đầu xem phim, nếu từ
một phòng thiết kế có ánh sáng nhân tạo thông thường thì chỉ cần khoảng 30s là đủ. Thời
gian thích nghi phải là một khoảng thời gian liên tục. Nếu như mắt của người quan sát
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
chịu toàn bộ ánh sáng của đèn đọc phim trong lúc đổi phim thì cần ít nhất 30s để thích
nghi lại.
Khoảng cách quan sát phim phải là khoảng cách mà người quan sát đã qua quá
trình kiểm tra thị lực nhưng khoảng cách lớn nhất là 40cm. Việc sử dụng thấu kính có độ
phóng đại thấp (× 3 đến × 4) cho những vùng thích hợp là rất cần thiết và nên thường
xuyên sử dụng.
Bên cạnh những yếu tố được trình bày ở trên, việc giải đoán ảnh bức xạ yêu cầu sự
tập trung cao độ và đầu óc phải yên tĩnh. Nếu cần thì nên sử dụng một phòng riêng biệt,
yên tĩnh ở nơi ít có tiếng ồn.
Thích hợp nhất là có một máy đọc phim với độ sáng thay đổi cho được hai mức
cường độ cao và thấp theo mong muốn của người đọc phim.
8.2. ĐÁNH GIÁ CHẤT LƯỢNG CỦA ẢNH BỨC XẠ.
Chất lượng ảnh chụp bức xạ có thể được xác định dưới dạng độ tương phản, độ xác
định, độ hạt hiện ra trên một ảnh chụp bức xạ. Những yếu tố chất lượng trên lại bị ảnh
hưởng bởi một số lượng lớn các yếu tố khác mà trong số đó là : năng lượng bức xạ, quá
trình lọc, bề dày mẫu, mật độ và nguyên tử số của mẫu vật được kiểm tra, kích thước
nguồn, khoảng cách từ nguồn đến phim (FSD) và khoảng cách từ mẫu đến phim (OFD),
bức xạ tán xạ, sự kết hợp giữa phim với màn tăng cường và giữa loại phim với quá trình
xử lý tráng rữa phim. Nhìn chung một quá trình cải tiến chất lượng ảnh chụp bức xạ có
thể là như sau:
(i)
Năng lượng của bức xạ :
Hạ thấp năng lượng bằng cách sử dụng tia X tương đối đơn giản hơn dùng bức xạ
gamma, cho trường hợp các thành mỏng sẽ cải thiện đáng kể độ tương phản và do vậy cải
thiện chất lượng ảnh chụp bức xạ.
(ii)
Sử dụng phim có kích thước hạt mịn hơn:
Việc sử dụng phim có kích thước hạt mịn hơn cũng làm cho thời gian chiếu kéo
dài. Mức độ của chất lượng cao cho ảnh mịn hơn. Do đó nhận biết được các khuyết tật
nhỏ hơn.
(iii)
Sự tiếp xúc giữa màn tăng cường và phim :
Sự tiếp xúc giữa màn tăng cường và phim gây ảnh hưởng tốt hoặc xấu lên ảnh chụp
bức xạ và tiếp đó là chất lượng ảnh, chỉ được kiểm tra một cách hệ thống sau hai năm.
Hai thông số thay đổi ảnh hưởng rõ rệt trong quá trình này là :
-
-
Độ đen của phim thấp hơn đáng kể khi phim và màn tăng cường cách
nhau một khoảng cách quá lớn do sự suy giảm hiệu ứng tăng cường của màn tăng
cường
Sự suy giảm chất lượng ảnh, nếu được biểu diễn bằng số chất lượng ảnh,
cũng có thể đo được ngay cả khi khoảng cách giữa màn tăng cường và phim chỉ
bằng khoảng một vài phần mười millimet.
Hai yếu tố trên chỉ ra sự cần thiết của việc sử dụng các cassette chân không hoặc
phim và màn tăng cường được bọc trong chân không và được đóng kín bởi nhà sản xuất
(phim Vacumpack của Agfa).
TRUNG TÂM HẠT NHÂN TP.HCM
(iv)
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Bức xạ tán xạ :
Mặc dù các tiêu chuẩn thực hành yêu cầu sử dụng một tấm chắn để giới hạn chùm
bức xạ sơ cấp tại cửa sổ ống phát tia X hoặc từ nguồn phóng xạ, mục đích nhằm làm
giảm sự chiếu xạ không mong muốn lên những vùng của mẫu vật kiểm tra không được
khảo sát, trong thực tế thì việc đặt một tấm chắn bức xạ tán xạ ở đằng sau phim tương đối
khó thực hiện. Như ta đã biết, các tấm che chắn như vậy không thể cố định một cách đơn
giản bằng cách sử dụng các miếng nam châm hoặc các loại băng keo chuyên dùng. Tuy
nhiên , bất chấp những sự khó khăn này ta phải vẫn chú ý đến việc che chắn như một yếu
tố quan trọng; nếu các khối sinh ra tán xạ nằm ở vùng lân cận (khoảng cách < 1.5m), nó
có thể bị tương tác bởi chùm tia bức xạ sơ cấp, sẽ sinh ra bức xạ tán xạ chiếu lên phim
làm giảm độ tương phản.
Trong thực tế thì rất phức tạp và tốn kém để đánh giá chất lượng ảnh chụp bức xạ
bằng cách đo độ tương phản, độ xác định và độ hạt trên mỗi ảnh chụp bức xạ. Thay vào
đó chất lượng ảnh sẽ được xác định bằng cách sử dụng vật chỉ thị chất lượng ảnh (IQI)
mà hiện nay có nhiều loại khác nhau. Mục đích sử dụng IQI là có được một khái niệm về
khả năng phát hiện khuyết tật và khả năng này được thể hiện dưới dạng độ nhạy IQI.
Dải độ nhạy IQI mong muốn cho một công việc chụp ảnh chụp bức xạ tốt nhất nằm
trong khoảng từ 1 đến 2%. Khi đánh giá độ nhạy ảnh chụp bức xạ bằng IQI, phải quan sát
thấy các loại IQI thích hợp trên phim tương ứng với từng loại bề dày mẫu (phù hợp theo
loại và bề dày vật kiểm tra). Phương pháp đặt IQI trên mẫu vật kiểm tra là bước quan
trọng kế tiếp cần phải lưu ý. Độ nhạy sau đó được tính toán từ ảnh chụp bức xạ của dây
hoặc bậc nhìn thấy được trên phim bằng cách sử dụng công thức đã cho trong phần 6.2.
Phải xem xét quy trình xử lý tráng rữa phim và đo độ đen của ảnh chụp bức xạ.
Chúng ta biết rằng chất lượng của ảnh chụp bức xạ có độ tương phản đặc biệt sẽ tốt hơn
khi có độ đen cao hơn, chỉ có các ảnh chụp bức xạ có độ đen thích hợp mới được giải
đoán và đánh giá, dải độ đen từ 1.5 đến 3.0 thường được coi như một dải chuẩn. Quy
trình xử lý tráng rữa phim tự nó tạo ra những chỉ thị giả trên phim có thể làm cho ta lẫn
lộn và nhầm lẫn khi đánh giá các khuyết tật thực sự. Những chỉ thị giả đó cần phải được
xem xét cẩn thận trước khi giải đoán phim. Những chỉ thị giả này đôi khi được gọi là ảnh
“lừa dối” hay phim artifact mà đã được giải thích trong phần 5.9. Những phim được sử
dụng phải càng mới càng tốt và có độ mờ nằm trong giới hạn cho phép. Trong nhiều
trường hợp độ đen mờ tới 0.3 coi như không đáng kể. Cần phải biết được nguồn gốc gây
ra độ mờ. Nếu phim bị lão hoá thì cần phải chuyển đổi kho lưu giữ; nếu do tán xạ hoặc do
quá trình hiện để quá lâu thì cần phải tiến hành những phép đo chính xác. Mỗi một ảnh
chụp bức xạ phải có một ký hiệu nhận dạng để có thể đưa ra kích thước, vị trí của những
khuyết tật xuất hiện trên phim liên quan đến kích thước, vị trí của khuyết tật thật bên
trong mẫu vật được kiểm tra. Điều này quan trọng khi sữa chữa cũng như để đánh giá
chấp nhận hay loại bỏ mẫu vật.
Ngoài ra, tất cả những yếu tố khác gây ảnh hưởng đến chất lượng ảnh chụp bức xạ
phải được tìm hiểu một cách thấu đáo cũng như xác minh để đánh giá một cách phù hợp.
Kiểm soát có hiệu quả để cải tiến được chất lượng ảnh chụp bức xạ.
8.3.
BẢN CHẤT CỦA CÁC BẤT LIÊN TỤC TRONG KỸ THUẬT KIỂM TRA
BẰNG CHỤP ẢNH BỨC XẠ.
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Ảnh chụp bức xạ là một ảnh bóng của mẫu vật ghi nhận được trên phim ảnh khi
bức xạ tia X hoặc tia gamma truyền qua mẫu vật. Để nhận được một ảnh chụp bức xạ thì
phải đặt mẫu cần chụp nằm ở giữa nguồn phát tia X/tia gamma và một phim dùng trong
chụp ảnh bức xạ, rồi thực hiện chiếu chụp trong một khoảng thời gian được xác định
trước. Diện mạo của ảnh bóng một khuyết tật bị ảnh hưởng bởi : hình dạng của khuyết
tật; hướng của khuyết tật tương ứng với hướng của chùm tia bức xạ so với mặt phẳng của
phim; kích thước của nguồn cũng như khoảng cách từ nguồn đến khuyết tật và đến phim.
Xét về khía cạnh hình học của quá trình tạo ảnh bóng thì chỉ có tính chất truyền thẳng của
bức xạ tia X hoặc tia gamma mới là quan trọng. Vì vậy, chúng ta sẽ nghiên cứu quá trình
tạo ảnh bóng dưới dạng ánh sáng bình thường.
Các khuyết tật có hình dạng khác nhau sẽ có những dạng ảnh bóng khác nhau. Ta
biết rằng một khuyết tật có kích thước ba chiều sẽ có ảnh chụp bức xạ là hai chiều (giống
như hình chiếu trong vẽ kỹ thuật). Ví dụ, một lỗ khí trong thực tế có dạng hình cầu thì
ảnh chụp bức xạ của nó sẽ có dạng là một hình tròn, một vết nứt trong thực tế có chiều
dài, chiều rộng và độ sâu; nếu phát hiện được thì ảnh chụp bức xạ của nó có dạng là một
đường thẳng. Ảnh chụp bức xạ của các vết lõm co và các khuyết tật dạng hình trụ khác sẽ
xuất hiện trên ảnh chụp bức xạ với những hình dạng khác nhau phụ thuộc vào hướng của
chúng tương ứng với hướng truyền chùm tia bức xạ.
Nguồn
Nguồn
Khuyết tật
Phim
(a)
Nguồn
Khuyết tật
Khuyết tật
Phim
(b)
Phim
(c)
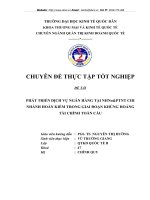
Hình 8.1. Tác động của (a) chùm bức xạ vuông góc, (b) chùm bức xạ xiên góc (c) phim bị
nghiêng trong quá trình tạo bóng.
Nếu hướng truyền chùm tia bức xạ không vuông góc hoặc nếu mặt phẳng của
khuyết tật không song song với mặt phẳng của phim thì ảnh bóng sẽ bị biến dạng (méo)
như biểu diễn trong hình 8.1. Do vấn đề méo ảnh nên đôi khi một khuyết tật với ảnh bóng
bị méo có thể giải đoán nhầm lẫn thành loại khuyết tật khác. Mặc dù trước khi thực hiện
chụp ảnh bức xạ ta có thể không có bất kỳ một thông tin nào về hướng của các khuyết tật
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
đang hiện hữu nên cần phải cố gắng thực hiện làm sao đặt phim càng song song với mẫu
vật kiểm tra và càng vuông góc với hướng truyền chùm tia bức xạ càng tốt.
Độ nét của hình ảnh hay độ xác định ảnh sẽ phụ thuộc vào kích thước của nguồn,
khoảng cách từ mẫu vật đến phim và khoảng cách từ nguồn đến phim. Ta có thể đạt được
độ xác định ảnh tốt hơn bằng cách sử dụng nguồn phát bức xạ có kích thước tiêu điểm
phát bức xạ càng nhỏ càng tốt, hoặc giữ khoảng cách từ nguồn đến phim càng lớn càng
tốt và đặt phim càng sát với mẫu vật càng tốt. Giá trị độ nhòe hình học (Ug) cho phép đối
với một phép thử nghiêm ngặt nằm trong khoảng ≤ 0.025mm, trong khi đối với quá trình
kiểm tra thông thường là ≤ 0.05mm. Dựa trên những giá trị này, thì khoảng cách từ
nguồn đến phim tối thiểu đối với một quá trình kiểm tra nghiêm ngặt được cho bởi công
thức sau :
d * (F + 1)
0.025
Trong đó : d là bề dày của mẫu vật kiểm tra và F là đường chéo của tiết diện ngang
tiêu điểm phát chùm tia bức xạ.
SFD min =
Đối với quá trình kiểm tra thông thường thì giá trị khoảng cách từ nguồn đến phim
tối thiểu được cho bởi công thức :
SFD min =
d * (F + 1)
0.05
Các khuyết tật nằm gần sát với phim (nghĩa là nằm ở những phần phía dưới trong
một mẫu vật dày) sẽ có độ xác định tốt hơn so với các khuyết tật nằm ở cách xa phim hơn
(nghĩa là nằm ở những phần phía trên trong một mẫu vật).
8.3.1. Một số khuyết tật điển hình trong quá trình kiểm tra bằng chụp ảnh bức xạ
Về cơ bản thì phương pháp kiểm tra bằng chụp ảnh bức xạ có thể phát hiện được tất
cả các loại bất liên tục nằm bên trong vật liệu có thể gây ảnh hưởng đến sự suy giảm của
chùm tia bức xạ. Trong các mối hàn thì những bất liên tục này là các vết nứt, rỗ bọt khí,
các lỗ rỗng, các tạp chất kim loại và phi kim loại, các khuyết tật hàn không ngấu, các
khuyết tật hàn không thấu, khuyết mép, các vết lõm ở chân mối hàn và các vết lõm ở
những nơi khác, các khuyết tật hàn dư thấu, khuyết tật hàn chồng mép, các vết nổ vỡ và
hàn lệch hàng.v.v…Các loại khuyết tật đặc trưng liên quan đến các quá trình gia công
đúc khác nhau phát hiện được bằng chụp ảnh bức xạ đó là rỗ bọt khí, các lỗ rỗng, lõm co,
các tạp chất, rỗ xốp, co ngót, các vết xé nóng, các vết chồng mép nguội, chuỗi tạp chất
không nóng chảy, xô lệch ruột đúc, sự phân lớp.v.v…Các khuyết tật trong các sản phẩm
rèn và cán cần chú ý đó là : tách lớp, các nếp gấp do cán, gấp mép do rèn, các vết nổ vỡ
kim loại ở tâm do tăng thể tích, các vết nứt do nhiệt, các vảy rỉ (các vết nứt mảnh), các
vết xé nóng, các khuyết tật dạng vết tạp chất, các khuyết tật do quá nhiệt và lõm co.
Khả năng phát hiện khuyết tật của kỹ thuật kiểm tra bằng chụp ảnh bức xạ bị hạn
chế đối với các khuyết tật dạng phẳng như : các vết nứt, các khuyết tật hàn không ngấu ở
vách mối hàn và không ngấu ở giữa các đường hàn trong một mối hàn và các vết nứt tế
vi, các vết gấp và các vết tách lớp trong các vật rèn thường là ta không thể tiên đoán được
vị trí và hướng của vết nứt và nếu khuyết tật nằm trong một mặt phẳng khác với mặt
phẳng phát chùm tia bức xạ, về cơ bản sẽ không thể phát hiện được. Khả năng ghi nhận
ảnh bức xạ của một vết nứt trong trường hợp như vậy phụ thuộc vào chiều rộng và độ sâu
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
của vết nứt cũng như tính đồng đều của chùm tia bức xạ truyền qua phần có vết nứt bên
trong mẫu vật.
8.4.
ĐẠI CƯƠNG VỀ GIẢI ĐOÁN ẢNH CHỤP BỨC XẠ
Mục đích của việc kiểm tra một mẫu vật bằng phương pháp chụp ảnh bức xạ là để
phát hiện và xác định các khuyết tật bên trong nó. Do đó, việc giải đoán chính xác các
ảnh chụp bức xạ là một trong những công việc rất quan trọng. Các hình ảnh xuất hiện trên
phim có thể là do một trong những nguyên nhân sau đây:
(i)
Do các bất liên tục nằm trên bề mặt mẫu vật được kiểm tra.
(ii)
Do các bất liên tục nằm bên trong mẫu vật.
(iii)
Do phim artifact.
Điều quan trọng là xác định được nguồn gốc của tất cả hình ảnh xuất hiện trên và
phân loại hình ảnh của các bất liên tục nằm bên trong mẫu. Tất cả các loại bất liên tục
này phải được định danh theo bản chất, kích thước và vị trí của chúng.v.v... Tuy nhiên,
không bắt buộc người giải đoán ảnh chụp bức xạ phải thực hiện bất kỳ những công việc
nào khác ngoài việc báo cáo xác thực về bản chất, kích thước, vị trí của khuyết tật đã
được phát hiện bằng phương pháp chụp ảnh bức xạ; vấn đề chấp nhận hay loại bỏ mẫu
kiểm tra thông thường không nằm trong phạm vi trách nhiệm của người giải đoán. Tuy
nhiên, trong những tình huống mà ở đó người giải đoán cũng được yêu cầu cho ý kiến về
việc chấp nhận hay loại bỏ mẫu vật kiểm tra thì quá trình giải đoán cần phải được thực
hiện sau khi đã hiểu kỹ được các tiêu chuẩn kiểm tra một cách đúng đắn.
Để giải đoán được ảnh chụp bức xạ một cách có hiệu quả thì người giải đoán cần
phải hiểu biết được những vấn đề sau :
(a) Kỹ thuật chụp ảnh bức xạ đã được sử dụng và độ nhạy đạt được; (b) ảnh chụp
bức xạ mẫu đặc trưng của các bất liên tục khác nhau xuất hiện trên phim và sự thay
đổi hình dạng của các bất liên tục này do những yếu tố khác nhau; (c) chi tiết về
mẫu vật được kiểm tra, quá trình gia công chế tạo và các bất liên tục liên quan có
thể sinh ra trong các quá trình gia công này; (d) Chi tiết về các quy trình thực hiện
chụp ảnh bức xạ.
Những vấn đề này sẽ được trình bày tóm tắt dưới đây :
a. Kỹ thuật chụp ảnh bức xạ : Tất cả những yếu tố như chất lượng của chùm tia
bức xạ, cách bố trí hình học, phim, màn tăng cường và độ đen đều gây ảnh hưởng đến độ
nhạy phát hiện khuyết tật. Do đó, nếu không hiểu biết về kỹ thuật chụp ảnh bức xạ thì rất
khó thực hiện giải đoán ảnh chụp bức xạ một cách chính xác. Đôi khi cần phải xây dựng
lại mô hình mô phỏng các điều kiện về hình học của kỹ thuật chụp ảnh bức xạ để giúp ta
trong việc nhận biết các hình ảnh từ các quá trình chụp nghiêng. Kỹ thuật hoặc quy trình
chụp ảnh bức xạ phải chứa đựng ít nhất những thông tin sau :
i.
Loại vật liệu được kiểm tra bằng chụp ảnh bức xạ.
ii.
Dải bề dày của vật liệu được kiểm tra bằng chụp ảnh
bức xạ.
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
iii.
Loại nguồn phóng xạ, kích thước hiệu dụng của tiêu
điểm phát chùm tia bức xạ hay kích thước của nguồn phóng xạ, dải điện thế
của thiết bị phát tia X và hãng sản xuất.
iv.
Nhãn hiệu phim hoặc loại phim, số lượng phim được
đặt trong cassette.
v.
Loại và bề dày của màn tăng cường và các bộ lọc.
vi.
Kỹ thuật mặt nạ hoặc che chắn ( nếu được sử dụng).
vii.
Khoảng cách từ nguồn đến phim nhỏ nhất.
viii.
ix.
Các điều kiện chiếu chụp: điện thế, milliampere – phút,
khoảng cách từ phim đến mẫu vật kiểm tra, cách bố trí hình học để thực hiện
chiếu chụp (sơ đồ bố trí), hướng các vật đánh dấu vị trí kiểm tra, mô tả cách
đặt khoảng cách giữa các vật đánh dấu vị trí kiểm tra trong các vùng quan
tâm.
Mô tả hoặc tham khảo tới các quy trình hàn.
Phép thử chụp ảnh bức xạ thực hiện tuân theo một
quy phạm hay yêu cầu kỹ thuật chung
Thực hiện một Project điển hình theo quy trình
chụp ảnh bức xạ
Các kỹ thuật chụp ảnh bức
xạ đặc trưng
(b)
Hình 8.2. Các quy trình chụp ảnh bức xạ điển hình
Ảnh chụp bức xạ mẫu của các bất liên tục đặc trưng
Các ảnh chụp bức xạ mẫu tham khảo của các bất liên tục và những tiêu chuẩn khác
nhau sẽ giúp ta một cách đáng kể trong việc giải đoán. Việc sử dụng các ảnh chụp bức xạ
mẫu tham khảo và các tiêu chuẩn khác nhau này giúp ta trong việc nhận dạng bản chất
của một bất liên tục và đặt nó theo một tên gọi chuẩn. Tuy nhiên, những tiêu chuẩn này
cung cấp các ảnh chụp bức xạ của các loại khuyết tật của các mẫu vật đơn giản và thường
có bề dày đồng nhất. Để giải đoán các ảnh chụp bức xạ của các mẫu vật phức tạp hơn thì
những ảnh chụp bức xạ mẫu tham khảo và các tiêu chuẩn khác nhau này không thể thay
thế được cho kinh nghiệm.
(c)
Mẫu vật kiểm tra
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Việc giải đoán ảnh chụp bức xạ trên phim sẽ tốt hơn và hiệu quả hơn khi có một sự
hiểu biết tường tận về mẫu vật kiểm tra và phương pháp gia công chế tạo nó. Ví dụ, đối
với các loại mối hàn thì việc giải đoán sẽ rất thuận lợi nếu biết kỹ thuật hàn đã được sử
dụng, quá trình chuẩn bị mối hàn và bản chất của các khuyết tật liên quan. Đối với các
vật đúc thì ta cần phải biết được nguồn gốc của mẫu vật kiểm tra, bản chất của quá trình
đúc, quá trình định hướng khi đúc, loại khuôn đúc.v.v…
Hình 8.3. Bản hướng dẫn kỹ thuật chụp ảnh bức xạ
Các bản vẽ kỹ thuật về mẫu vật kiểm tra cũng giúp ích cho ta một cách đáng kể và
do đó người giải đoán cần phải thông thạo về bản vẽ kỹ thuật. Sự chuẩn bị mẫu vật tại
thời điểm giải đoán sẽ tránh được bất kỳ sự nhầm lẫn nào giữa những hình ảnh sinh ra từ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
các khuyết tật bề mặt và các hình ảnh khác. Nếu điều này không thực hiện được thì mẫu
vật cần phải được kiểm tra bằng mắt một cách kỹ càng trước khi thực hiện kiểm tra bằng
chụp ảnh bức xạ và những điểm đặc biệt sẽ được ghi chép lại.
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Hình 8.4. Mẫu báo cáo kết quả kiểm tra
(d)
Quy trình chụp ảnh bức xạ
Hầu hết các quy phạm quy định các phép thử chụp ảnh bức xạ đều phải được thực
hiện tuân theo một quy trình viết sẵn.
Quy trình viết sẵn này thường tham chiếu tới một bản viết cách thức chụp ảnh bức
xạ thường có dạng của một bản hướng dẫn kỹ thuật chụp ảnh bức xạ. Chi tiết của kỹ
thuật chụp ảnh bức xạ luôn sẵn sàng cung cấp cho các thanh tra, đại diện khách hàng và
những người khác có trách nhiệm xem và giải đoán ảnh chụp bức xạ. Mỗi kỹ thuật viên
chụp ảnh bức xạ cần phải có các thông tin tối thiểu như đã được trình bày ở trên.
Người giải đoán phim phải kiểm tra xem chắc chắn đã có một bản hướng dẫn kỹ
thuật chụp ảnh bức xạ hay chưa và kỹ thuật chụp ảnh bức xạ phải tuân theo các thông số
đặt ra ở trong đó. Hình 8.2 trình bày các quy trình kiểm tra chụp ảnh bức xạ điển hình.
Hình 8.3 trình bày một bản hướng dẫn kỹ thuật chụp ảnh bức xạ điển hình, và hình 8.4
trình bày một mẫu báo cáo kết quả kiểm tra.
8.4.1. Giải đoán ảnh chụp bức xạ của mối hàn
Trong các mối hàn có rất nhiều loại bất liên tục nằm trên bề mặt và bên trong mối
hàn. Các bất liên tục này sẽ được phân loại và trình bày sau đây :
Bất liên tục, là một thành ngữ hay dùng trong kiểm tra không phá hủy, để chỉ bất cứ
loại hư hỏng hoặc khiếm khuyết nào trong vật liệu. Còn khuyết tật là các bất liên tục có
thể gây nguy hại cho sự hoạt động của chi tiết hay cụm thiết bị, theo sự phân loại của một
tiêu chuẩn nào đó đã được công nhận. Sau đây sẽ trình bày các loại bất liên tục thường
gặp trong một mối hàn hồ quang thông thường :
a>
Các bất liên tục tại chân mối hàn.
Đường hàn đáy là lớp hàn đầu tiên trong một mối hàn để nối hai thành phần vật liệu
hoặc hai ống với nhau. Một mối hàn nối sơ bộ ban đầu có chiều dài ngắn dùng để giữ hai
phần của ống hoặc vật liệu được hàn thẳng hàng với nhau thì được gọi là mối hàn đính
(tack weld). Cho dù mối hàn đính này có bị mài đi, hay tự tiêu mất, hay dính vào đường
hàn đáy hay không, nó sẽ là thông tin quan trọng cho kỹ thuật viên giải đoán ảnh chụp
bức xạ.
a.1 > Mối hàn không thấu – hình 8.5 phía trên
Loại bất liên tục này sinh ra là do sự không điền đầy kim loại hàn (hay sự xuyên
thấu) và liên kết (chảy ra và liên kết lại) với rãnh hàn đã được vát mép tại mặt khe hở đáy
và mặt rãnh hàn. Đối với các mối hàn vát mép đơn, bất liên tục này xuất hiện tại phần đáy
của rãnh hàn hở ra ngoài và rãnh đã vát mép không chảy ra nhưng lại hở ra ngoài. Đối
với các mối hàn vát mép hai phía, bất liên tục này nằm tại trung tâm đường hàn và không
hở ra ngoài.
Sau đây là các nguyên nhân có thể gây ra tình trạng này : (1) khe hở rãnh hàn
không đủ khi ráp hoặc khi hàn gây co hay kéo làm khe hở đáy xích lại gần nhau. (2)
chiều sâu rãnh hàn quá lớn, (3) người thợ hàn kéo que hàn nhanh nên không thể xuyên
thấu xuống khe hở đáy.
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Ảnh chụp bức xạ của loại bất liên tục này xuất hiện trên phim giống như một đường
thẳng liên tục hay ngắt quãng, rất đen, đôi khi hơi nhạt đi, hoặc xuất hiện dưới dạng hai
đường thẳng song song có bề rộng thay đổi từ mảnh, sắc nét tới mờ và rộng ra.
a.2> Mối hàn không thấu do lệch mép – hình 8.5 phía dưới
Cao thấp là tình trạng không thẳng hàng của các bề mặt ống hay vật liệu được hàn.
Sự không thấu do cao thấp (lệch mép) xảy ra ở những nơi một cạnh của rãnh hàn lệch ra
và không liên kết với phần còn lại do sự cao thấp. Ảnh chụp bức xạ của bất liên tục này
xuất hiện trên phim giống như những đường liên tục, hay ngắt quãng chạy dọc theo mép
của đường hàn đáy và hầu như rất đen nhưng đôi khi lại trắng nhợt.
Mối hàn giáp mép không thấu
Hai đường song song
(Ảnh chụp bức xạ)
Hàn không thấu do chênh bề dày
(Ảnh chụp bức xạ)
Hình 8.5. Các bất liên tục dưới đáy hàn.
a.3> Mối hàn lõm đáy – hình 8.6 phía trên
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Lõm đáy, lõm phía trong, lõm mặt đáy mối hàn hoặc rút đáy: là các thuật ngữ để
chỉ đường hàn đáy của một mối hàn đã được hàn thấu và nóng chảy tới mặt khe hở đáy,
nhưng đường trung tâm mối hàn lại nằm thấp hơn bề mặt của vùng kim loại cơ bản kế
cận. Tình trạng này có thể do kim loại hàn điền vào không đủ , tốc độ hàn không đúng,
khe hở ghép trước khi hàn quá lớn hoặc tư thế hàn sai. Ảnh chụp bức xạ của bất liên dạng
này xuất hiện trên phim như một vùng đen.
a.4> Cháy thủng – hình 8.6 phía dưới
Cháy thủng là một bất liên tục do sự xuyên thấu quá mức hoặc do nhiệt độ cao sẽ
gây nên một đoạn mối hàn cháy thủng xuyên qua lớp hàn đáy, tạo ra các lỗ dạng tròn, ôvan hoặc kỳ dị trên đáy mối hàn. Ảnh chụp bức xạ của bất liên tục dạng này xuất hiện
trên phim sẽ cho ta thấy được các chỉ thị đen có hình dạng tròn, ô-van, sắc, trơn hay kỳ dị
tương ứng với hình dạng thực.
Mối hàn lõm đáy (Suck back)
(Ảnh chụp bức xạ)
Cháy thủng đáy
(Ảnh chụp bức xạ)
Hình 8.6. Các bất liên tục đáy mối hàn
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
a.5> Lẹm đáy (phía trong) mối hàn – hình 8.7 phía trên
Lẹm đáy phía mặt trong đường hàn là một dạng bất liên tục trông giống như một
rãnh cắt vào kim loại cơ bản, nằm ở bên này hay bên kia hoặc ở cả hai phía của gờ rãnh
đáy mối hàn nhưng không có kim loại hàn. Tình trạng này thường gây ra dạng răng cưa
trên vật liệu cơ bản, ảnh chụp bức xạ của dạng bất liên tục này hiện ra trên phim như ảnh
dạng móng tay, và có phần hơi thẳng về phía đường hàn đáy.
Độ đen của ảnh bất liên tục này trên phim sẽ xác định sự trầm trọng của tình trạng
(độ sâu của rãnh). Nhiều khi, ảnh của lẹm đáy phía trong dễ bị giải đoán nhầm thành bất
liên tục xỉ bởi hình dạng trên phim của nó.
Những nguyên nhân có thể gây ra bất liên tục này : (1) chênh lệch cao thấp, (2)
dòng điện hàn cao quá, (3) góc que hàn sai, (4) hàn sai tư thế.
a.6> Hàn không ngấu ở đáy mối hàn – hình 8.7 phía dưới
Hàn không ngấu ở đáy mối hàn là một dạng sai hỏng của mặt khe hở đáy (hay vùng
đáy kim loại cơ bản) đang nóng chảy không hòa lẫn với kim loại hàn đang điền vào. Ảnh
chụp bức xạ của bất liên tục này xuất hiện trên phim có dạng đường thẳng sắc cạnh chạy
dọc theo gờ của đường hàn đáy. Khi có sự chênh lệch cao thấp, người giải đoán ảnh nên
dùng một miếng che chắn sáng để bảo đảm rằng đường đen đó thực sự là bất liên tục và
tránh bị ảo giác như thường gọi là giải băng giả
Mối hàn lẹm đáy trong
(Ảnh chụp bức xạ)
Mối hàn không ngấu đáy
Đường thẳng sắc cạnh
(Ảnh chụp bức xạ)
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Hình 8.7. Các bất liên
tục đáy mối hàn
a.7> Hollow Bead : Rỗng đáy đường hàn – Hình 8.8 phía trên
Rỗng đáy đường hàn (hay còn gọi hollow bead) là một bọc khí nằm ngầm dọc dưới
đáy trung tâm đường hàn. Ảnh chụp bức xạ của loại bất liên tục này xuất hiện trên phim
là một đường dài đen, nhẵn dọc chạy dọc theo đường tâm mối hàn, đôi khi dễ bị nhầm lẫn
với bất liên tục của tạp chất xỉ.
a.8> Sự lệch mép (cao – thấp) – Hình 8.8 phía dưới
Sự lệch mép, đôi khi còn gọi là lệch cao-thấp hay mismatch, để chỉ việc hai mép
(gờ) của hai vật liệu cơ bản bị lệch nhau. Ảnh chụp bức xạ của lệch mép có thể thấy rõ
trên phim bởi ảnh của một phía này thì đen hơn phía bên kia.
Rỗng đáy đường hàn (Hollow Bead)
Ảnh chụp bức xạ
Sự lệch mép (cao – thấp)
Hình 8.8.
Các bất
liên tục
dưới đáy
đường hàn
Ảnh chụp bức xạ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
a.9> Miếng chêm không chảy hết – Hình 8.8a phía trên
Bất liên tục này sinh ra do sử dụng miếng chêm đáy tự hao nhưng lại không chảy
và tan lẫn vào mối hàn được. Một vùng có mật độ cao (màu sáng) với đường bao ngoài
của miếng chêm sẽ hiện ra trên phim.
a.10> Ôxy hóa đáy mối hàn – Hình 8.8a phía dưới.
Sự ôxy hóa đáy mối hàn là do bề mặt đường hàn phía trong không được bảo vệ
khỏi tác động của khí quyển. Ảnh chụp bức xạ của loại bất liên tục này sẽ xuất hiện trên
phim là một đường răng cưa; có sự chuyển tiếp không đều tại các gờ đáy mối hàn giữa
đường hàn đáy và vùng kim loại cơ bản lân cận. Sự ôxy hóa đáy mối hàn cũng thường
xảy ra tại các mối hàn đính và khe hở rãnh hàn không bị mài bỏ.
Chêm không chảy hoàn toàn
Ảnh chụp bức xạ
Đáy bị ôxy hoá ăn mòn
Hình 8.8a.
Bất liên tục
dưới đáy
mối hàn
Ảnh chụp bức xạ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
.
b>
Các loại bất liên tục ở đường hàn cuối cùng
Đường hàn cuối cùng hay còn gọi là đường hàn phủ hoặc lớp hàn phủ là lớp hàn
cuối cùng trong một mối hàn vát mép. Sau đây là một số bất liên tục thường thấy trong
lớp hàn này :
b.1> Không điền đầy rãnh hàn – Hình 8.9 phía trên.
Bất liên tục không điền đầy rãnh hàn xảy ra khi kim loại hàn đắp không điền đầy
vào rãnh hàn. Trên phim, ảnh chụp bức xạ của bất liên tục này xuất hiện như một đường
thẳng đậm, dọc theo mép của đường hàn phủ. Bề rộng và độ đen của bất liên tục được
xác định bằng lượng kim loại hàn bị khuyết đi.
Hàn không đầy rãnh hàn
Đường thẳng
Ảnh chụp bức xạ
Hàn không ngấu hoàn toàn (phía trên rãnh hàn)
Đường thẳng sắc cạnh
Ảnh chụp bức xạ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Hình 8.9. Các bất liên tục ở đường hàn cuối.
b.2> Không ngấu (không chảy) – phía trên của rãnh hàn – Hình 8.9 phía dưới.
Hàn không ngấu phía trên rãnh hàn là do kim loại cơ bản và kim loại hàn không
chảy và hòa lẫn với nhau.
Ảnh chụp bức xạ của bất liên tục này xuất hiện trên phim giống như những đường
thẳng sắc mãnh, đen dọc theo mép của đường hàn phủ.
b.3> Hàn lẹm mép ngoài – Hình 8.10 phía trên
Hàn lẹp mép ngoài là một rãnh cắt lẹm vào trong kim loại cơ bản ở bất cứ phía nào
trên đỉnh rãnh hàn khi đường hàn cuối cùng để lại một rãnh khuyết không được điền đầy,
ảnh chụp bức xạ của bất liên tục dạng này xuất hiện trên phim thường có dạng lởm chởm
và phát triển ra ngoàiHàn
méplẹm
của
lớp mép
hàn cuối cùng
(cháy)
b.4> Mối hàn gia cường bị thiếu – Hình 8.10 phía dưới
Ảnh chụp bức xạ
của mối hàn gia
cường bị thiếu
kim loại hàn
xuất hiện trên
phim là những
vùng đen hơn
vùng kim loại
cơ bản lân cận.
Ảnh chụp bức xạ
Chiều cao mũ gia cường không đủ
Ảnh chụp bức xạ mối hàn đen hơn
ảnh chụp bức xạ của kim loại cơ bản
Ảnh chụp bức xạ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Hình 8.10.
Bất liên tục
ở đường hàn
phủ
cuối
cùng.
b.5> Gia cường mối hàn quá mức – Hình 8.11 phía trên
Gia cường mối hàn quá mức sẽ tạo ra ảnh chụp bức xạ mối hàn sáng hơn hẳn và tạo
ra một sự chuyển tiếp đột ngột về độ đen nơi kim loại hàn và kim loại cơ bản giao nhau.
b.6> Bọt khí trên bề mặt – hình 8.11
Bọt khí trên bề mặt, hay còn gọi là pinhole, là các bọt khí hở ra trên bề mặt mối
hàn. Ảnh chụp bức xạ của loại bất liên tục này xuất hiện trên phim là những vùng tròn
đậm ở bất cứ đâu trong ảnh chụp bức xạ mối hàn.
Gia cường vượt quá mức
Ảnh chụp bức xạ của mối hàn có màu sáng hơn rất nhiều so
với ảnh chụp bức xạ của kim loại cơ bản
Ảnh chụp bức xạ
Bọt khí trên bề mặt
Ảnh chụp bức xạ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Hình 8.11. Bất liên tục ở đường hàn phủ cuối cùng .
c>
Các bất liên tục bên trong mối hàn
c.1> Tạp chất phi kim loại (Tạp chất xỉ)
Tạp chất xỉ là các loại oxide, thuốc hàn hoặc các loại tạp chất phi kim loại khác bị
kẹt vào trong kim loại hàn hoặc nằm giữa kim loại hàn và kim loại cơ bản. Nguyên nhân
sinh ra các tạp chất xỉ bao gồm (1) các loại thuốc hàn nóng chảy sử dụng trong quá trình
hàn, (2) rãnh hàn bẩn hoặc bị oxy hóa, (3) không vệ sinh tẩy xỉ giữa các lớp hàn
c.2> Tạp chất xỉ dạng đường – Hình 8.12
Tạp chất xỉ dạng đường thường nằm dọc theo mép mối hàn hoặc giữa các lớp hàn,
dọc theo các rãnh khuyết bỏ lại mỗi bên cạnh rãnh hàn giữa lớp hàn đáy và lớp hàn mới.
Ảnh chụp bức xạ của bất liên tục này là các đường thẳng đậm có dạng bất kỳ và có độ
đen thay đổi trên phim.
c.3> Tạp chất xỉ – Hình 8.12
Tạp chất xỉ thường tồn tại dưới dạng đơn hoặc dưới dạng nhóm ngẫu nhiên, có hình
dạng bất kỳ và xuất hiện bất cứ chỗ nào trên ảnh chụp bức xạ.
Xỉ dạng đường
Ảnh chụp bức xạ
Tạp chất xỉ
Hình 8.12.
Bất liên tục
bên trong
mối hàn.
Ảnh chụp bức xạ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
c.4> Hàn không ngấu (chồng mép nguội) – Hình 8.13
Hàn không chảy hoàn toàn đôi khi còn gọi là hàn không ngấu hay chồng mép
nguội, là sự mất liên kết giữa mối hàn và rãnh hàn (kim loại cơ bản) hoặc là giữa các lớp
hàn với nhau. Hàn không ngấu hoàn toàn đôi khi có đi kèm với khuyết tật xỉ, và vì vậy
đôi khi chúng bị nhận dạng lầm là tạp chất xỉ. Ảnh chụp bức xạ của bất liên tục hàn
không ngấu hoàn toàn xuất hiện trên phim là các đường màu đen ngắt quãng hoặc liên
tục, thẳng và sắc cạnh. Đôi khi nó sắc cạnh ở một bên còn bên kia thì gồ ghề thô ráp vì có
tạp chất xỉ lẫn vào cùng với sự chồng mép nguội tại đó.
c.5> Tạp chất Tungsten – Hình 8.13
Khi sử dụng phương pháp hàn hồ quang có sử dụng điện cực Tungsten (hàn TIG),
những mẩu nhỏ Tungsten từ điện cực gẫy ra rơi vào bể kim loại hàn và bị kẹt lại ở đó. Vì
Tungsten có mật độ cao hơn thép do đó ảnh chụp bức xạ của nó xuất hiện trên phim là
những điểm sáng.
Hàn không ngấu
Đường thẳng ở một phía mép
Ảnh chụp bức xạ
Tạp chất Tungsten
Ảnh chụp bức xạ
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Hình 8.13. Bất liên tục trong mối hàn.
c.6> Bọt khí hay các bọc khí – Hình 8.14
Bọt khí hay các bọc khí là những lỗ rỗng bên trong mối hàn. Bọt khí xuất hiện khi
các chất khí trong bể kim loại hàn không thoát ra ngoài được trước khi kim loại hàn đông
cứng lại. Ảnh chụp bức xạ của bọt khí xuất hiện trên phim giống như các điểm tròn có
màu đậm với đường bao rất rõ nhưng đôi khi nó cũng có đuôi kéo dài.
Các bọc khí ngẫu nhiên xuất hiện bất cứ chỗ nào trên ảnh mối hàn đôi khi chúng
được gọi là bọt khí đơn hoặc nếu không có sự tiếp xúc với nhau trong một khoảng cách
nào đó thì lại gọi là các bọt khí biệt lập.
Bọt khí tập trung là một nhóm hay là một cụm các rỗ khí. Bọt khí dạng ống hay
dạng ấu trùng là một dạng lỗ khí kéo dài hoặc lỗ khí kéo dài có đuôi giống như ấu trùng.
Một hollow bead - rỗng đáy đường hàn : là một dạng bọt khí nằm ngầm dưới đáy đường
hàn trung tâm và chạy dọc theo đường hàn.
Lỗ khí đơn
Bọt khí tập trung
Lỗ khí dạng
ấu trùng
Rỗng đáy đường
hàn (Hollow bead)
Ảnh chụp bức xạ
Hình 8.14. Bất liên tục bên trong mối hàn.
c.7> Vết nứt - Hình 8.15
Vết nứt là các bất liên tục phát sinh từ các đứt gãy của kim loại dưới tác dụng của
ứng suất. Vết nứt có thể xuất hiện bất cứ chỗ nào trong mối hàn mà có ứng suất dư (kim
loại hàn và/hoặc tại kim loại cơ bản) và có hướng bất kỳ. Ảnh chụp bức xạ của một vết
nứt xuất hiện trên phim như một đường đen, ngắt quãng, rộng, hoặc là các đường hẹp, và
cũng có thể là thẳng, gợn sóng hoặc zigzag. Sau đây là phân loại các loại vết nứt :
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Nứt dọc
Là các vết nứt gần như song song với trục trung tâm mối hàn
Nứt ngang
Là các vết nứt gần như vuông góc với trục của mối hàn
Nứt dạng sao Là vết nứt tỏa ra theo nhiều hướng từ một chỗ lõm xuống
của mối hàn (còn gọi là nứt dạng sao)
Nứt trên kim Nứt xảy ra trên kim loại cơ bản theo bất cứ hướng nào so với
loại cơ bản trục mối hàn
Hoặc
Vết nứt dọc
Mặt cắt ngang dọc
đường tâm mối hàn
Vết nứt ngang
Hoặc
Nứt dạng sao
Nứt trên kim loại
cơ bản
Ảnh chụp bức xạ
Hình 8.15. Bất liên tục mối hàn – Các dạng vết nứt.
d> Chuẩn bị bề mặt.
Trước khi thực hiện kiểm tra bằng chụp ảnh bức xạ, hầu hết các mối hàn đều phải
trải qua việc kiểm tra bằng mắt thực hiện bởi các nhân viên kiểm tra chất lượng. Nhân
viên kiểm tra chất lượng đảm bảo là bề mặt phải thỏa mãn các yêu cầu về vật liệu sử
dụng, về mối hàn và các đặc trưng kỹ thuật được chấp nhận qua quan sát bằng mắt. Các
tiêu chuẩn chấp nhận không chỉ bao gồm các thông số về các bất liên tục hở ra trên bề
mặt, độ chênh lệnh cao thấp tối đa và chiều cao mối hàn gia cường mà còn bao gồm cả
các trạng thái sau đây :
Sự chuẩn bị bề mặt khi cần thiết phải đáp ứng cho các phép thử nghiệm chụp ảnh
bức xạ tiếp theo sau đó. Bề mặt vật liệu, bề mặt mối hàn gợn sóng, hoặc các bất thường
trên bề mặt mối hàn ở cả hai mặt trong và ngoài (nếu thấy cần thiết), phải được mài sạch
bằng các phương pháp thích hợp tới một mức độ mà trên ảnh chụp bức xạ các loại bất
liên tục này không thể làm che khuất hay gây ra sự lầm lẫn với các bất liên tục thực sự
khác.
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
Hình 8.16 cho một thí dụ về bề mặt mối hàn gợn sóng hay các bất thường trên bề
mặt mối hàn gây nên sự thay đổi đột ngột về độ tương phản trên ảnh chụp bức xạ do đó
có thể che khuất hay gây nhầm lẫn với các bất liên tục thực sự.
Mối hàn gợn sóng quá mức
Ảnh chụp bức xạ
Mối hàn gợn sóng và sự sai khác cao
Ảnh chụp bức xạ
Hình 8.16. Chuẩn bị bề mặt.
8.4.2. Giải đoán ảnh chụp bức xạ của các vật đúc
Có nhiều loại khuyết tật có thể xuất hiện ở bên trong vật đúc. Các loại khuyết tật này
được phân ra thành năm nhóm có tên gọi là các lỗ rỗng, nứt, nứt nguội, phân lớp, các tạp
chất. Thuật ngữ của các khuyết tật này được sử dụng theo tiêu chuẩn Anh Quốc
BS
TRUNG TÂM HẠT NHÂN TP.HCM
TÀI LIỆU HUẤN LUYỆN RT CẤP II
2737. Khi đã được bổ sung vào các nguyên lý chung về quá trình giải đoán thì các định
nghĩa và các ví dụ minh họa sau sẽ rất hữu ích trong việc giải đoán ảnh bức xạ các vật
đúc.
Tuy nhiên, đối với các lý do sau thì việc định danh các khuyết tật có thể khó khăn hơn so
với các hình minh họa là do :
(i)
Nhiều khuyết tật cùng loại thường xuất hiện cùng lúc với nhau.
(ii)
Chất lượng ảnh chụp bức xạ phụ thuộc vào mật độ và bề dày của kim loại cũng
như vào kỹ thuật chụp ảnh bức xạ đang được sử dụng.
(iii)
Các ví dụ minh họa thường được thực hiện từ các mẫu vật đơn giản. Các mẫu
phức tạp hay có hướng chiếu chụp khác nhau sẽ làm thay đổi hình dạng khuyết tật trong
ảnh chụp bức xạ.
8.4.2.1.
Lỗ rỗng
Lỗ rỗng là một khoảng trống sinh ra do :
(a)
Các bẫy khí trong kim loại.
(b)
Các bẫy không khí.
(c)
Các bẫy khí phát sinh từ khuôn đúc.
(d)
Sự co ngót của kim loại. Các lỗ rỗng đã được phân loại tùy theo hình dạng và kích
thước của chúng.
Sau đây là một số loại lỗ rỗng điển hình :
Rỗ khí tế vi : là một khuyết tật dạng mịn sinh ra do sự co ngót, hoặc do chất khí hoặc do
cả hai, ở đó một số các lỗ rỗng xuất hiện xung quanh ranh giới giữa các hạt (ranh giới
giữa các tinh thể) hay giữa các cấu trúc dạng nhánh cây trong mẫu vật. Ảnh chụp bức xạ
của khuyết tật dạng này xuất hiện trên phim thường là các vệt lốm đốm hay dạng đám
mây. Trong các hợp kim màu các lỗ rỗng mịn có thể xuất hiện theo từng lớp (bọt khí
lớp); ảnh chụp bức xạ ghi nhận được trên phim là các vệt sọc màu đen.
Hình 8.17. Rỗ khí tế vi
Hình 8.18. Rỗ xốp