Thiet ke Duc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (3.24 MB, 71 trang )
NGUYÊN LÝ THIẾT KẾ ĐÚC
TS.Lưu Phương Minh
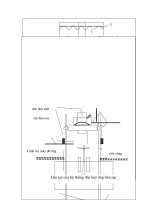
Q trình SX đúc trong khn cát
Hỗn hợp
làm khn
Mẫu đúc
Hộp lõi
Hỗn hợp
làm lõi
Làm
khuôn
Làm lõi
Sấy khuôn
Sấy lõi
Khuôn khô
Khuôn tươi
Lắp ráp khuôn, lõi
Nhiên liệu
Lị đúc
Ngun liệu
kim loại
Nấu kim loại
Biến tính
Rót khn
Phá khn, lõi
Làm sạch vật đúc
Kiểm tra
Vật đúc
Phế phẩm
THIẾT KẾ ĐÚC
Thành lập bản vẽ đúc
Bản vẽ mẫu
Bản vẽ hộp và lõi
Thiết kế hệ thống rót - Đậu hơi
- Đậu ngót
Thành lập bản vẽ đúc
Phân tích kết cấu
Xác định mặt phân khuôn
Xác định các thông số của bản vẽ vật đúc
Xác định lõi và gối lõi (ruột và đầu gác)
Phân tích kết cấu
Nghiên cứu bản vẽ chi tiết
Hình dung chi tiết,
Điều kiện kỹ thuật
Vật liệu chế tạo chi tiết
Vị trí làm việc của chi tiết …
Phân tích kết cấu
Dự kiến sơ bộ quy trình gia công cắt gọt
Xác định những phần bề mặt phải gia cơng,
Những mặt chuẩn cơng nghệ
Từ đó xem xét:
Sự hợp lý với kết cấu vật đúc chưa
Nếu chưa có thể thay đổi một phần kết cấu
nhằm: đơn giản kết cấu, ph hợp Cơng nghệ
đúc.
PHÂN TÍCH KẾT CẤU
Ví dụ:
Lược bỏ các rãnh then, rãnh lùi dao, các lỗ nhỏ quá
không đặt lõi được
Sản xuất đơn chiếc lỗ 50 mm không đúc
Sản xuất hàng loạt
30 mm không đúc
Sản xuất hàng khối
20 mm không đúc
Các rãnh có độ sâu
< 6mm, các bậc dày < 25 mm
không nên đúc
Phân tích kết cấu
Tăng hoặc giảm độ dày thành vật đúc,
các gân gờ, chỗ chuyển tiếp giữa các
thành vật đúc để dễ đúc hơn nhưng
không ảnh hưởng đến:
Khả năng chịu lực
Điều kiện làm việc của chi tiết.
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Ví dụ phân chia chi tiết chế tạo
bằng phuong pháp đúc
Xi lanh nguyên của
động cơ bốn thì
Phân chia xi lanh nguyên
thành hai chi tiết
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Phương pháp chiếu chùm tia sáng
vng góc chi tiết cần đúc
Chi tiết khơng có
tính cơng nghệ
Chi tiết có tính
cơng nghệ
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Thiết kế liên kết các vấu hoặc phần nhô lên
Đề xuất giới hạn chiều cao phần nhơ lên
Kích thước bao lớn nhất của chi tiết, mm
Phần nhô cao tối thiểu, mm
< 500
500-2000
> 2000
5
10
20
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Chỉ định gia công cơ
Thiết kế sai
Thiết kế đúng
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Kích thước các phần lõm của vật Đúc
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Thiết kế phần cố định lõi
Cố định lõi bằng gối
lõi và mã
Cố định lõi bằng
gối lõi
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Đường kính lỗ nhỏ nhất của vật Đúc
Khi sản xuất hang loạt
Khi sản xuất loạt nhỏ
Khi sản xuất đơn chiếc
20 mm
30 mm
50 mm
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Thiết kế các phần lõm và hốc
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Kích thước thành mỏng nhất của vật Đúc - t
Vật liệu
Kích thước lớn nhất của chi tiết (L), mm
500 (nhỏ)
500-1500
> 1500 (lớn)
Gang xám
6
10
15
Gang dẻo
5
8
-
Thép
8
12
20
Hợp kim màu
3
6
-
L
t
4
200
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Các kết cấu thành tiết diện vật đúc
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Tính kích thước bán kính liên kết các
phần có độ dày khác nhau
Bán kính liên kết của các thành vật đúc khác nhau
Bán kính liên kết đề xuất chọn từ 1/6 – 1/3 giá trị trung
bình chiều dày của các phần liên kết:
1 1 ab
r
2
6 3
Theo dãy tiêu chuẩn bán kính chọn giá trị gần nhất
1, 2, 5, 8, 10, 16, 20, 25, 40.
THIẾT KẾ HỢP LÝ CHI TIẾT ĐÚC
Liên kết dạng nêm
Liên kết dạng góc
Ví dụ liên kết thành có góc nhọn
Xác định mặt phân khuôn
Mặt phân khuôn là bề mặt tiếp xúc giữa các nửa
khuôn với nhau xác định vị trí đúc ở trong
khn.Mặt phân khn có thể là mặt phẳng, mặt bậc
hoặc cong bất kì.
Nhờ có mặt phân khuôn mà rút mẫu khi làm khuôn
dễ dàng lắp ráp lõi, tạo hệ thống dẫn kim loại vào
khn chính xác.
Nguyên tắc chọn mặt phân khuôn
+ Dựa vào công nghệ làm khuôn :
Rút mẫu dễ dàng, định vị lõi và lắp ráp khn.
- Chọn mặt có diện tích lớn nhất, dễ làm khuôn và lấy
mẫu.
- Mặt phân khuôn nên chọn mặt phẳng tránh mặt
cong, mặt bậc.
Chọn mặt phân khuôn
Chọn mặt phân khn
• Số lượng mặt phân khn phải ít nhất. Để
•
đảm bảo độ chính xác khi lắp ráp, công nghệ
làm khuôn đơn giản.
Nên chọn mặt phân khuôn đảm bảo chất lượng
vật đúc cao nhất:
Những bề mặt yêu cầu chất lượng độ bóng,
độ chính xác cao nên để khn ở dưới hoặc
thành bên.
Khơng nên để phía trên vì dễ nổi bọt khí, rỗ
khí, lõm co.
Chọn mặt phân khn
Nên bố trí sao cho vị trí của lõi là
thẳng đứng.
Để định vị lõi chính xác,
Tránh được tác dụng lực của kim
loại lỏng làm biến dạng thân lõi,
Dễ kiểm tra khi lắp ráp.