Tài liệu Kỹ thuật lập trình TIỆN CNC Với MTS CAD - CAM , CHƯƠNG 3 docx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.19 MB, 97 trang )
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 65
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Kỹ thuật lập trình
TIỆN CNC
Với MTS CAD - CAM
TRUNG TÂM VIỆT ĐỨC
Bộ môn cơ khí
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 66
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
MỤC LỤC
MỤC LỤC
I - Ví dụ minh họa - 4 68
II - Phiếu công tác 69
III - Bảng tra cứu chế độ cắt 70
1- Cho dao HSS 70
2- Cho dao hợp kim 71
3- Tiêu chuẩn ren hệ Meter theo ISO 72
IV - Thứ tự các bước thao tác với CAM Turning 74
V- Thao tác gọi bản vẽ và các tác vụ về Phôi 75
1- Thao tác gọi bản vẽ 75
2- Chọn máy và hệ điều khiển 76
a) Khởi động Turn Program 76
b) Chọn máy và hệ điều khiển để mô phỏng chương trình NC 77
3- Chọn nhóm vật liệu và vật liệu thuộc nhóm 78
a) Chọn nhóm vật liệu 78
b) Chọn vật liệu thuộc nhóm 78
4- Các tác vụ về phôi 79
a) Nhận diện chi tiết trong môi trường mô phỏng 79
b) Đònh nghóa phôi thô 81
VI- Lựa chọn mâm cặp và chấu kẹp - Đònh vò và kẹp chặt 83
1- Thiết bò kẹp & gá kẹp chi tiết 84
a) Chọn phương án gá kẹp 84
b) Chọn mâm cặp 85
c) Chọn hàm kẹp 86
d) Chọn chuôi nhọn 87
e) Kẹp chi tiết gia công 89
f)Xác đònh gốc tọa độ của chi tiết gia công 91
VII- Chọn dao Tiện - Chu trình tiện phân lớp 92
1- Chọn dao, chọn chế độ cắt để Tiện trụ phân lớp Straight rg 93
2- Các nhóm dao tiện trong Turning-tool administration 97
3- Đònh nghóa các thông số công nghệ 100
VIII- Đònh nghóa biên dạng gia công và vùng cắt gọt 101
1- Đònh nghóa đường biên dạng gia công 102
2- Đònh nghóa điểm giới hạn đầu và cuối của vùng cắt gọt 103
IX - Chọn dao tiện ren - Chu trình tiện ren trụ 107
X- Mô phỏng và lưu chương trình 113
XI - Ví dụ minh họa 5 114
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 67
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
XII- Lập trình gia công một số bề mặt điển hình 116
1- Vạt mặt đầu 117
a) Chọn dao tiện 117
b) Bảng xác lập chế độ cắt 119
2- Đònh nghóa biên dạng gia công và vùng cắt gọt cho chu trình vạt mặt 120
a) Đònh nghóa biên dạng gia công 120
b) Đònh nghóa điểm giới hạn đầu và cuối của vùng cắt gọt 121
3- Khoan đònh tâm, khoan tâm, khoan mồi 125
a) Chọn lưỡi Khoan tâm 125
b) Ấn đònh chế độ cắt khi Khoan đònh tâm 126
c) Ấn đònh vò trí khoan tâm 127
4- Khoan mồi Þ16 128
a) Thao tác chuẩn bò chọn lưỡi khoan và chọn lưỡi khoan 128
b) Ấn đònh các thông số công nghệ cho bước gia công Khoan 130
c) Ấn đònh chiều sâu lỗ khoan 131
5- Khoan mở rộng lỗ Þ30 132
6- Tiện thô mặt trụ ngoài theo phương pháp phân bậc 133
a) Chọn dao tiện cho chu trình tiện phân bậc 134
b) Xác lập các thông số công nghệ cho Cross cycle 134
c) Đònh nghóa biên dạng gia công 136
d) Đònh nghóa điểm giới hạn đầu và cuối của vùng cắt gọt 137
7- Tiện thô, tinh mặt trụ ngoài 141
8- Tiện lỗ theo phương pháp tiện phân lớp 142
a) Chọn dao tiện lỗ cho chu trình tiện phân lớp 142
b) Đònh nghóa các thông số công nghệ 143
c) Đònh nghóa biên dạng gia công lỗ 144
d) Đònh nghóa điểm giới hạn đầu và cuối của vùng cắt gọt 145
9- Tiện tinh lỗ 148
10- Chọn dao tiện ren tam giác mặt trụ trong với Threading cyc 149
a) Các thông số về ren với Threading cyc 149
b) Thao tác chọn và gá dao tiện ren 150
c) Các thông số chế độ cắt ren với Threading cyc 152
d) Thao tác lập trình tiện ren 153
e) Mô phỏng và lưu chương trình 154
11- Ví dụ và minh họa 6 - Tiện rãnh trên lưng trụ và mặt đầu 155
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 68
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
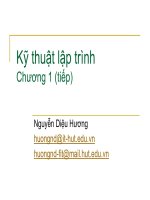
VÍ DỤ MINH HỌA 4
I - Ví dụ minh họa - 4
Người vẽ
Kiểm tra
TRUNG TÂM VIỆT ĐỨC
Lớp :
Tỉ lệ
Tờ số :
VÍ DỤ MINH HỌA - 4
M32x2.5
Ø53.7
R3
15
38.5
86.4
Ø85
10°
Ø73
Ø120.35
Cac canh ben vat 2x45°
65
229
3.5
R9
45°
10
I
I
Ghi chú
- Kích thước phôi: Þ125 x 233
- Vật liệu: C45
- Phôi đã được chuẩn bò:
* Vạt mặt đúng kích thước 229
* Khoan tâm sẵn 2 đầu x Þ6
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 69
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Phiếu công tác
PHIẾU CÔNG TÁC
- Tên chi tiết : VÍ DỤ MINH HỌA 4
- Kích thước phôi: Þ125 x 229
- Vật liệu : C45
- Người thực hiện : MTS projeck
Thiết bò kẹp
Tên thiết bò kẹp Ký hiệu Ghi chú
Mâm cặp
Hàm kẹp
Mũi chống tâm
KFD - HS 200
HM-110 – 130-02.001
02 MT2 TYPE 600
Mâm cặp Þ200
Hàm kẹp ngược
Mũi chống tâm quay
Trình tự gia công
Tên bước gia công Tên và Ký hiệu dao Thông số công nghệ
Bước 1:
Tiện thô lưng trụ theo
phương pháp phân lớp
CL-PWLNL-2020/L/0804 ISO30
Tọa độ thay dao:
X:. . . . . . . . .
Z: . . . . . . . . .
- Vc = 30 m/ph
- F = 0.1
- G96 =
- G92 =
Bước 2:
Tiện tinh lưng trụ
CL-PWLNL-2020/L/0804 ISO30
Tọa độ thay dao:
X:. . . . . . . . .
Z: . . . . . . . . .
- Vc = 30 m/ph
- F = 0.05
- G97 =
- M8 =
Bước 3:
Tiện ren tam giác
M32 x 2.5
TL-LHTL-2020/ L / 60/2.5 ISO30
Tọa độ thay dao:
X:. . . . . . . . .
Z: . . . . . . . . .
- Vc = 30 m/ph
- F = 0.1
- G97 =
- M8 =
II - Phiếu công tác
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 70
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Tra cứu
chế độ cắt
III - Bảng tra cứu chế độ cắt ( Đề nghò )
Cơ sở để tính toán chế độ cắt cho dao Tiện làm bằng thép gío – HSS
Vật liệu gia
công
Bền kéo
Rm
(N/mm
2
)
Vật liệu làm
dao
Chạy dao
f
(m/vòng)
Chiều
sâu cắt
ap
Vc
m/phút
Góc sau
α
Góc
trước
γ
Góc
nâng
λ
Tuổi bền
dao
( phút )
0.1 0.5 75…60
S 10-4-3-10
0.5 3 65…50
…500
S 18-1-2-10 1.0 6 50…35
8
8
18
18
0…4
-4
60
0.1 0.5 70…50 0…4
S 10-4-3-10
0.5 3 50…30
8 14
0
500…700
S 18-1-2-10 1.0 6 35…25 8 14 -
60
0.1 0.5 45…30
S 10-4-3-10
14 0
0.5 3 30…22
700…900
S 18-1-2-10
1.0 6 22…18
8 -4
60
0.1 0.5 30…20
0.4 3 20…15
Thép xây
dựng
900…1100 S 10-4-3-10
0.8 6 18…10
8 14 -4 60
Thép chòu
nhiệt
S 10-4-3-10
0.1
0.5
1.0
0.5
3.0
6.0
55…45
45…35
35…25
8…10 14…18 0 60
0.1 0.5 90…60
0.3 3 75…50
< = 700
S 10-4-3-10
Và
S 18-1-2-10
0.6 6 55…35
8 …20 0…4 240
0.1 0.5 70…40
0
0.3 3 50…30
Thép tự
Động
>700
S 10-4-3-10
Và
S 18-1-2-10
0.5 6 40…20
8 …20
-4
240
0.1 0.5 70…50
0.5 3 50…30
0…4
…500 S 10-4-3-10
1.06 6 35 25
8 18
-4
60
0.1 0.5 50…30 8 14 0…4
0.5 3 30…20 0
Các loại
thép đúc
H.kim thấp
&không H.k
500…700 S 10-4-3-10
1.0 6 22…15 8 14 -4
60
0.1 0.5 40…32 0
0.3 3 32…23
Gang đúc
…250 S 12-1-4-5
0.6 6 23…15
8 0…6
-
60
0.1 0.5 70…45 0
0.3 3 60…40
Gang rèn
đen
…220 S 12-1-4-5
0.6 6 40…25
8 10
-4
0.1 0.5 60…40 0
0.3 3 50…35
Gang rèn
trắng
…240 S 12-1-4-5
0.6 6 35…20
8 10
-4
60
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 71
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Tra cứu
chế độ cắt
Tính toán chế độ cắt cho dao Tiện gắn mảnh Hợp kim cứng – Tuổi bền đơn vò 15 phút.
Vật liệu
Rm
(N/mm
2
)
Loại
H.k.
f
v/ph
ap
mm
Vc
m/ph
Vật liệu
Rm
(N/mm
2
)
Loại
H.k.
f
v/ph
ap
mm
Vc
m/ph
0.10 290…380
0.25 160…210
0.25 240…320
0.50
1
210…280
0.50
1
145…195
0.10 260…340 0.25 140…190
0.25 220…280 0.50
3
130…180
0.50
3
190…250 0.25 135…180
0.10 250…320 0.50
5
120…165
0.25 200…260 0.25 130…170
0.50
5
180…230
<700
K10
0.50
8
115…160
0.10 230…300 0.25 110…140
0.25 195…250 0.50
1
100…125
<500 P10
0.50
8
170…220 0.25 100…120
0.10 195…350 0.50
3
90…110
0.25 140…280 0.25 90…115
0.50
1
110…240 0.50
5
80…105
0.10 170…310 0.25 90…110
0.25 120…250
Gang đúc
Gang rèn
>700
K10
0.50
8
80…100
0.50
3
100…210
0.10 160…290
0.25 110…230
Titan &
Hợp kim
Titan
-
K20
0.1
0.2
2
8
30…80
15…30
0.50
5
90…200 0.1 1 350…600
0.10 150…280 0.25 3 300…500
0.25 110…225
Đồng &
Hợp kim
Đồng
-
K10
0.5 5 200…400
500…
…900
P10
0.50
8
85…190
Nhôm dẻo
- K10
…0.8
…6 …2000
0.10 170…240
Nhôm giòn
-
K10
…0.6 …6 …1200
0.25 120…170
Các thông số hình học của lưỡi cắt hợp kim
0.50
1
90…130
0.10 150…210
0.25 100…150
Vật liệu
Rm
(N/mm2)
( HB )
Góc
sau
chính
Góc
thoát
phoi
Góc nâng
lưỡi cắt
chính
0.50
3
80…110 <500 12…18
0.10 140…190
Thép xây
dựng
500…800
6…8
12
-4
0.25 90…140 850…1000 8…12
0.50
5
70…105
Thép tự
động
1000…1400
6…8
6
-4
0.10 130…180
Thép đúc
300…350
6…8
12 -4
0.25 90…130
Gang xám
…2200HB
6…8
8…12 -4
Thép cán
Thép đúc
Thép
900…
…1200
P10
0.50
8
65…100
0.25 105…160
Hợp kim
Đồng
…1200HB
10
12 0
0.50
1
90…130
0.25 90…140
Hợp kim
Nhôm
…1000HB
10
12 -4
0.50
3
80…115
0.25 85…130
Thép
hợp
kim cao
và thép
không rỉ
<900 P25
0.50
5
70…110
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 72
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
3- Tiêu chuẩn ren hệ Meter theo ISO
Tiêu chuẩn ren hệ
Meter theo ISO
Ren tiêu chuẩn - Din 13 T.1 ( 12.86 )
Þ Danh nghóa
D=d
Þ lỗ và Þ chân ren Chiều cao ren
d3 D1 h3 H1
Dãy 1 Dãy 2
Bước ren
P
Þ Tr. Bình
d2=D2
Trục Đai ốc Trục Đai ốc
Cung
đáy ren
Þ khoan
lỗ taro
M3
0.5 2.675 2.387 2.459 0.307 0.271 0.072 2.5
M3.5 0.6 3.110 2.764 2.850 0.368 0.325 0.087 2.9
M4 0.7 3.545 3.141 3.242 0.429 0.379 0.101 3.3
M4.5 0.75 4.013 3.580 3.688 0.460 0.406 0.108 3.7
M5 0.8 4.480 4.019 4.134 0.491 0.433 0.115 4.2
M6 1 5.350 4.773 4.917 0.613 0.541 0.144 5
M8 1.25 7.188 6.466 6.647 0.767 0.677 0.181 6.8
M10 1.5 9.026 8.160 8.376 0.920 0.812 0.217 8.5
M12 1.75 10.863 9.853 10.106 1.074 0.947 0.253 10.2
M14 2 12.701 11.546 11.835 1.227 1.083 0.289 12
M16 2 14.701 13.546 13.835 1.227 1.083 0.289 14
M18 2.5 16.376 14.933 15.294 1.534 1.353 0.361 15.5
M20 2.5 18.376 16.933 17.294 1.534 1.353 0.361 17.5
M22 2.5 20.376 18.933 19.294 1.534 1.353 0.361 19.5
M24 3 22.051 20.319 20.752 1.840 1.624 0.433 21
M27 3 25.051 23.319 23.752 1.840 1.624 0.433 24
M30 3.5 27.727 25.706 26.211 2.147 1.894 0.505 26.5
M33 3.5 30.727 28.706 29.211 2.147 1.894 0.505 29.5
M36 4 33.402 31.093 31.670 2.454 2.165 0.577 32
M39 4 36.402 34.093 34.670 2.454 2.165 0577 35
M42 4.5 39.077 36.479 37.129 2.760 2.436 0.650 37.5
M45 4.5 42.077 39.479 40.129 2.760 2.436 0.650 40.5
M48 5 44.752 41.866 42.587 3.067 2.706 0.722 43
M52 5 48.752 45.866 46.587 3.067 2.706 0.722 47
M56 5.5 52.428 49.252 50.046 3.374 2.977 0.794 50.5
M60 5.5 56.428 53.252 54.046 3.374 2.977 0.794 54.5
D1
D2
d2
d3
d
h3
H1
P
60°
- Þ danh nghóa: d = D
- Bước ren: P
- Góc biên dạng: 60
0
- Chiều cao ren trục: h3 = 0.61343P
- Chiều cao ren đai ốc: H1 = 0.54127P
- Cung lượn đáy ren: R = 0.14434P
- Þ trung bình: d2 = D2 = d- 0.64952P
- Þ danh nghóa trục: d3= d- 1.22687P
- Þ danh nghóa đai ốc: D1 = d-2H1
Þ của đai ốc
Þ của trục
(Ren ngoài)
(Ren trong)
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 73
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Tiêu chuẩn ren nhuyễn
hệ Meter theo ISO
Ren nhuyễn theo Din 13 T.2 . . . T.10 ( 12.86 )
Þ đáy ren & Þ lỗ đai ốc
Ký hiệu
Þ T.B
d2=D2
Trục d3 Lỗ D1
M3 x 0.35
2.773 2.571 2.621
M4 x 0.5
3.675 3.387 3.459
M5 x 0.5
4.675 4.387 4.459
M6 x 0.75
5.513 5.080 5.188
M8 x 1
7.350 6.773 6.917
M10 x 0.75
9.513 9.080 9.188
M10 x 1
9.350 8.773 8.917
M12 x 1
11.350 10.773 10.917
M14 x 1.5
13.026 12.160 12.376
M16 x 1
15.350 14.773 14.917
M16 x 1.5
15.026 14.160 14.376
M20 x 1
19.350 18.773 18.917
M20 x 1.5
19.026 18.160 18.376
M24 x 1.5
23.026 22.160 22.376
M24 x 2
22.701 21.546 21.835
M30 x 1.5
29.026 28.160 28.376
M30 x 2
28.701 27.546 27.835
M36 x 1.5
35.026 34.160 34.376
M36 x 2
34.701 33.546 33.835
M42 x 1.5
41.026 40.160 40.376
M42 x 2
40.701 39.546 39.835
M48 x 1.5
47.026 46.160 46.376
M48 x 2
46.701 45.546 45.835
M48 x 3
46.051 44.319 44.752
M56 x 1.5
55.026 54.160 54.376
M56 x 2
54.701 53.546 53.835
M64 x 2
62.701 61.546 61.835
M72 x 2
70.701 69.546 69.835
M80 x 2
78.701 77.546 77.835
M90 x 2
88.701 87.546 87.835
M100 x 2
98.701 97.546 97.835
M100 x 4
97.402 95.093 95.670
M110 x 4
107.402 105.093 105.670
M125 x 4
122.402 120.093 120.670
M140 x 4
137.402 135.093 135.670
M160 x 6
156.103 152.639 153.505
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 74
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
IV - Thứ tự các bước thao tác với CAM Turning
Thứ tự
các bước thao tác
1. Thao tác mở bản vẽ từ File .DXF ,
.IGS hoặc .EDU và các tác vụ về Phôi
2. Khởi động chương trình
CAM Turning
3. Thao tác chọn máy Tiện CNC
và hệ điều khiển
4. Chọn vật liệu gia công
5. Đònh nghóa phôi, chiều dài kẹp và
gốc tọa độ chi tiết gia công
6. Thao tác lập trình
8. Thao tác lưu chương trình NC
7. Mô phỏng chương trình NC
Thứ tự thao tác lập trình
- Chọn dao
- Đònh nghóa điểm thay dao và trình tự ra dao.
- Đònh nghóa các thông số công nghệ.
- Đònh nghóa các thông số cắt.
- Đònh nghóa biên dạng để lập trình.
- Đònh nghóa vùng cắt gọt
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 75
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
V- Thao tác gọi bản vẽ và các tác vụ về Phôi
1- Thao tác gọi bản vẽ
Sau khi khởi động TopCAM - tình huống như đã đặt vấn đề lúc đầu là:
- Bản vẽ được vẽ từ AutoCAD r12 hoặc AutoCAD 2000.
- Bản vẽ đã được xuất với đònh dạng là .DXF hoặc .IGS theo AutoCAD r12 .
Từ File managm.:
- Bấm chọn thẻ DXF file
- Bấm thực hiện thẻ Edit
Xuất hiện hộp thoại DXF:
- Tìm kiếm File nguồn.
- Chọn File cần sử dụng và Open.
- Bấm <F1> để chấp nhận và kết thúc tác vụ gọi bản vẽ.
Thao tác gọi bản vẽ
Vidu-1
Vidu-2
Vidu-3
Vidu-4
Vidu-5
Vidu-6
Vidu-1
BanVe-1
BanVe-2
BanVe-3
BanVe-4
BanVe-5
BanVe-6
Cut long names automatically <F1>, press <F2> for manuell input
X Y Automatic DXF Vidu-1.DXF
Hình 1: Màn hình thoại và hộp thoại DXF để gọi bảnvẽ
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 76
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
2- Chọn máy và hệ điều khiển.
a) Khởi động Turn Program
Sau khi gọi bản vẽ xong màn hình thoại sẽ xuất hiện như hình dưới đây. Để
khởi động xin hãy kích chọn thẻ Turn Program.
Khởi động
Turn Program
Hình 2: Màn hình thoại Main menu sau khi gọi bản vẽ xong
Khởi động
Turn Program
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 77
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
b) Chọn máy và hệ điều khiển để mô phỏng chương trình NC
Sau khi bấm khởi động Turn Program - màn hình thoại sẽ xuất hiện như hình
dưới đây. Để chọn máy và hệ điều khiển xin đưa thanh sáng lên chọn dòng đầu tiên
để chọn máy Phay có cấu hình như sau:
* MTS VMC-0550x0550x0500-ISO30-MTS VMC30 CONTROL
- Bấm Selection<F8> để chấp nhận và kết thúc tác vụ chọn.
Cấu hình máy và hệ điều khiển được giải thích như sau:
- MTS VMC: Tên máy phay có cấu hình do chương trình chuẩn bò trước.
- VMC - 0550 x 0550 x 0500 - ISO30: Kích thước không gian gia công.
- MTS VMC30 Control: Hệ điều khiển.
Chọn máy
và hệ điều khiển
Hình 3: Màn hình thoại chọn máy và hệ điều khiển
Selection ? ESC
Select turning machine (c) 1999 MTS GmbH - Berlin
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 78
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
3- Chọn nhóm vật liệu và vật liệu thuộc nhóm
a) Chọn nhóm vật liệu
Sau khi chọn máy và hệ điều khiển - màn hình thoại sẽ xuất hiện như hình dưới
đây. Để chọn nhóm vật liệu xin đưa thanh sáng lên chọn dòng đầu tiên ( Ví dụ ).
- Alloy Steel : Nhóm thép hợp kim.
- Bấm Select entity<F8> để chấp nhận và kết thúc tác vụ chọn.
b) Chọn vật liệu thuộc nhóm
Sau khi chọn nhóm vật liệu - màn hình thoại sẽ xuất hiện như hình dưới đây. Để
chọn vật liệu xin đưa thanh sáng lên chọn dòng đầu tiên ( Ví dụ )
- 50 Cr v4 : Thép hợp kim Crom Vanadi.
- Bấm Select entity<F8> để chấp nhận và kết thúc tác vụ chọn.
Chọn nhóm vật liệu
và vật liệu thuộc nhóm
Diplay
Material
Select
Material
?ESC
Materials management (c) 1999 MTS GmbH - Berlin
Select material
Hình 5: Màn hình thoại để chọn vật liệu thuộc nhóm
Materials management (c) 1999 MTS GmbH - Berlin
Select materials’ group
Diplay
Mat.Group
Select
entity
?ESC
Hình 4: Màn hình thoại để chọn nhóm vật liệu
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 79
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
4- Các tác vụ về Phôi
Các tác vụ về Phôi gồm:
- Nhận diện chi tiết trong môi trường mô phỏng bằng đường tâm.
- Ấn đònh kích thước phôi thô.
- Ấn đònh gốc tọa độ của chi tiết gia công.
Sau khi Bấm Select entity<F8> để chấp nhận và kết thúc tác vụ chọn vật liệu
thuộc nhóm sẽ xuất hiện màn hình thoại sau:
a) Nhận diện chi tiết trong môi trường mô phỏng
Các tác vụ về Phôi
- Bấm <F2> entire drawing để chọn phương pháp nhận diện biên dạng gia
công bằng đường tâm của chi tiết và làm xuất hiện dòng nhắc:
Identify centre line in longitudinal section or <F2>for numerical definition
- Dùng ô chọn kích chọn đường tâm của chi tiết: ( Hình 6 )
Main menu
Turn Program
Mill Program
Abort
Save & Quit
Gerner. tool
Load Workp.
Input System
Plot window
Plot / scale
Save drawing
Load drawing
Layer menu
Dimensioning
Screen Menu
Design Menu
Edit Menu
Entity Menu
<F1> Select entities, <F2> entire drawing, <F3>: Abort
X Y 0 DXF Trục-1.DXF
Hình 6: Đònh nghóa biên dạng gia công
Chọn đường
tâm của chi tiết
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 80
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
- Kích chọn xong toàn bộ đường biên dạng và đường tâm của chi tiết đều đổi
màu ( Hình 7 )
- Và thông báo:
* Part data: (<F1> to continue)
* Volume: 912.628 Weight: 7209.763 grms
Các tác vụ về Phôi
Main menu
Turn Program
Mill Program
Abort
Save & Quit
Gerner. tool
Load Workp.
Input System
Plot window
Plot / scale
Save drawing
Load drawing
Layer menu
Dimensioning
Screen Menu
Design Menu
Edit Menu
Entity Menu
Part data: (<F1> to continue)
Volume: 912.628 Weight: 7209.763 grms
X Y 0 DXF Vidu-1.DXF
Hình 7: Biên dạng gia công được nhận diện
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 81
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Các tác vụ về Phôi
- Centering? ( Y/N ): Y <Tùy chọn Phôi có được khoan tâm sẵn hay không -
Mặc đònh là N> ⇒ Không khoan tâm sẵn
- Nếu Phôi là loại đã vạt sẵn đúng kích thước chiều dài và có khoan tâm sẵn 1
hoặc 2 đầu thì chọn Y và:
* Left diameter:. . .<Nhập kích thước Þ lớn nhất của lỗ tâm bên Trái>
* Reight diameter:. . .<Nhập kích thước Þ lớn nhất của lỗ tâm bên Phải>
b) Đònh nghóa phôi thô
- Bấm <F1> để tiếp tục ⇒ làm xuất hiện kích thước tối thiểu của Phôi.
* Blank: Length 229 Diameter: 120 InnerDiam.: 0.0
- Nhập kích thước Phôi lớn hơn kích thước nhận diện của Blank:
* Length - Chiều dài phôi: 229mm ( Giữ nguyên )
* Diameter - Đường kính Phôi: 125mm ( Lớn hơn 4.6mm )
* InnerDiam. - Đường kính lỗ của Phôi: 0.000.
- Enter (
↵ ↵
↵ ↵
↵ ) để tiếp tục - Sẽ làm xuất hiện màn hình sau ( Hình 8 )
Main menu
Turn Program
Mill Program
Abort
Save & Quit
Gerner. tool
Load Workp.
Input System
Plot window
Plot / scale
Save drawing
Load drawing
Layer menu
Dimensioning
Screen Menu
Design Menu
Edit Menu
Entity Menu
Centering? ( Y/N ): Y < Mặc đònh là N >
X Y 0 DXF Vidu-1.DXF
Hình 8: Màn hình thoại sau khi ấn đònh kích thước Phôi
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 82
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Các tác vụ về Phôi
- <F1> Accept blank part position . . .: Bấm <F1> để chấp nhận vò trí và kích
thước của Phôi.
- Sau khi đã ấn đònh vò trí và kích thước của Phôi sẽ làm xuất hiện màn hình
thoại để thao tác lựa chọn mâm cặp và chấu cặp ( Hình 10 )
Main menu
Turn Program
Mill Program
Abort
Save & Quit
Gerner. tool
Load Workp.
Input System
Plot window
Plot / scale
Save drawing
Load drawing
Layer menu
Dimensioning
Screen Menu
Design Menu
Edit Menu
Entity Menu
<F1> Accept balnk part position, <F2> Shift in Z direction
Volume 2608.304 Weight: 20605.604 grams
X Y 0 DXF Vidu-1.DXF
Hình 9: Màn hình thoại sau khi đã xác lập xong
vò trí và kích thước của Phôi.
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 83
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Giải thích một số menu con thường dùng trong Chuck menu
- Chuck on/off: Tắt mở chế độ kẹp.
- Chuck length: Đònh nghóa chiều dài kẹp.
- Chuck diam.: Đònh nghóa đường kính kẹp
- Grafic: Đònh nghóa kích thước kẹp bằng đồ họa
- max. length: Kẹp với chiều dài kẹp tối đa
- Chuck diam.: Đường kính kẹp
- View above: Xem trước.
- Re-chuck: Kẹp lại
- Flip part: Trở đầu phôi.
- Cousp Trans: Trục đối.
- Main Spidle: Mở hộp thoại chọn kiểu kẹp phía đầu trục chính
- Turn menu: Menu chính
VI- Lựa chọn mâm cặp và chấu kẹp - Đònh vò và kẹp chặt.
Thiết bò kẹp và gá kẹp
Chuck menu
Chuck on/off
Chuck length
grafic
max. length
Chuck diam.
Re-chuck
Flip part
Cousp Trans
Main spindle
Turn menu
X Y Intersect.pt. 0 DXF Vidu-1.DXF
Hình 10: Màn hình thoại để thao tác lựa chọn thiết bò kẹp
Chuck diam.
Views above
Identify chucking length on blank, <F2> for numeric input
Mở màn hình thoại
chọn kiểu thiết bò kẹp
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 84
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
1- Thiết bò kẹp & gá kẹp chi tiết
Sau khi đã hoàn chỉnh các tác vụ về Phôi, vùng hội thoại xuất hiện dòng nhắc
sau ( Hình 10 ) :
- Identify chucking lenght on blank , <F2> for numeric input : Chọn chiều dài
kẹp hoặc bấm <F2> để nhập chiều dài kẹp bằng số.
Vấn đề được đặt ra ở đây là thiết bò kẹp có sẵn nhưng chưa thích hợp - cần phải
chọn thiết bò kẹp mới .
Thao tác như sau :
a) Chọn phương án gá kẹp
- Main spindle : ⇒ Xuất hiện bảng mẫu các kiểu thiết bò kẹp và kiểu gá kẹp.
( Hình 10 )
- Chọn kiểu dùng chấu ngược kẹp ngoài.
- On / Off Tailstock <F5> : Kích để gọi thiết bò chống tâm.
- Dùng phím <F1> hoặc <F2> di chuyển ô chọn màu xanh đểø chọn - ví dụ chọn
kiểu gá kẹp hỗn hợp một đầu kẹp một đầu chống tâm ⇒
- <F8> Accept để chấp nhận.
Thiết bò kẹp và gá kẹp
Hình 11: Màn hình thoại để thao tác lựa chọn kiểu kẹp
previous
chucktype
Next
chucktype
On/Off
tailstock
clamping
optional
Accept ? ESC
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 85
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
b) Chọn mâm cặp
- Sau khi đã <F8> Accept để chấp nhận ⇒
- Xuất hiện màn hình thoại Lathe chuck Management
Thiết bò kẹp và gá kẹp
- Chọn kích cỡ mâm cặp : Đưa thanh
sáng về dòng Lathe chuck ⇒
- Bấm <F1> New chuck ⇒ - Hộp thoại
Select Lethe chuck ⇒ - Chọn kiểu
KFD - HS 200 ⇒
- <F8>Selection trở về Select a group of
Lathe chucks .
Display
chuck
Select
chuck
Selection ? ESC
Hình 13: Màn hình thoại Select lathe chuck
Lathe chuck management (c) 1999 MTS GmbH - Berlin
Select a group of lathe chucks
- Lathe chuck KFD - HS 200
- Step jaws Not chucked!
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
- Lathe centres Not chucked!
- Lathe steady chuckg. impossible
- Lathe chuck chuckg. impossible
- Step jaws chuckg. impossible
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
New
chuck
Managm.
Menu
Return ? ESC
Hình 12: Màn hình thoại Lathe chuck Management
Main Spindle
(Trục chính)
Cnt. spindle
(Trục đối)
Chọn mâm cặp
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 86
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
c) Chọn hàm kẹp
- Đưa thanh sáng về dòng Step jaws ⇒ -
- <F1> New chuck ⇒ Màn hình thoại Select Step Jaws ⇒ -
Màn hình thoại Select Step Jaws
- Chọn loại hàm HM-110_130 - 02.001
- <F8> Selection ⇒ - Chấp nhận
và trở về Select a group of Lathe
chucks .
Display
chuck
Select
chuck
Selection ? ESC
Hình 15: Màn hình thoại Select step jaws
Thiết bò kẹp và gá kẹp
Lathe chuck management (c) 1999 MTS GmbH - Berlin
Select a group of lathe chucks
- Lathe chuck KFD - HS 200
- Step jaws Not chucked!
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
- Lathe centres Not chucked!
- Lathe steady chuckg. impossible
- Lathe chuck chuckg. impossible
- Step jaws chuckg. impossible
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
New
chuck
Managm.
Menu
Return ? ESC
Hình 14: Màn hình thoại Lathe chuck Management
Main Spindle
(Trục chính)
Cnt. spindle
(Trục đối)
Chọn hàm kẹp
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 87
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
d) Chọn chuôi nhọn
Từ hộp thoại Lathe chuck Management
- Kích chọn Lathe centres ⇒Hộp thoại select lathe centre
- Hộp thoại select lathe centre
⇒New chuck<F1>
- Chọn loại 02 - MT2 - Type 600
- <F8> Selection ⇒ Lathe chuck management
Display
chuck
Select
chuck
Selection ? ESC
Hình 17: Màn hình thoại Select lathe centre
Thiết bò kẹp và gá kẹp
Lathe chuck management (c) 1999 MTS GmbH - Berlin
Select a group of lathe chucks
- Lathe chuck KFD - HS 200
- Step jaws HM-110_130 - 02.001
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
- Lathe centres Not chucked!
- Lathe steady chuckg. impossible
- Lathe chuck chuckg. impossible
- Step jaws chuckg. impossible
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
New
chuck
Managm.
Menu
Return ? ESC
Hình 16: Màn hình thoại Lathe chuck Management
Main Spindle
(Trục chính)
Cnt. spindle
(Trục đối)
Chọn
chuôi nhọn quay
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 88
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Thiết bò kẹp và gá kẹp
- Sau khi đã thao tác để lựa chọn mâm cặp, hàm kẹp và chuôi nhọn quay.
- Bấm chọn Return<F8> để trở về lại màn hình thoại Chuck menu.
Lathe chuck management (c) 1999 MTS GmbH - Berlin
Select a group of lathe chucks
- Lathe chuck KFD - HS 200
- Step jaws
HM-110_130 - 02.001
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
- Lathe centres 02 MT2 TYPE 600
- Lathe steady chuckg. impossible
- Lathe chuck chuckg. impossible
- Step jaws chuckg. impossible
- Face driver chuckg. impossible
- Collet chuck chuckg. impossible
- collet chuckg. impossible
New
chuck
Managm.
Menu
Return ? ESC
Hình 18: Màn hình thoại Lathe chuck Management
sau khi đã lựa chọn xong mâm cặp, hàm kẹp và chuôi nhọn quay
Main Spindle
(Trục chính)
Cnt. spindle
(Trục đối xứng)
Mâm cặp
và hàm kẹp
Chuôi nhọn quay
CAD - CAM CNC
với MTS TurnCAM
Modul V
CAD-CAM CNC
Modul V - Tr. 89
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001N.Q.Đ / 06 - 2001
N.Q.Đ / 06 - 2001
Gá kẹp
Thao tác kẹp:
- Phóng lớn vùng kẹp để dễ thao tác: Bấm <F6> và mở cửa sổ chọn qua 2 điểm
bằng thao tác Klick và rê Mouse.
- Khi chọn chế độ kẹp theo đường kính - Chuck diam. sẽ làm xuất hiện dòng
nhắc:
* Enter reference point on the chuck: Chọn một điểm trên hàm kẹp (A)
* Identify point on blank part: Chọn một điểm trên chi tiết (B) ( Hình 20 )
- Hoàn chỉnh thao tác đònh vò và kẹp chặt.
- Bấm <F8> để về chế độ toàn màn hình.
e) Kẹp chi tiết gia công
Chi tiết gia công được kẹp hỗn hợp trụ ngắn và một đầu chống tâm. Thao tác
đònh vò và kẹp chặt như sau:
Chuck menu
Chuck on/off
Chuck length
grafic
max. length
Chuck diam.
Re-chuck
Flip part
Cousp Trans
Main spindle
Turn menu
X Y Intersect.pt. 0 DXF Vidu-1.DXF
Hình 19: Màn hình thoại để thao tác kẹp chi tiết gia công
Chuck diam.
Views above
Enter reference point on the chuck - Chọn điểm tham chiếu trên mâm cặp
Đònh nghóa cửa sổ chọn
bằng 2 góc để phóng to vùng
thao tác (Zoom Window)
Chọn chế độ
kẹp theo
đường kính