ĐỒ ÁN THIẾT KẾ DAO TIỆN ĐỊNH HÌNH GIA CÔNG CHI TIẾT VÀ THIẾT KẾ DAO CHUỐT GIA CÔNG CHI TIẾT
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (974.95 KB, 53 trang )
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Nhận xét của giáo viên
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
................................................................................................................................
SVTH: Phạm Văn Tuấn
1
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Lời nói đầu
Đất nước ta đang trên con đường Công nghiệp hoá - Hiện đại hoá theo
định hướng XHCN. Trong đó, ngành công nghiệp đóng vai trò quan trọng. Các
hệ thống máy móc cũng từng bước trở lên phổ biến và từng bước thay thế sức
lao động con người, để tạo ra và làm chủ máy móc đòi hỏi mỗi chúng ta phải tìm
hiểu nghiên cứu rất nhiều. Là một sinh viên khoa Cơ khí em luôn ý thức được
tầm quan trọng của những kiến thức mà mình tiếp thu được.
Việc thiết kế đồ án là một công việc rất quan trọng trong quá trình học
tập, bởi nó giúp sinh viên hiểu sâu, hiểu kỹ hơn những kiến thức của môn học.
Môn học dụng cụ cắt là môn khoa học cơ sở nghiên cứu về phương pháp
tính toán và thiết kế các dụng cụ cắt có công dụng chung, từ đó giúp sinh viên có
những kiến thức cơ bản về cấu tạo và tính toán các chi tiết làm cơ sở nghiên cứu
về phương pháp vào việc thiết kế dụng cụ cắt.
Đồ án thiết kế của em được thầy Phan Văn Nghị giao cho là thiết kế dao
tiện định hình gia công chi tiết và thiết kế dao chuốt gia công chi tiết. Với những
kiến thức đã học và sự giúp đỡ của thầy, sự đóng góp trao đổi xây dựng của bạn
bè em đã hoàn thành được đồ án này.
Song với những hiểu biết còn hạn chế, cùng kinh nghiệm chưa nhiều em
không tránh khỏi những thiếu sót. Em rất mong có được sự chỉ bảo của thầy cô
trong bộ môn Chế tạo máy để đồ án của em được hoàn thiện hơn.
Em xin chân thành cám ơn các thầy, cô giáo trong bộ môn đã tận tình
giúp đỡ em, đặc biệt là thầy giáo Phan Văn Nghị.
Sinh viên.
Phạm Văn Tuấn
Phần 1 : Tìm Hiểu Về Máy Và Dụng Cụ
I.Các định nghĩa và khái niệm cơ bản.
SVTH: Phạm Văn Tuấn
2
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
-Máy công cụ là những thiết bị , máy móc làm thay đổi hình dáng ,kích thước và
độ chính xác của chi tiết được gia công(theo thiết kế) bằng các phương pháp
công nghệ khác nhau từ phôi.Có những máy công cụ như máy tiện,máy chốt,
máy cắt răng, máy khoan lỗ, máy tiện doa lỗ, máy phay, máy cắt, máy bào...
-Dụng cụ cắt là những dụng cụ trực tiếp tham gia vào quá trình cắt gọt ,thực
hiện bóc tách phoi ra khỏi phôi để tạo ra hình dáng ,kích thước,độ chính xác
chi tiết cần gia công.
-Quá trình cắt kim loại là quá trình con người sử dụng dụng cụ cắt để hớt bỏ lớp
kim loại thừa khỏi chi tiết, nhằm đạt được những yêu cầu cho trước về hình
dáng vị trí, kích thước, vị trí tương quan giữa các bề mặt và chất lượng bề mặt
của chi tiết gia công.
+ Chuyển động cắt gọt. Là chuyển động cần thiết để thực hiện và duy trì quá
trình tách phoi ra khỏi phôi.
Chuyển động cắt chính: Là chuyển động cơ bản để tạo ra phoi. Nó tiêu thụ
công suất lớn nhất trong quá trình cắt.
Chuyển động chạy dao: Là chuyển động cần thiết để duy trì quá trình cắt
+Quá trình tạo hình bề mặt là quá trình tạo nên các đường tạo hình đó là đường
sinh và đường chuẩn. (Cho đường sinh dịch chuyển theo đường chuẩn để tạo
nên bề mặt gia công).
Chuyển động tạo hình là chuyển động cần thiết để tạo nên đường sinh và đường
chuẩn.
+Chuyển động phân độ. Là chuyển động cần thiết để dịch chuyển tương đối
phôi và dao sang vị trí mới.
Chuyển động phân độ gián đoạn: Khi chuyển động phân độ không trùng với
chuyển động tạo hình.
Chuyển động phân độ liên tục: Khi chuyển động phân độ trùng với chuyển
động tạo hình.
+Chuyển động định vị. Xác định vị trí của dao tương đối với phôi trong hệ toạ
độ của máy. Nó xác định kích thước của bề mặt gia công.
Nếu chuyển động định vị thực hiện mà không có quá trình cắt thì gọi là chuyển
động điều chỉnh.
Nếu chuyển động định vị thực hiện mà không có quá trình cắt thì gọi là chuyển
động ăn dao(cắt vào).
SVTH: Phạm Văn Tuấn
3
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
+Các chuyển động khác: Đảm bảo những điều kiện cần thiết trong quá trình gia
công: Chuyển động gá đặt và kẹp phôi,chuyển động tiến, lùi dụng cụ
cắt,chuyển động vận chuyển phôi, thay đổi dụng cụ, kiểm tra, đảo chiều, thu
dọn phoi.
II.Công dụng và phân loại máy công cụ.
1. Công dụng:
Máy công cụ nói chung là các loại máy được dùng trong sản xuất chế tạo
máy và chế tạo thiết bị kỹ thuật. Là công cụ chính trong ngành chế tạo máy để
chế tạo ra các chi tiết, cơ cấu theo hình dáng, độ chính xác theo yêu cầu của máy
móc, thiết bị, dụng cụ, và các sản phẩm dùng trong các ngành kỹ thuật, trong sản
xuất, quốc phòng và phục vụ dân sinh.
Có nhiều loại máy công cụ khác nhau được phân loại theo các chỉ tiêu
khác nhau ví dụ: máy tiện, máy phay, máy bào, máy doa…
2) Phân loại theo khối lượng :
Loại nhẹ: Khối lượng nhỏ hơn≤1 tấn(D=100-200 mm)
Loại trung : Khối lượng nhỏ hơn≤10 tấn(D=200-500mm)
Loại lớn: Khối lượng bằng 10- 13 tấn(630-1200mm)
Loại nặng: Khối lượng bằng 30-100 tấn(1600-6000mm)
Loại đặc biệt nặng khối lượng lớn hơn 100 tấn
3) Phân loạitheo cấp chính xác:
-Loại cóđộ chính xác tiêu chuẩn E(H)
-Loại cóđộ chính xác nâng cao D(II)
-Loại cóđộ chính xác cao C(B)
-Loại cóđộ chính xác đặc biệt caoB(A)
-Loại cóđộ chính xác đặc biệt A(C)
4) Phân loại theo mức độ tự động hoá:
- Máy bán tự động: 1÷2 khâu tự động
-Máy tự động: Chiếm một lượng không nhiều khâu tự động
-Máy tổ hợp: Được sử dụng khá phổ biến được tổ hợp cả tự động hoá và
cơ khí hoá.
III.Công Dụng và phân loại dụng cụ cắt:
1.Công dụng:
SVTH: Phạm Văn Tuấn
4
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
-Dụng cụ cắt trực tiếp tham gia vào quá trình bóc tách vật liệu trên chi tiết gia
công nên kích thước,hình dáng chi tiết. Dụng cụ cắt quyết định chế độ cắt ,hình
dáng hình học,chất lượng bề mặt chi tiết gia công ..
-Dụng cụ cắt được sử dụng trên các máy công cụ để gia công chi tiết cơ cấu
theo hình dáng, độ chính xác theo yêu cầu của máy móc, thiết bị, dụng cụ, và
các
sản phẩm dùng trong các ngành kỹ thuật, trong sản xuất, quốc phòng và phục vụ
dân sinh.
-Tùy thuộc vào loại máy, mục đích gia công mà có các loại dụng cụ cắt khác
nhau.
2.Phân loại dụng cụ cắt:
a Dụng cụ:
-Loại đơn giản chỉ có một phần cắt: như dao tiện, dao bào,…
-Loại phức tạp gồm nhiều phần cắt như dao phay, dao chuốt,…
SVTH: Phạm Văn Tuấn
5
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
-Dụng cụ đặc biệt trong gia công theo phương pháp tiên tiến.
IV.Máy tiện ren vít vạn năng.
1.Công dụng:
Máy tiện ren vít vạn năng là loại máy công cụ được sử dụng rất rộng rãi
trong các nhà máy, phân xưởng sản xuất. Được dùng để gia công tiện các bề mặt
tròn ngoài và trong, mặt cầu, bề mặt định hình và nhiều các bề mặt khác. Tiện
chép hình các bề mặt ren trong, ren ngoài, ren trụ, ren côn và ren mặt đầu.
Máy tiện ren vít vạn năng gia công được các mặt định hình phức tạp bằng
dao định hình hoặc chép hình theo cơ cấu chép hình hay thủy lực.
Ngoài ra trên máy tiện ren vít vạn năng còn gia công được các bề mặt
không đồng tâm hoặc tiện méo nhờ đồ gá đặc biệt, có thể khoan, khoét, doa, taro
ren, phay, đánh bóng…
Những công việc chủ yếu của máy tiện ren vít vạn năng là để tiện trơn và
tiện ren.Máy có thể tiện được các loại ren hệ mét, ren hệ anh, ren nhiều đầu mối,
ren khuếch đại, ren tiêu chuẩn và phi tiêu chuẩn, ren trái, ren phải…
2.Các bộ phận chính của máy tiện ren vít vạn năng:
Thân máy : là bộ phận quan trọng, trên thân máy được lắp tất cả những bộ phận
chính yếu của máy, bộ phận quan trọng nhất là sống trượt, trên sống trượt lắp
những bộ phận máy có thể di động như : ụ động, giá đỡ, bàn trượt dọc. Kết cấu
máy rất đa dạng.
Hộp trục chính : bao gồm có hộp tốc độ để điều chỉnh các cấp vận tốc cần thiết
của trục chính. Khi đó được gọi là hộp tốc độ trục chính.
SVTH: Phạm Văn Tuấn
6
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Hình dạng chung của máy tiện ren vít vạn năng
Bàn dao : là bộ phận máy lắp trên hộp xe dao và di trượt trên sống trượt của
băng máy, bàn dao có nhiệm vụ kẹp chặt dao, thực hiện chuyển động chạy dao
dọc và chuyển động chạy dao ngang, bàn dao có 4 bộ phận chính : bàn trượt
dọc, bàn trượt ngang, bàn trượt dọc trên và oå gá dao.
Bàn trượt dọc : di trượt trên sống trượt dẫn hướng của băng máy theo chiều dọc
thông qua bộ truyền thanh răng – bánh răng.
Bàn trượt ngang : di trượt trên sống trượt đuôi én của bàn trượt dọc theo
phương ngang thông qua cơ cấu vít me – đai ốc ngang.
Bàn trượt dọc trên : có thể xoay xung quanh trục của nó khi mở hai ốc ở hai
bên.
Ổ dao : dùng để kẹp chặt dao tiện trong quá trình gia cơng, ổ dao dng trn my
tiện thường có hai dạng vuông vaø oå dao tháo lắp nhanh.
Ổ dao vuông : có thể lắp được 4 dao tiện trên 4 cạnh của ổ dao, lọai ổ này rất
mất nhiều thời gian.
Ổ dao tháo lắp nhanh : lọai này chỉ có ưu điểm là gá lắp nhanh nhưng chỉ gá
được 1 dao.
SVTH: Phạm Văn Tuấn
7
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
ụ động : được dặt trên sống trượt của băng máy có thể di trượt dọc theo sống
trượt tới vị trí bất kỳ bằng tay. Dùng để đỡ các chi tiết dài hay có cĩ thể khoan
tron my tiện
Sơ đồ động
-Truyền dẫn xích tốc độ quay thuận
-Truyền dẫn xích tốc độ quay nghịch
SVTH: Phạm Văn Tuấn
8
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
-Truyền dẫn xích chạy dao tiện ren hệ Mét
-Truyền
dẫn
xích
chạy dao
tiện ren hệ
Anh
-Truyền dẫn xích chạy dao tiện ren chính xác
3.Đặc tính và khả năng công nghệ
a) Đặc tính:
-Đường kính gia công lớn nhất có thể gia công được:
+ Gá trên mâm cặp : 400 mm
+ Gá trên bàn dao: 200 mm
Khoảng cách giữa hai mũi tâm: 710mm và 1000mm
Số cấp tốc độ trục chính: 23 cấp (Từ 12,5 v/p đến 2000 v/p)
Giới hạn lượng chạy dao:
+ Dọc: 0,0744,16 mm/vg
+ Ngang: 0,03542,08 mm/vg
Bước ren cắt được: 0,54190 mm( theo hệ mét) 0,2442 mm(theo hệ Anh)
SVTH: Phạm Văn Tuấn
9
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Công suất động cơ chính: 7,5410 kw
Các bước ren cắt được: ren hệ mét, ren hệ Anh, ren modul, ren pitch, ren
chính xác, ren mặt đầu ren khuếch đại.
b) Khả năng công nghệ:
- Máy có thể tự ngắt chạy dao khi quá tải,tự ngắt điện khi mất điện, tự dừng
động cơ chính khi máy dừng làm việc 6 phút.
- Độ chính xác của nguyên công tiện phụ thuộc vào nhiều yếu tố như: Vật liệu
dụng cụ, vật liệu chi tiết gia công, chất lượng chế tạo dụng cụ, trạng thái bề mặt
gia công, độ cứng vững của HTCN, tay nghề công nhân.v.v. Độ chính xác đạt
được khi tiện tham khảo ở các bảng trong các sổ tay CNCT máy.
- Năng suất gia công khi tiện phụ thuộc vào nhiều yếu tố như: Vật liệu dụng cụ,
vật liệu chi tiết gia công, chất lượng chế tạo dụng cụ, trạng thái bề mặt gia công,
độ cứng vững của HTCN, tay nghề công nhân.v.v. Nhìn chung năng suất gia
công khi tiện không cao, với dao tiện thường chỉ có một lưỡi cắt.
4.Gá đặt và kẹp chặt trên máy:
-Mũi chống tâm
-Mâm cặp
SVTH: Phạm Văn Tuấn
10
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
-Giá đỡ (luy net)
SVTH: Phạm Văn Tuấn
11
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
-San ga
V.Máy chuốt kéo .
1.Công dụng:
Máy chuốt được sử dụng rộng rãi trong sản xuất loạt lớn và hàng khối để gia
công các lỗ chính xác có prôfin bất kỳ, các bánh răng, các rãnh, các loại lỗ then
hoa... Nó còn có thể gia công mặt phẳng, mặt định hình,v.v... Chuốt có năng suất
và độ chính xác cao.
Máy chuốt là máy có chuyển động chính là chuyển động thẳng do dao thực
hiện.Dao chuốt có dạng như một thanh kim loại có các lưỡi cắt phân bố đều trên
một hoặc toàn bộ chu vi của thanh.
Các bề mặt có thể gia công trên máy chuốt :
SVTH: Phạm Văn Tuấn
12
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
2.phân loại:
a. Máy chuốt thường phân loại theo công dụng,theo vị trí dao chuốt và theo mức
độ tự động hóa.
-Căn cứ vào công dụng: chuốt trong chuốt ngoài
-Căn cứ vào vị trí gá đặt dao chuốt: chuốt nằm ngang và chuốt thẳng đứng
Máy chuốt ngang
SVTH: Phạm Văn Tuấn
13
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Máy chuốt đứng
- Căn cứ vào trình độ tự động hóa: chốt lien tục và chuốt gián đoạn
3. Khả năng công nghệ:
-Chuốt có thể gia công lỗ được tròn lỗ tròn, các loại lỗ định hình, then, lỗ then
hoa, lỗ có thẳng hoặc rãnh xoắn, , mặt phẳng.v.v. Ngoài ra chuốt còn có thể gia
công mặt trụ ngoài, bánh răng nhưng do kết cấu dao phức tạp nên ít dùng.
-Chuyển động cắt khi chuốt rất đơn giản, thường chỉ có một chuyển động tịnh
tiến. Nếu chuốt rãnh xoắn thì ngoài chuyển động tịnh tiến còn có chuyển động
xoay tương đối giữa dao và phôi để tạo nên bước xoắn của rãnh.
-Chuốt có thể gia công được các lỗ trụ có đường kính tới 320 mm, lỗ có then
hoa với đường kính 420 mm, rãnh rộng 100 mm và chiều dài lỗ đến 10 m.
- Để tăng năng suất khi chuốt mặt phẳng người ra có thể cho dao đứng yên còn
chi tiết gá trên bàn máy thực hiện chuyển động tịnh tiến hoặc quay liên tục
-Chuốt có thể đạt độ chính xác cấp 7
4.Gá đặt và kẹp chặt trên máy:
-Eto.
SVTH: Phạm Văn Tuấn
14
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
-Mâm cặp
SVTH: Phạm Văn Tuấn
15
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Phần II:
Thiết kế dao tiện định hình
Vật liệu: Thép 50
Cấp chính xác: IT12
Độ nhám: Cấp 5
R9
20
25
25
1,5x45°
5
16
40
Dao tiên định hình dùng để gia công những chi tiết định hình ở dạng sản
xuất hàng loạt lớn hoặc hàng khối. Chúng bảo đảm độ đồng nhất về hình dáng
và độ chính xác kích thước của cả loạt chi tiết gia công, năng xuất cắt cao, số lần
mài lại cho phép lớn. Muốn vậy, khi thiết kế dao tiện định hình cần chọn vật liệu
dao hợp lý, kết cấu dao hợp lý, tính kích thước biên dạng dao thật chính xác và
đề ra những yêu cầu kỹ thuật chế tạo thật hợp lý.
1. Chọn vật liệu dao tiên định hình.
SVTH: Phạm Văn Tuấn
16
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Dao tiện định hình thường có biên dạng phức tạp, làm việc trong điều
kiện cắt nặng nề, lực cắt lớn, nhiệt cắt lớn. Vì vậy cần chọ vật liệu làm dao có độ
cứng lớn, độ bền nhiệt lớn, độ bền cơ học và khả năng chống mòn tốt.
- Với vật liệu chi tiết gia công thép 50 cần gia công đạt cấp chính xác
IT12. Để nâng cao chất lượng và năng suất cắt chọn vật liệu phần cắt là hợp
kim cứng T15K6, vật liệu thân dao là thép 40X.
2. Chọn kích thước kết cấu dao tiện định hình.
Với vật liệu dao làm chi tiết là thép 45,
cấp chính xác là TI12 và độ
nhám cấp 5 ta chọn kiểu dao là kiểu dao tròn có lỗ chốt vì dao tiện định hình
tròn dễ chế tạo hơn, thường dùng để chế tạo các chi tiết có chiều cao hình dáng
nhỏ mà vẫn đảm bảo đọ cứng vững.
Dao tiện định hình tròn có điểm cơ sở nằm ngang tâm chi tiết gia công.
Kích thước của dao được chọn theo hình dáng lớn nhất tmax của chi tiết gia
công
+ Chiều cao hình dáng lớn nhất:
tmax =
d max − d min 43 − 20
=
= 11,5 ( mm )
2
2
Tra bảng 2-3[1] ta có kết cấu của dao tiện định hình tròn có lỗ chốt:
Chiều cao hình Kích thước của dao tiện(mm)
dáng lớn nhât D
d
B max
d1
của chi tiết
10-12
(11,5 90
22
34
18
mm)
SVTH: Phạm Văn Tuấn
17
K
R
D1
d2
4
2
45
6
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Hình 1. Kích thước kết cấu dao tiện định hình tròn
3. Chọn thông số hình học dao tiện định hình.
+ Góc sau α: Dao tiện định hình thường cắt với lớp phoi mỏng nên góc
sau α được chọn lớn hơn so với dao tiện thường.
- Chọn α = 120
+ Góc trước γ : Phụ thuộc vào cơ tính của vật liệu gia công.
- Theo bảng 2.4[1], với vật liệu chi tiết gia công là thép 50 có
- γ =200
4.Chiều rộng dao tiện định hình:
Ngoài đoạn lưỡi cắt chính Lg để tạo ra biên dạng định hình chi tiết gia
công , cần kể thêm các đoạn lưỡi cắt phụ để vát mép , xén mặt đầu và chuẩn bị
cắt đứt chi tiết ra khỏi phôi thanh.
Chiều rộng dao tiện định hình được xác định dọc theo trục của chi tiết gia
công và tính theo công thức:
Lp = Lg + a + b + b1 + c
SVTH: Phạm Văn Tuấn
18
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Hình 2. Chiều rộng chung của dao tiện định hình
Với
+Lg: Chiều dài đoạn lưỡi cắt chính L =40 mm
+ a: Chiều dài đoạn lưỡi cắt phụ nhằm tăng bền cho lưỡi cắt a=2 mm
+ c: Chiều đai đoạn lưỡi cắt phụ xén mặt đầu chi tiết với chi tiết có phần
vát mép thì lấy lớn hơn phần vát 1,5 mm
+ t: Chiều cao đoạn lưỡi cắt phụ để chuẩn bị cắt đứt lấy tmax ≥ t
+ b: Chiều dài đoạn lưỡi cắt phụ để chuẩn bị cắt đứt lấy b = 5 mm
+ b1: Đoạn vượt quá lấy b = 0,5 ÷ 1 mm chọn b1 = 1 mm
+ ϕ: Góc nghiêng của đoạn lưỡi cắt đứt lấy ϕ = 150
+ ϕ1 : Góc nghiêng của đoạn lưỡi xén mặt đầu ϕ1 = 450
Thay số Lp = 40 + 2 + 5 + 1,5 + 1 = 49,5 mm
5>Xác định kích thước chiều trục các điểm trên biên dạng dao
-Dao được thiết kế trong điều kiện gá thẳng nên trị số kích thước chiều
trục của các điểm biên dạng trên lưỡi cắt đúng bằng kích thước chiều trục của
các
điểm
tương
ứng
trên
chi
tiết
gia
công
-Trên hình vẽ điểm O là điểm cơ sở ngang tâm
-Ta có kích thước chiều trục
l1 = 5 mm
SVTH: Phạm Văn Tuấn
19
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
l2 = 16 mm
l3 = 25 mm
l4 = 34 mm
l5 = 40 mm
Hình 3. Xác định biên dạng lưỡi cắt
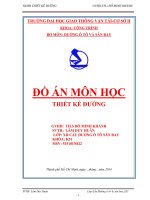
6> Tính chiều cao hình dáng dao tiện định hình tròn có điểm cơ sở ngang
tâm
SVTH: Phạm Văn Tuấn
20
GVHD: Phan Văn Nghị
ψ
ψ
γ
γ
γ
ψ
Thuyết minh đồ án môn học Máy Và Dụng Cụ
τ
τ
Hình 4. Sơ đồ tính cho dao tiện định hình tròn có điểm cơ sở ngang tâm
Chiều cao hình dáng được tính theo công thức sau:
h = R.sinα
H = R.sin(α+γ )
B = R.cos(α+γ )
Bn = B - τn
H
tggon = B
n
H
Rn = sin y
on
tn = R - R n
Trong đó
α : Góc sau tại điểm cơ sở ngang tâm
γ : Góc trước tại điểm cơ sở ngang tâm
R : Bán kính dao tại điểm cơ sở ngang tâm
R1 R2 R3 …Rn : Bán kính dao tương ứng với các điểm biên dạng trên lưỡi
cắt.
τ 1 ,....τ n : Chiều cao hình dáng các điểm biên dạng của dao theo mặt
trước.
SVTH: Phạm Văn Tuấn
21
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
t1, ,t2 ,t3 …tn : Chiều cao hình dáng các điểm biên dạng tính theo tiết diện
vuông góc với mặt sau.
t1 ,t2 ,t3 … Được tính tính giống như với dao tiện lăng trụ hoặc có thể tra
bảng 2-5[1]
- Tính toán chiều cao hình dáng cho từng điển biên dạng:
1>Tính chiều cao hình dáng cho điểm 0,1
Do 2 điểm trùng nhau lên ta tính cho điểm 0, điểm 1 hoàn toàn tương tự
90
h = R.Sinα=
sin12° = 9,356 (mm)
2
90
H = R.Sin(α +γ ) =
sin(12 + 20) = 23,846 (mm)
2
B = R.Cos(α +γ ) =
90
cos(12 + 20) = 38,162 (mm)
2
A = r0' .Sinγ = 10sin200 = 3,42 (mm)
( r1' bán kính chi tiết tại 1)
C = r0' .Cosγ = 10cos200 = 9,397 (mm)
Tính chiều cao hình dáng cho điểm 2, 4, 5
Vì 3 điểm này trùng nhau nên ta chỉ cần tính cho 1 điểm
Sin γ 2 =
A
3, 42
=
= 0,274
r2
12,5
=> g 3 = 15052'
( r2 là bán kính chi tiết tại
2,4,5)
=> B2’ = cosγ 2. r2 = 12,5.cos150 52’= 12,02(mm)
=> t2 = B2’ - C = 12,02 – 9,397 = 2,63 (mm)
B2 = B - τ2 = 38,162 – 2,63 = 35,53 (mm)
tgγ 03 =
H
23,846
=
= 0,671 = γ
B3
35,53
H
03
= 33°52’
23,846
=> R 2 = sinψ =
= 42,79( mm )
sin 33052 '
03
=> t 2 =
90
- 42,79 = 2,21 (mm)
2
2>Tính chiều cao hình dáng cho điểm 3
h = R.Sin α =
90
sin12° = 9,356 (mm)
2
H = R.Sin(α +γ ) =
90
sin(12 + 20) = 23,846 (mm)
2
B = R.Cos(α +γ ) =
SVTH: Phạm Văn Tuấn
90
cos(12 + 20) = 38,162 (mm)
2
22
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
A = r0' .Sinγ = 10sin200 = 3,42 (mm)
( r1' bán kính chi tiết tại 1)
C = r0' .Cosγ = 10cos200 = 9,39 (mm)
A
3, 42
Sin γ 3 = r =
= 0,159 => γ 3 = 9°9’ ( r3 là bán kính chi tiết tại 3)
21,5
3
=> B 3' = cosγ 3 . r3 = 21,5cos 909 ' =21,23 (mm)
=> t3 = B 3' - C = 21,23 – 9,39 = 11,83 (mm)
B3 = B - t3 = 38,162 – 11,83 = 26,332 (mm)
H
23,846
tgγ 3= B =
= 0,9 => γ 07 = 41°59’
26,332
3
H
23,846
=> R3 = sin ψ =
= 35,65 ( mm )
sin 41059 '
3
=> t3 =
90
- 35,65 = 9,35 (mm)
2
Bảng thông số biên dạng dao
thông s?
di?m biên
d?ng
αi
5
22°
15°52'
2,63
2,63
12,5
42,79
4
22°
15°52'
2,63
3
33°
11,83
12,5
21,5
42,79
35,65
2
1
22°
12°
9°9'
15°52'
2,63
11,83
2,63
12,5
0
10
42,79
45
0
12°
0
10
45
γi
20°
20°
ti (mm)
2,63
0
0
τi (mm)
ri (mm)
Ri (mm)
7> Xác định cung tròn thay thế.
SVTH: Phạm Văn Tuấn
23
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Biên dạng định hình của chi tiết gia công có đoạn cung tròn, để gia công
chính xác được đoạn này thì biên dạng của lưỡi dao trên đoạn này phải tính theo
phương pháp toạ độ điểm , thường là đoạn cung cong phức tạp. Để chế tạo được
biên dạng này với sai số nhỏ nhất thì người ta phải dùng phương pháp một hay
nhiều cung cong thay thế. Cần phải xác định bán kính cung cong thay thế sao
cho sai số nhỏ nhất.
Chi tiết đã cho ta thấy cung tròn trên chi tiết có phạm vi nửa đường tròn
và đối xứng vậy cung tròn được xác định theo công thức:
Hình 5. Tính bán kính cung tròn thay thế
tg β =
t
X
X
R tt = sin 2β
Ta có:
t: chiều cao hình dáng dao
t = t3 – t2 = 9,35 – 2,21 = 7.14 (mm)
X: Chiều rộng của hình dáng dao : X = 9 (mm)
b: Trị số trung gian
tg β =
⇒ R tt =
t
7,14
=
= 0,79 ⇒ β = 38018'
9
X
X
9
=
=9,25 (mm)
sin 2β
sin 2.38018 '
8> Xác định dung sai các kích thước biên dạng của dao tiện định hình
Độ chính xác hình dáng kích thước của chi tiết gia công phụ thuộc vào độ
chính xác hình dáng kích thước biên dạng của dao. Vì vậy ta phải xác định dung
sai kích thước biên dạng dao chặt chẽ
SVTH: Phạm Văn Tuấn
24
GVHD: Phan Văn Nghị
Thuyết minh đồ án môn học Máy Và Dụng Cụ
Trong quá trình gia công chi tiết định hình có thể coi dao như chi tiết trục
(bị bao) vì vậy ta bố trí trường dung sai kích thước biên dạng dao như đối với
trục cơ sở. Nghĩa là sai lệch trên bằng 0, sai lệch dưới âm. việc bố trí như vậy sai
số biên dạng dao sẽ tạo ra sai số có thể sửa được trên biên dạng chi tiết.
Chi tiết gia công bằng dao tiện định hình đạt cấp chính xác IT12, ta chọn
cấp chính xác của dao tiện định hình dựa vào kích thước biên dạng dao và cấp
chính xác của dao:
- Theo bảng 2. 7[1] ta được các sai lệch kích thước biên dạng dao, sai lệch
kích thước góc : - 15’
- Sai lệch đường kính của các điểm biên dạng chi tiết ta chọn theo cấp
chính xác IT9:
Φ20-0,052
Φ25-0,052
Φ43-0,062
-_Sai lệch chiều cao hình dáng và kích thước chiều trục của dao ta chọn
theo cấp chính xác IT8:
l1 = 5-0,016
l2 = 16-0,027
l3 = 25-0,033
l4 = 34-0,039
l5 = 40-0,039
t2 = 2,21-0,014
t3 = 9,35-0,022
SVTH: Phạm Văn Tuấn
25
GVHD: Phan Văn Nghị