tính toán thiết kế cụm đồ gá để mài biên dạng dao xọc răng bao hình trên máy mài răng MAAG HSS-30, chương 1 pptx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (676.99 KB, 5 trang )
CHƯƠNG 1.
PHƯƠNG PHÁP GIA CÔNG BÁNH RĂNG
VÀ NGUYÊN LÝ MÀI RĂNG
1.1 PHƯƠNG PHÁP GIA CÔNG BÁNH RĂNG
Bánh răng bằng vật liệu kim loại thường được gia công bằng
các phương pháp bào, phay, chuốt. Ngo
ài ra còn có thể gia công
bằng các phương pháp ép, đúc, cán nguội hoặc cán nóng… Hiện
nay trong các nhà máy cơ khí đều có máy chuyên dùng để gia công
bánh răng. Phương pháp gia công cho chất lượng của bề mặt răng
cao là phương pháp cán nóng.
Về nguyên lý hình thành bề mặt răng, có hai phương pháp cơ
bản để gia công bánh răng:
Phương pháp chép hình ( còn gọi là phương pháp định
hình)
Phương pháp bao hình ( phương pháp lăn )
1.1.1 Phương pháp chép hình
Phương pháp chép hình là phương pháp tạo hình dáng bề mặt
của răng bằng cách chép lại hình dáng răng của dao cắt, hoặc của
bề mặt mẫu.
Ưu điểm của phương pháp chép hình là không cần máy
chuyên dùng, dao phay môđun dễ chế tạo.
Nhược điểm là: Năng xuất thấp v
ì mất thời gian phân độ, mất
thời gian để dao trở về vị trí ban đầu, gia công từng răng một. Tùy
theo s
ố răng của bánh răng cần cắt, cần rất nhiều dao phay môđun
vì mỗi môđun cần phải có ít nhất từ 8-15 dao phay môđun khác
nhau. Khi dùng dao phay đĩa ti
êu chuẩn để cắt bánh răng nghiêng
thì hình dáng c
ủa răng bị sai lệch.
Hình 1.1: Phương pháp phay chép hình
1.1.2 Phương pháp bao hình
Phương pháp bao hình là phương pháp tạo nên hình dáng bề
mặt của răng bằng cách lặp lại chuyển động tương đối của hai chi
tiết ăn khớp nhau như chuyển động của hai bánh răng, của thanh
răng
– bánh răng, chuyển động trục vít - bánh vít. Nếu một chi tiết
có những lưỡi cắt, trong quá trình chuyển động tương đối, nó sẽ
tạo nên hình dáng của răng ở chi tiết kia.
Nói cách khác là lưỡi dao khi chuyển động ăn khớp sẽ vẽ
trong không gian hình dáng răng của một bánh răng hay một thanh
răng nào đó gọi l
à bánh răng sinh hay thanh răng sinh. Kết quả
của chuyển động ăn khớp nói trên là cắt được các răng ở trên phôi,
hình dáng c
ủa răng là những vị trí bao hình kế tiếp nhau của lưỡi
dao.
Tóm l
ại: phương pháp bao hình gia công bánh răng là nhắc
lại sự ăn khớp truyền động theo kiểu các cặp bánh răng – bánh
răng hay bánh răng – thanh răng mà trong đó một đóng vai trò
c
ủa dao và một đóng vai trò của phôi một cách cưỡng bức.
Hình 1.2: phương pháp bao hình
Ưu điểm của phương pháp bao hình so với phương pháp chép
hình là:
Năng suất cao hơn, độ chính xác cao hơn
Mức độ tự động cao hơn
Một con dao có một môđun nhất định, có thể cắt được
nhiều bánh răng cùng môđun với số răng bất kỳ.
1.2 PHƯƠNG PHÁP MÀI RĂNG
Mài răng là phương pháp gia công tinh bánh răng có khả
năng đạt độ chính xác và độ bóng bề mặt cao nhất, song năng suất
lại thấp nhất và kết cấu máy phức tạp và đắt tiền.
Tương tự như máy gia công răng, mài răng có thể tiến h
ành
theo hai p
hương pháp: chép hình và bao hình.
1.2.1 Phương pháp chép hình
Phương pháp này dùng bánh đá mài định hình tương ứng với
dạng răng cần gia công. Bánh đá mài có thể có hình dáng toàn bộ
một rãnh răng, nhưng thông thường người ta dùng hai đĩa đá mài
có d
ạng một mặt của rãnh răng.
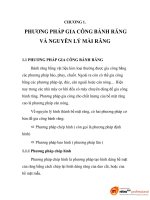
S2
Q
S1
1
Hình 1.3: Mài chép hình
Khi mài, đá mài (1) thực hiện chuyển động vòng Q và
chuy
ển động thẳng tịnh tiến khứ hồi S1 dọc theo chiều dài răng.
Chuyển động chạy dao không liên tục S2 có thể do đá mài thực
hiện theo hướng kính, nhưng tốt hơn là do phôi quay đi một góc
nhất định (chạy dao vòng). Trường hợp chạy dao theo hướng kính,
đá mài chịu tải trọng không đều nên độ m
ài mòn cũng không đều
trên bề mặt định hình.
Ch
ạy dao hướng kính có tải trọng lớn khi gia công ở chân
răng nên đầu đĩa m
ài chóng mòn hơn ở chân. Trường hợp chạy dao
vòng thì tải trọng được phân bố đều.