Quy Trình Hàn Thép Carbon
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (432.32 KB, 16 trang )
Q u a l i t y S a f e t y
E f f i c i e n c y
HÀN HỒ QUANG
5. QUY TRÌNH HÀN THÉP CARBON
• Trong trường hợp hàn hồ quang trong môi
trường khí bảo vệ CO2, dây hàn được làm
thành cuộn, dòng hàn, điện áp và tốc độ phun
khí CO2 được điều chỉnh theo qui định.
• Khi đó thợ hàn sẽđeo mặt nặ bảo vệ và giữ
kìm hàn ở tư thế sao cho thấy rõ chóp của mỏ
hàn và bắt đầu hàn.
• Theo chỉ dẫn trên hình sau. đỉnh của dây hàn
được cho chạm vào điểm bắt đầu và sau đó
được đưa cao lên khoảng 3mm. Tiếp theo,
đóng điện cho mỏ hàn, một hồ quang được tạo
ra, quá trình hàn bắt đầu.
QUY TRÌNH HÀN THÉP CARBON
• Từ khi phương pháp hàn hồ quang trong môi trường
khí CO2 được phát triển mạnh, do mật độ dòng điện
lớn và nó tạo ra rất ít xỉ, việc hàn có thể thực hiện theo
hai chiều tiến và lùi.
• Phương pháp hàn thuận được sử dụng khi hàn ngang
mối hàn góc, mối hàn bề mặt hoặc sau cùng, mối hàn
một phía, và bề mặt mối hàn khá bằng.
• Ngược lại, phương pháp hàn ngược tốt hơn nên dùng
hàn trong mặt rãnh vị trí hàn bằng, khi cần độ ngấu
sâu hơn.
QUY TRÌNH HÀN THÉP CARBON
• Khác nhau giữa hàn thuận và hàn ngược
QUY TRÌNH HÀN THÉP CARBON
• Các qui trình hàn đối với vị trí các đường hàn thẳng,
đường hàn dích rắc, chế tạo mối ghép của các đường
hàn và xử lý các vũng lõm cuối mối hàn giống như
phương pháp hàn hồ quang tay.
• Để kết thúc một đường hàn trong mối hàn góc ngang,
hoặc mối hàn giáp mối, chiều cao phần gia cường phải
chính xác và các đường hàn sẽ bằng phẳng.
• Vì vậy, sử dụng cách hàn tiến hợp hơn cho các đường
hàn thẳng hoặc dích rắc, lượn sóng.
QUY TRÌNH HÀN THÉP CARBON
W l ớn nh ất =15mm
• Kỹ thuật chia ra từng phần mối hàn
trong hàn giáp mối
QUY TRÌNH HÀN THÉP CARBON
0
40 - 50
( Cạnh mèi hµn tèi ®a
5 mm , víi
dßng ®iÖn tèi ®a 250A)
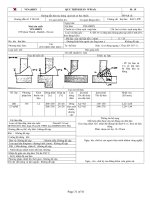
• Góc độ di chuyển mỏ hàn trong hàn góc ngang
cùng với một đường hàn
QUY TRÌNH HÀN THÉP CARBON
•
Góc độmỏ hàn so với bề mặt làm việc trong hàn góc ngang, hai đường hàn.
(Cạnh mối hàn 8 hoặc 12 mm)
QUY TRÌNH HÀN THÉP CARBON
•
Góc độmỏ hàn so với bề mặt làm việc. Hàn góc ngang, cùng với nhiều đường hàn.
(Cạnh mối hàn lớn hơn12 mm)
QUY TRÌNH HÀN THÉP CARBON
• K hi hàn v ới chuy ển d ịch
ng ắn m ạch, góc độ m ỏ
phun v à độ nhú đi ện c ực
như sau:
Độ nhú điện cực cho kiểu chuyển dịch ngắn mạch
QUY TRÌNH HÀN THÉP CARBON
• Góc độ khi hàn với chuyển dịch ngắn mạch
QUY TRÌNH HÀN THÉP CARBON
• Góc độ khi hàn với chuyển dịch ngắn mạch
chú ý khi hàn:
Dùng k ỹ thu ật kéo ho ặc đẩy v ới góc độ được xác đị nh
QUY TRÌNH HÀN THÉP CARBON
• K hi hàn v ới d ạng
chuy ển d ịch phun góc
độ m ỏ v à độ nhú đi ện
c ực như sau:
Độ nhú điện cực cho kiểu chuyển dịch phun
QUY TRÌNH HÀN THÉP CARBON
• T ốc độ c ấp dây v à dòng hàn
Lượng kim loại đắp được tính bằng kg/giờ có liên quan
trực tiếp đến tốc độcấp dây tính bằng m/phút. Kích
thước chính xác của mối hàn có thể xác định thông qua
tốc độcấp dây. Các giá trị tốc độcấp dây và dòng hàn
là giá trị gắn bó với độnhú điện cực.
• Đi ện áp h ồ quang
Điện áp hồ quang là điện áp đo được giữa nguồn cấp
cho bộ cấp dây và chi tiết hàn, điện áp chỉ được xác lập
khi bắt đầu hàn.
QUY TRÌNH HÀN THÉP CARBON
• Hiệu chỉnh các thông số hàn
6. KỸ THU ẬT HÀN GMAW T Ư TH Ế
2G VÀ 3G