Đồ án công nghệ chế tạo máy Bách Khoa Hà Nội Thiết kế gối đỡ bi
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (436.3 KB, 49 trang )
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
LỜI NĨI ĐẦU
Hiện nay , ngành Cơ khí nói chung và ngành Cơ khí Chế tạo máy nói riêng đóng vai
trị hết sức quan trọng trong sự nghiệp cơng nghiệp hố hiện đại hố đất nước. Nhiệm vụ
của ngành Cơng nghệ Chế tạo máy là định ra quy trình cơng nghệ chế tạo các sản phẩm
cơ khí phục vụ cho mọi lĩnh vực của đời sống xã hội. Do đó, việc phát triển ngành Công
nghệ Chế tạo máy đã và đang là mối quan tâm đặc biệt của Đảng và Nhà nước ta.
Phát triển ngành Công nghệ Chế tạo máy phải được tiến hành đồng thời với việc
phát triển nguồn nhân lực và các trang thiết bị hiện đại. Trong đó, việc trước tiên là phải
đào tạo ra một đội ngũ kỹ sư cơ khí và cán bộ kỹ thuật có trình cao, có thể vận dụng
những kiến thức đã học để giải quyết các vấn đề cụ thể thường gặp trong sản xuất, sửa
chữa và sử dụng.
Môn học Công nghệ Chế tạo máy có vị trí quan trọng trong chương trình đào tạo kỹ
sư và cán bộ kỹ thuật về lĩnh vực thiết kế, chế tạo máy và trang bị cơ khí phục vụ các
ngành kinh tế như: cơng nghiệp, nông nghiệp, giao thông vận tải,….
Để giúp sinh viên nắm vững được kiến thức cơ bản của mộ học và làm quen với
nhiệm vụ thiết kế; trong chương trình đào tạo, đồ án công nghệ chế tạo máy là một phần
không thể thiếu được của sinh viên khoa Cơ khí khi kết thúc mơn học.
Trong đồ án này, nhiệm vụ của em được giao là:
“ Thiết kế quy trình công nghệ chế tạo chi tiết nắp trên hộp số động cơ xe máy
SYM”
Nội dung của đồ án bao gồm các công việc như: xác định dạng sản xuất, xác định
phương pháp chế tạo phơi, thiết kế quy trình cơng nghệ gia công chi tiết, thiết kế đồ
gá….
Sau một thời gian tìm tịi, thiết kế và với sự chỉ bảo tận tình của thầy
Nguyễn Xuân Quỳnh đến nay em đã hồn thành xong đồ án mơn học Cơng nghệ
chế tạo máy. Tuy nhiên, trong q trình tính tốn, thiết kế sẽ khó tránh khỏi những sai sót
do thiếu thực tế và kinh nghiệm. Rất mong nhận được sự chỉ bảo của các thầy cơ giáo
trong bộ mơn và sự đóng góp ý kiến của các bạn sinh viên.
SV: Nguyễn Đức Nghĩa
1
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
Em xin chân thành cảm ơn!
GVHD: ThS. Nguyễn Xuân Quỳnh
PHẦN THUYẾT MINH
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CƠNG VÀ XÁC ĐỊNH DẠNG SẢN
XUẤT
1. Phân tích chức năng và điều kiện làm việc của chi tiết:
Chi tiết gỗi đỡ bi. Đó là những chi tiết dạng bạc: ống trịn, thành mỏng…Trong q trình
làm việc chi tiết ln chịu :
+ Mài mịn lớn
+ Ứng suất thay đổi theo chu kì
+ Lực va đập
+ Tải trọng động lớn
Cũng như các chi tiết dạng khác, tính cơng nghệ trong việc gia công để đạt các yêu cầu
kĩ thuật cần thiết .Trước hết cần chú ý đến đặc trưng quan trọng đối cới các chi tiết dạng
bạc là tỉ số giữa chiều dài và đường kính ngồi lớn nhất của chi tiết. Tỉ số phải thoả mãn
trong giới hạn: 0,5 ÷ 3,5
Tiếp đến phải chú ý đến kích thước lỗ của bạc bởi vì cùng một đường kính gia cơng lỗ
bao giờ cũng khó hơn gia cơng trục.
Bề dày của thành bạc cũng không nên quá mỏng để tránh biến dạng khi gia công và
nhiệt luyện.
Theo đề bài:
như vậy thoả mãn điều kiện
SV: Nguyễn Đức Nghĩa
2
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Yêu cầu kĩ thuật:
- Phôi đúc không rỗ nứt, và các khuyết tật khác
- Độ không đồng tâm của các
2. Phân tích cơng nghệ trong kết cấu của chi tiết:
Cũng như các chi tiết dạng khác, tính cơng nghệ trong việ gia công để đạt các yêu cầu
kĩ thuật cần thiết .Trước hết cần chú ý đến đặc trưng quan trọng đối cới các chi tiết dạng
bạc là tỉ số giữa chiều dài và đường kính ngồi lớn nhất của chi tiết. Tỉ số phải thoả mãn
trong giới hạn: 0,5 ÷ 3,5
Tiếp đến phải chú ý đến kích thước lỗ của bạc bởi vì cùng một đường kính gia cơng lỗ
bao giờ cũng khó hơn gia cơng trục.
Bề dày của thành bạc cũng không nên quá mỏng để tránh biến dạng khi gia công và
nhiệt luyện.
Theo đề bài: như vậy thoả mãn điều kiện
Khi gia công chi tiết dạng bạc, yêu cầu kĩ thuật quan tọng nhất là độ không đồng tâm
giữa mặt ngoài và mặt lỗ, cũng như dộ vng góc giữa mặt đầu và đường tâm lỗ. Cụ thể
như sau:
+ Mặt trụ ngoài φ200 và φ100 đạt cấp chính xác: 7 - 10.
+ Độ nhám mặt đầu: Ra=3,2, Rz= 40 – 10.
+ Độ khơng vng góc giữa mặt đầu và đường tâm lỗ.
+ Độ nhám bề mặt ngoài Ra= 3,2.
+ Độ nhám bề mặt lỗ Ra = 1,6 – 3,2.
3. Xác định dạng sản xuất:
Để xác định dạng sản xuất ta phải dựa vào trọng lượng của chi tiết và sản lượng chi
tiết hàng năm.
• Tính trọng lượng của chi tiết:
- Tính thể tích chi tiết.
Để tính được thể tích của chi tiết ta tiến hành chi chi tiết ra làm nhiều phần để tính
các Vi sau đó lấy tổng các Vi vậy sau khi tính tốn ta được:
V = 1,13 (dm3)
- Khối lượng riêng của gang xám : γ = 6,8 – 7,4 kG/dm3.
SV: Nguyễn Đức Nghĩa
3
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
- Trọng lượng của chi tiết.
GVHD: ThS. Nguyễn Xuân Quỳnh
Q = γ.V
Vậy Q = 1,13.7 = 7,91 (kg)
• Tính sản lượng chi tiết:
Sản lượng chi tiết hàng năm được xác định theo công thức :
N = N1.m.(1 +
β +α
).
100
N - Số chi tiết được sản xuất trong 1 năm.
N1 - Số sản phẩm được giao N1 = 5000.
m - Số chi tiết trong 1 sản phẩm, (m =1).
β - Số chi tiết được chế tạo thêm để dự trữ ( lấy β = 6).
α - Tính đến tỷ lệ % phế phẩm (α = 4).
N = 5000.(1 +
4+6
) = 5500
100
(chi tiết/năm)
• Xác định dạng sản xuất
Dạng sản xuất được xác định theo bảng 2 TKĐACNCTM (Trang 13) ta có dạng sản
xuất hàng khối.
SV: Nguyễn Đức Nghĩa
4
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
CHƯƠNG 3: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ THIẾT KẾ BẢN
VẼ CHI TIẾT LỒNG PHÔI
1. Xác định phương pháp chế tạo phôi
- Do các đặc điểm của phôi như :
+ Sản xuất hàng khối.
+ Vật liệu là gang xám.
+ Chi tiết khơng lớn.
- Do đó, có thể chế tạo chi tiết theo phương pháp đúc trong khuôn cát. Căn cứ vào
điều kiện sản xuất của nước ta, qui định phương pháp đúc trong khuôn cát với:
+ Khuôn cát làm bằng máy.
+ Mẫu làm băng kim loại
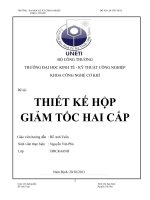
- Chọn mặt phân khuôn : Mặt phân khuôn được biểu diễn trên hình vẽ.
SV: Nguyễn Đức Nghĩa
5
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
12
Ø180±0,4
10
±
0
,0
1
±
0
,0
1
±
0
,0
3
Ø
8
0
Ø
7
5
±
0
,4
±
0
,0
3
Ø
8
0
Ø
2
0
0
Ø
1
4
0
Ø
7
5
15
CHƯƠNG 4: THIẾT KẾ QUY TRÌNH CƠNG NGHỆ GIA CƠNG CHI TIẾT
1. Xác định đường lối công nghệ:
Sau khi phân tích kết cấu của chi tiết, dạng sản xuất là hàng khối và trong điều kiện
sản xuất ở nước ta hiện nay, ta chọn phương án phân tán nguyên công, sử dụng nhiều đồ
gá chuyên dùng để gia công trên các máy thông dụng.
2. Chọn phương pháp gia công:
Đối với dạng sản xuất hàng khối, muốn chun mơn hóa để có thể đạt năng suất cao
trong điều kiện sản xuất Việt Nam thì đường lối cơng nghệ thích hợp nhất là phân tán
ngun cơng ( ít bước cơng nghệ trong một nguyên công ). Ở đây ta dùng các loại máy
vạn năng kết hợp với các đồ gá chuyên dung và các may chuyên dung dễ chế tạo.
3. Lập tiến trình cơng nghệ:
Ngun cơng tạo phơi.
Chế tạo phơi bằng phương pháp đúc.
Đúc trong khuôn cát, mẫu bằng kim loại.
SV: Nguyễn Đức Nghĩa
6
MSSV:20120663
ĐỒ ÁN CƠNG NGHỆ CHẾ TẠO MÁY
Ngun cơng ủ và làm sạch phôi.
GVHD: ThS. Nguyễn Xuân Quỳnh
Sau khi đúc, phôi phải được ủ để khử ứng suất dư, sau đó phôi phải được làm sạch
trước khi gia công cơ.
Từ những sự phân tích trên đây ta có thể có được các nguyên công chủ yếu để gia
công sau :
- Nguyên cơng 1 : Gia cơng đầu to (tiện ngồi, mặt đầu, vai)
- Nguyên công 2 : Gia công đầu nhỏ (tiện ngồi, mặt đầu, vai)
- Ngun cơng 3 : Tiện cơn ngồi với độ cơn 5,420
- Ngun cơng 4: Gia công lỗ bên trong Ø90 (tiện)
- Nguyên công 5 : Gia công lỗ Ø75 (khoét, doa)
- Nguyên công 6 : Khoan, taro các lỗ ở đầu lớn (4 lỗ Ø8).
- Nguyên công 7 : Khoan 6 lỗ M15 ở đầu lớn.
- Nguyên công 8: Khoan, taro các lỗ ở đầu nhỏ (4 lỗ Ø8).
- Nguyên công 9: Khoan, taro 2 lỗ ren M15 ở 2 bên.
- Nguyên công 10 : Tổng kiểm tra.
a) Nguyên công 1: Gia công đầu to:
(Nguyên công tạo mặt phẳng tinh để gia công các mặt khác)
• Định vị và kẹp chặt:
Chi tiết được định vị trên mâm cặp 3 chấu tự định tâm mặt đầu(Ø120) được tỳ sát vào
một mặt phẳng của mâm cặp (hạn chế 3 bậc tự do), 3 chấu hạn chế chi tiết 2 bậc tự do.
Như vậy chi tiết bị hạn chế 5 bậc tự do.
• Chọn máy:
Chọn máy T616, cơng suất Nm = 10kW
SV: Nguyễn Đức Nghĩa
7
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Thơng số máy: Chiều cao tâm 200mm, số vịng quay trục chính 12,5…2000
vịng/phút, bước tiến dao 0,07…4,15, bước tiến dao ngang 0,035…2,08.
• Chọn dao:
Dao tiện đầu cong có gắn mảnh hợp kim cứng T15K6
Dao tiện để khỏa thằng mặt đầu hợp kim cứng T15K6
(Tra theo bảng 6-1 Dao tiện sổ tay Công nghệ chế tạo máy)
22
Ø
2
0
0
Ø
1
3
5
10
S1
S3
S4
S5
S2
b) Nguyên công 2: Gia cơng đầu nhỏ:
• Định vị và kẹp chặt:
Chi tiết được định vị trên mâm cặp 3 chấu tự định tâm mặt đầu(Ø200) được tỳ sát vào
một mặt phẳng của mâm cặp (hạn chế 3 bậc tự do), 3 chấu hạn chế chi tiết 2 bậc tự do.
Như vậy chi tiết bị hạn chế 5 bậc tự do.
SV: Nguyễn Đức Nghĩa
8
MSSV:20120663
ĐỒ ÁN CƠNG NGHỆ CHẾ TẠO MÁY
• Chọn máy:
GVHD: ThS. Nguyễn Xuân Quỳnh
Chọn máy T616, công suất Nm = 10kW
Thông số máy: Chiều cao tâm 200mm, số vòng quay trục chính 12,5…2000
vịng/phút, bước tiến dao 0,07…4,15, bước tiến dao ngang 0,035…2,08.
• Chọn dao:
Dao tiện đầu cong có gắn mảnh hợp kim cứng T15K6
Dao tiện ngoài, khỏa thằng mặt đầu hợp kim cứng T15K6
Ø
1
2
0
(Tra theo bảng 6-1 Dao tiện sổ tay Công nghệ chế tạo máy)
S1
S4
S2
c) Nguyên công 3: Tiện côn ngồi:
• Định vị và kẹp chặt:
SV: Nguyễn Đức Nghĩa
9
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Chi tiết được định vị trên mâm cặp 3 chấu tự định tâm mặt đầu(Ø200) được tỳ sát vào
một mặt phẳng của mâm cặp (hạn chế 3 bậc tự do), 3 chấu hạn chế chi tiết 2 bậc tự do.
Như vậy chi tiết bị hạn chế 5 bậc tự do.
• Chọn máy:
Chọn máy T616, công suất Nm = 10kW
Thông số máy: Chiều cao tâm 200mm, số vịng quay trục chính 12,5…2000
vịng/phút, bước tiến dao 0,07…4,15, bước tiến dao ngang 0,035…2,08.
• Chọn dao:
Dao tiện côn trong ta dùng dao ba gắn mảnh hợp kim cứng T15K6
(Tra theo bảng 6-1 Dao tiện sổ tay Công nghệ chế tạo máy)
d) Gia công lỗ bên trong Ø90:
• Định vị và kẹp chặt:
SV: Nguyễn Đức Nghĩa
10
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Chi tiết được định vị trên mâm cặp 3 chấu tự định tâm mặt đầu(Ø200) được tỳ sát vào
một mặt phẳng của mâm cặp (hạn chế 3 bậc tự do), 3 chấu hạn chế chi tiết 2 bậc tự do.
Như vậy chi tiết bị hạn chế 5 bậc tự do.
• Chọn máy:
Chọn máy T616, công suất Nm = 10kW
Thông số máy: Chiều cao tâm 200mm, số vịng quay trục chính 12,5…2000
vịng/phút, bước tiến dao 0,07…4,15, bước tiến dao ngang 0,035…2,08.
• Chọn dao:
Dao tiện đầu cong có gắn mảnh hợp kim cứng T15K6
Dao tiện trong bằng hợp kim cứng T15K6
(Tra theo bảng 6-1 Dao tiện sổ tay Công nghệ chế tạo máy)
S2
S1
e) Ngun cơng 4: Gia cơng lỗ Ø75:
• Định vị và kẹp chặt:
Mặt phẳng đáy định vị bằng phiến tỳ hạn chế 3 bậc tự do
SV: Nguyễn Đức Nghĩa
11
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Mặt bên dung 2 khối V ngắn hạn chế 2 bậc tự do
Chi tiết hạn chế 5 bậc tự do.
Chi tiết được kẹp bằng 2 khối V.
• Chọn máy:
Máy khoan đứng 2A135 có đường kính mũi khoan lớn nhất. Ở đây mũi khoét, doa
được lắp vào chuôi côn máy khoan.
• Chọn dao:
Dao khoét, doa là dao tùy động do khơng có loại tiêu chuẩn với đường kính của lỗ.
SV: Nguyễn Đức Nghĩa
12
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
s2
n2
s1
n1
f) Khoan, taro 4 lỗ Ø8 ở đầu lớn:
• Định vị và kẹp chặt:
Mặt đáy định vị bằng phiến tì hạn chế 3 bậc tự do.
Lỗ Ø75 định vị bằng chốt trụ ngắn hạn chế 2 bậc tự do.
=> Chi tiết được định vị 5 bậc tự do.
SV: Nguyễn Đức Nghĩa
13
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Kẹp chặt dùng cơ cấu bulông kẹp rút thông qua bạc dẫn tháo rời, phương của lực kẹp
vng góc với phương của kích thước thực hiện và mặt định vị chính .
• Chọn máy:
Máy khoan đứng 2A135.
• Chọn dao:
Mũi khoan ruột gà chi cơn có kích thước D = 8
s2
s1
W
W
g) Khoan 6 lỗ M14 ở đầu lớn:
• Định vị và kẹp chặt:
Mặt đáy định vị bằng phiến tì hạn chế 3 bậc tự do.
Lỗ Ø75 định vị bằng chốt trụ ngắn hạn chế 2 bậc tự do.
=> Chi tiết được định vị 5 bậc tự do.
Kẹp chặt dùng cơ cấu bulông kẹp rút thông qua bạc dẫn tháo rời, phương của lực kẹp
vng góc với phương của kích thước thực hiện và mặt định vị chính .
SV: Nguyễn Đức Nghĩa
14
MSSV:20120663
ĐỒ ÁN CƠNG NGHỆ CHẾ TẠO MÁY
• Chọn máy:
GVHD: ThS. Nguyễn Xuân Quỳnh
Máy khoan đứng 2A135.
• Chọn dao:
Mũi khoan ruột gà chi cơn có kích thước D = 15
s1
n1
W
W
h) Khoan, taro 4 lỗ Ø8 ở đầu nhỏ:
• Định vị và kẹp chặt:
Mặt đáy định vị bằng phiến tì hạn chế 3 bậc tự do.
Lỗ Ø75 định vị bằng chốt trụ ngắn hạn chế 2 bậc tự do.
=> Chi tiết được định vị 5 bậc tự do.
SV: Nguyễn Đức Nghĩa
15
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Kẹp chặt dùng cơ cấu bulông kẹp rút thông qua bạc dẫn tháo rời, phương của lực kẹp
vng góc với phương của kích thước thực hiện và mặt định vị chính .
• Chọn máy:
Máy khoan đứng 2A135.
• Chọn dao:
Mũi khoan ruột gà chi cơn có kích thước D = 8
s2
s1
n2
n1
i) Khoan, taro 2 lỗ ren M15 ở hai bên:
• Định vị và kẹp chặt:
Mặt đáy định vị bằng phiến tì hạn chế 3 bậc tự do.
Dùng khối V hạn chế 2 bậc tự do.
=> Chi tiết được định vị 5 bậc tự do.
Kẹp chặt bằng khối V.
SV: Nguyễn Đức Nghĩa
16
MSSV:20120663
ĐỒ ÁN CƠNG NGHỆ CHẾ TẠO MÁY
• Chọn máy:
GVHD: ThS. Nguyễn Xuân Quỳnh
Máy khoan đứng 2A135.
• Chọn dao:
Mũi khoan ruột gà chi cơn có kích thước D = 15
s2
s1
n2
n1
j) Tổng kiểm tra:
SV: Nguyễn Đức Nghĩa
17
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
4. Tính tốn lượng dư gia cơng:
• Ngun cơng 1: Gia công đầu to:
Bước 1: Tiện khỏa mặt đầu đạt kích thước Ø200
Với kích thước Ø200 tra bảng 394 sổ tay cơng nghệ tập 1 ta có: lượng dư
Z = 2,5 (mm).
Bước 2: Tiện ngồi đạt kích thước 30 (mm) ta có lượng dư là Z = 2 (mm).
Bước 3: Tiện mặt bích đối diện có lượng dư là Z = 2 (mm).
• Ngun cơng 2: Gia cơng đầu nhỏ:
Tính tốn lượng dư gia cơng
- Mặt trụ ngồi Ø120±0,2
Các bước cơng nghệ: Tiện thơ
Cơng thức tính lượng dư:
SV: Nguyễn Đức Nghĩa
18
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
ε
2Zmin=2(Rzi-1+Ti-1+i-1+ i)
Rzi-1- chiều cao nhấp nhô tế vi do bước công nghệ sát trước để lại.
Ti-1- chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước để lại.
i-1- tổng sai lệch về vị trí khơng gian do bước công nghệ sát trước để lại.
ε
i
- sai số gá đặt chi tiết ở bước công nghệ đang thực hiện.
Đối với phơi đúc: Rz=250
µm
; T=350
µm
.
Vì gia cơng bằng mâm cặp 3 chấu tự định tâm nên sai số gá đặt trong trường hợp này
bằng 0 =>
ε
=0.
gd
Như vậy ta có cơng thức tính:
2Zmin=2(Rzi-1+Ti-1+i-1)
Ta lập bảng để ghi các bước cơng nghệ và các thành phần lượng dư.
Sai lệch vị trí khơng gian phôi được xác định theo công thức:
ρ p = ρ12k + ρ ct2 + ρ t2
Ơ đây
ρ
- độ lệch của khuôn dập so với tâm danh nghĩa của phôi (giá trị
lk
thuộc vào trọng lượng =>
ρ
ct
ρ
lk
phụ
=1mm).
lk
- độ cong vênh của phôi thô (độ cong của đường trục phôi).
ρ
∆c
ρ
- độ cong đơn vị 1
SV: Nguyễn Đức Nghĩa
µm
ct=
∆ c .Lc
/mm.
19
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Lc- chiều dài từ mặt đầu của chi tiết đến cổ trục cần xác định lượng dư,
Lc=185mm =>
ρ
ρ
ct
=0.001*15=0,175(mm).
- sai lệch do lấy tâm làm chuẩn.
t
δ p2
ρt =
δ
p
- dung sai phôi đúc
δ
p
4
+ 0,25 2
=3mm.
0,25- độ võng của tâm phôi.
32
ρt =
4
=>
+ 0,25 2 = 1,52mm
Do đó sai lệch khơng gian của phơi là:
Sai lệch cịn lại sau ngun cơng tiện thơ:
ρ
=0,06*
ρ
1
=0,06*1830=110
µm
p
.
Sai lệch cịn lại sau ngun cơng tiện bán tinh:
ρ
=0,4*
2
ρ
=0,4*110=44
1
µm
.
Lượng dư nhỏ nhất được xác định theo cơng thức:
2Zbmin=2(Rza+Ta+
ρ
a
)
Như vậy ta có:
Tiện thơ: 2Zbmin=2(250+350+1830)=2*2430
Tiện tinh: 2Zbmin=2(50+50+110)=2*220
SV: Nguyễn Đức Nghĩa
µm
20
µm
.
.
MSSV:20120663
ĐỒ ÁN CƠNG NGHỆ CHẾ TẠO MÁY
Các kích thước trong q trình gia cơng:
GVHD: ThS. Nguyễn Xn Quỳnh
Tiện thơ: d2=174,8+2*220*10-3=175,24(mm).
d1=175,24+2*2430*10-3=179,1(mm).
Phơi:
Xác định kích thước giới hạn bằng cách cộng cột kích thước giới hạn nhỏ nhất dmin
với dung sai
δ
.
Lượng
Bướ
dư tính
Các yếu tố
c
tốn
cơng
Zbmin
nghệ
Phơi
Tiện
thơ
Tiện
tinh
ρ
Ta
25
35
183
0
0
0
50
50
110
0
20
30
44
0
Tiện tinh:
Dun
thước
g sai
tính
tốn
d, mm
δ
,
0
-
179,1
2*243
175,2
0
4
2*220
174,8
Kích thước
giới hạn, mm
Lượng dư
giới hạn,
mm
µm
εb
Rza
a
Kích
3000
400
120
dmin
dmax
179,1
182,1
-
-
175,2
175,6
386
646
4
4
0
0
440
720
174,8
174,9
2
Zbmin Zbmax
d3=174,8+0,12=174,92(mm).
Tiện thơ:
d2=175,24+0,4=175,64(mm).
Phơi:
d1=179,1+3=182,1(mm).
Xác định lượng dư giới hạn:
Zbmax- hiệu các kích thước giới hạn lớn nhất.
Zbmin- hiệu các kích thước giới hạn nhỏ nhất.
SV: Nguyễn Đức Nghĩa
21
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Quỳnh
Tiện tinh:
2Zbmax=175,64-174,92=0,72(mm).
2Zbmin=175,24-174,8=0,44(mm).
Tiện thơ:
2Zbmax=182,1-175,64 =6,46(mm).
2Zbmin=179,1-175,24=3,86(mm).
• Tra lượng dư cho các ngun cơng cịn lại: bảng 3-17 (sổ tay tập II).
Lượng dư hai mặt đầu:
Zmin=2,5(mm).
Lượng dư mặt bích đối diện:
Zmin=2 (mm).
• Ngun cơng 3: Tiện cơn ngồi:
Tiện cơn với lượng dư bé nht Z = 2,5 (mm).
ã
Nguyên công 4: Tiện trong lỗ Ø90:
TiƯn trong víi lỵng d bÐ nhÊt Z = 2,5 (mm)
• Ngun cơng 5: Kht, doa lỗ Ø75:
Lượng dư tổng cộng Z = 2(mm).
Bước 1: Khoét 1,5 mm.
Bước 2: Doa 0,5 mm.
• Ngun cơng 6: Khoan và taro các lỗ ỉ8 đầu lớn:
Lng d bng ng kớnh l.
ã Nguyờn cụng 7: Khoan cỏc l M15 đầu lớn:
Lng d bng ng kính lỗ.
• Ngun cơng 8: Khoan và taro các lỗ ỉ8 đầu nhỏ:
Lng d bng ng kớnh l.
SV: Nguyn c Nghĩa
22
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Qunh
ã Nguyờn cụng 9: Khoan và taro lỗ ren M15:
Lng dư bằng đường kính lỗ.
5. Tính tốn chế độ cắt cho từng nguyên công:
a) Nguyên công 1: Gia công đầu to trên máy tiện:
Bước 1: Tiện khỏa mặt đầu Ø200 với Rz = 3,2 => ta phải chia máy tiện thnh tin thụ
v tin tinh.
ã Tin thụ:
Chọn chiều sâu cắt t = 2(mm) víi vËt liƯu lµ thÐp C tra bảng 5.60
- sổ tay CN T2 ta chọn đợc lợng chạy giao là S = 0,5 (mm /vòng).
Tra bảng 5.64 sổ tay CN ta chọn đợc Vcắt = 255(m/ph).
Từ đây ta có thể tính đợc vận tốc cắt thực tế Vtt = Vcắt.K1.K2.K3
K1: Hệ số điều chỉnh phụ thuộc vào nhóm và cơ tính của
thép cho trong bảng 5-3 Sỉ tay CNCTM- k1 = 0,9
K2: HƯ sè ®iỊu chØnh phụ thuộc vào trạng thái của bề mặt
gia công và chu kú bỊn cđa dao cho trong b¶ng 5-37 Sỉ tay
CNCTM- k2 = 0,6
K3: HƯ sè ®iỊu chØnh phơ thc vào dạng gia công cho
trong bảng 5-36 Sổ tay CNCTM- k3 = 0,75.
Vậy tốc độ tính toán là: Vtt=Vcắt.k1.k2.k3=255.0,9.0,6.0,75
=103 (m/ph).
số vòng quay của động cơ :
ne =
1000.vtt 1000.103
=
= 156, 7
π .d
3,14.210
(v/ph)
SV: Nguyễn Đức Nghĩa
23
MSSV:20120663
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GVHD: ThS. Nguyễn Xuân Qunh
Ta chọn theo số vòng quay của máy: ne =160(v/ph).
Tính lại vận tốc cắt: Vtt =
.d .ne
= 100
1000
(m/ph)
Tra bảng 5.68 sổ tay CNT2 ta có đợc công suất yêu cầu N=2,9 (KW).
Nh vậy máy đà chọn thoả mÃn yêu cầu.
ã Tin tinh :
Với chiều sâu cắt t = 0,5 (mm).Tra bảng 5.62 với bán kính đỉnh
dao 1mm, vật liệu là thép ta có : lợng chạy dao S = 0,11(mm/vòng).
Từ bảng 5.64 ta có Vcắt = 409 (m/ph) Vtt = 409.K1.K2.K3
=165,6(v/ph).
Sè vßng quay cđa trơc chÝnh ne =
1000.vtt
= 251
.d
(v/ph). Ta chọn số vòng
quay theo máy ne = 250(v/ph) tính lại vận tốc cắt Vcắt =
.d .ne
= 165
1000
(m/ph)
Tra bảng 5.68 sổ tay CNT2 ta chọn đợc công suất yêu cầu: N=
2(KW). Nh vậy máy đà chọn thoả mÃn yêu cầu.
Bc 2 : Tin ngoi u to đạt Ra = 3,2 với Ø200, lượng dư 2 (mm).
• Tiện thô: Với chiều sâu cắt t = 1,5(mm). Tra bảng 5.60 sổ
tay CNT2 ta chọn đợc lợng chạy dao S = 0,7(mm/vòng).
Từ bảng 5.64 ta tra đợc Vcắt =205 (m/ph) ⇒ Vtt =205.0,6.0,75.0,9 =
83 (m/ph)
SV: Nguyễn Đức Nghĩa
24
MSSV:20120663
ĐỒ ÁN CƠNG NGHỆ CHẾ TẠO MÁY
⇒ sè vßng quay cđa m¸y : ne=
GVHD: ThS. Nguyễn Xn Quỳnh
1000.vtt
= 126
π .d
(v/ph).Ta chọn theo số vòng
quay theo máy ne= 130 (v/ph).
Tính lại vận tốc cắt Vcắt =
.d .ne
=
1000
85,7(m/ph). Tra bảng 5.68
ta chọn đợc công suất yêu cầu của máy N= 2,4 (KW).Giá trị này thoả
mÃn máy đà chọn.
ã Tiện tinh mặt đầu.
Với chiều sâu cắt t = 0,5(mm) tra bảng 5.62 sổ tay CNT 2 ta có S =
0,2(mm/vòng)
Vcắt = 95 (m/ph) .Ta tính số vòng quay của máy ne =
1000.vtt
=
.d
144(v/ph)
Ta chọn số vòng quay theo máy ne=150(v/ph).
Ta xác định lại vận tốc cắt Vcắt =
.d .ne
=
1000
99(m/ph). Tra bảng 5.68 sổ
tay CNT2 ta chọn đợc công suất yêu cầu: N = 2(KW).Nh vậy thoả mÃn
loại máy đà chọn.
Bc 3 : Tiện mặt bích đối diện :
Lỵng d 2 (mm), do bề mặt này không có yêu cầu về cấp chính xác
nên ta chỉ gia công thô 1 lần cho cả lợng d.
Với chiều sâu cắt t = 2(mm) tra bảng 5.60 sổ tay CNT 2 ta có lợng
chạy dao
S =0,7(mm/vòng).Tra bảng 5.64 Vcắt = 231(m/ph)
SV: Nguyn c Ngha
25
MSSV:20120663