Bài giảng Kết cấu thép 1 Phạm Xuân Tùng
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.59 MB, 129 trang )
BỘ MÔN KỸ THUẬT XÂY DỰNG
GIẢNG VIÊN: PHẠM XUÂN TÙNG
BÀI GIẢNG HỌC PHẦN
KẾT CẤU THÉP 1
1
CHƯƠNG 1:
ĐẠI CƯƠNG VỀ
KẾT CẤU THÉP
ƯU VÀ KHUYẾT ĐIỂM CỦA
KẾT CẤU THÉP
Ưu điểm:
Khả năng chịu lực lớn, độ tin cậy cao. Do thép có cường độ
lớn, cấu trúc thuần nhất, dẻo và đàn hồi
Trọng lượng nhẹ. Là kết cấu nhẹ nhất trong số các kết cấu
chịu lực: bê tông cốt thép, gạch đá, gỗ.
Tính công nghiệp hóa cao. Sản xuất hàng loạt trong các nhà
máy luyện kim.
Tính cơ động trong vận chuyển, lắp ráp. Do trọng lượng nhẹ,
độ cứng lớn nên việc vận chuyển và lắp ráp kết cấu thép dễ
dàng và nhanh chóng. Kết cấu thép dễ sửa chữa, thay thế,
tháo dỡ, di chuyển.
Tính kín. Kết cấu thép có tính kín, không thấm nước, không
thấm khí thích hợp cho các công trình bể chứa chất lỏng,
chất khí.
1
2
Khuyết điểm:
Bị ăn mòn. Thép bị gỉ trong môi trường không khí
ẩm, nhất là trong môi trường xâm thực. Nên cần bảo
vệ chống ăn mòn bằng các lớp bảo vệ: sơn thông
thường, sơn tĩnh điện, mạ kẽm, mạ nhôm, mạ crôm.
Chịu lửa kém. Thép không cháy nhưng ở nhiệt độ
thép chuyển sang dẻo, mất khả năng chịu lực. Nên đối
với những công trình nguy hiểm về phòng cháy thép
phải được bọc bằng lớp chịu lửa (bê tông, tấm gốm,
sơn phòng lửa…)
PHẠM VI VÀ ỨNG DỤNG
Nhà công nghệp
Nhà nhịp lớn
Khung nhà nhiều tầng
Cầu đường bộ, cầu đường sắt
Kết cấu tháp cao
Kêt cấu bản
Các loại kết cấu di động
2
3
YÊU CẦU ĐỐI VỚI KẾT CẤU THÉP
Yêu cầu về sử dụng:
Thão mãn các yêu cầu về chịu lực đề ra do điều kiện
sử dụng: kết cấu phải an toàn: đủ độ bền, độ cứng, đủ
sức chịu mọi tải trọng sử dụng.
Đảm bảo độ bền lâu thích đáng của công trình: kết
cấu phải được cấu tạo sao cho tiện bảo dưỡng, tiện
kiểm tra và sơn bảo vệ.
Đẹp cũng là 1 yêu cầu sử dụng, đặc biệt quang trọng
đối với nhà công cộng.
Yêu cầu về kinh tế:
Tiết kiệm vật liệu. Thép cần được sử dụng hợp lý,
đúng chỗ. Thay thế thép bằng vật liệu khác khi có thể.
Chọn giải pháp kết cấu hợp lý, dùng thép cường độ
cao, phương pháp tính thích hợp, phù hợp với việc
chế tạo công xưởng.
Lắp ráp nhanh. Kêt cấu thép được chế tạo tại nhà
máy, sau đó vận chuyển đến nơi lắp dựng bằng cách
chia thành từng đơn vị vận chuyển hay để nguyên cả
kết cấu. Tại công trường, kết cấu có thể được khuếch
đại và lắp ráp nhanh chóng với những thiết bị có sẵn,
liên kết khi lắp dựng phải dễ dàng, thuận tiện.
3
1
CHƯƠNG 2:
VẬT LIỆU VÀ SỰ LÀM VIỆC CỦA
KẾT CẤU THÉP
THÉP XÂY DỰNG
Theo thành phần hóa học của thép:
Thép cacbon: hàm lượng cacbon dưới 1.7%, không có
các thành phần kim loại khác. Tùy theo hàm lượng
cacbon chia ra: thép cacbon cao, thép cacbon vừa, thép
cacbon thấp. Thép xây dựng là loại thép cacbon thấp
với hàm lượng cacbon dưới 0.22%.
Thép hợp kim: thành phần có thêm các kim loại khác
như crôm (Cr), kền (Ni), mangan (Mn),… nhằm nâng
cao chất lượng thép như tăng độ bên, tăng tính chống gỉ.
Thép dùng trong xây dựng là thép hợp kim thấp có tỉ lệ
tổng các nguyên tố phụ thêm dưới 2.5%.
4
2
Theo phương pháp luyện thép
Luyện bằng lò quay: là 1 cái bầu, quay xung quanh
1 trục nằm ngang. Không khí được thổi vào để khử
các hợp chất của gang. Phương pháp này có năng
suất cao, nhưng chất lượng thép không tốt vì nitơ
trong không khí làm thép dòn,và không thể khử
hết phôtpho là thành phần có hại. Phương pháp
luyện lò quay tiên tiến thổi oxy và trộn thêm bột
vôi để khử phôtpho. Thép sản xuất bằng phương
pháp này có chất lượng tương đương thép lò bằng
nhưng rẻ hơn vì năng suất cao.
Luyện bằng lò bằng: năng suất thấp, giá thành cao.
Các hợp chất trong gang đều được khử hết, cấu
trúc thuần nhất nên chất lượng tốt. Thành phần
thép có thể điều chỉnh trong quá trình luyện.
Theo mức độ khử oxy
Thép sôi: thép khi nguội bốc ra nhiều bọt khí tạo
thành những chỗ không đồng nhất trong cấu trúc
của thép nên thép chất lượng không tốt, dễ bị phá
hoại dòn, dễ bị lão hóa.
Thép tĩnh (thép lặng): không có hơi bốc ra do oxy
bị khử hết nên thép đồng nhất, chịu lực động tốt,
khó bị phá hoại giòn. Dùng làm những công trình
quan trọng hoặc chịu tải trọng động.
Thép nửa tĩnh (nửa lặng): là trung gian giữa thép
tĩnh và thép sôi, trong đó oxy không được khử
hoàn toàn.
5
3
Cấu trúc và thành phần hóa học của thép
Cấu trúc của thép: gồm 2 tổ chức chính:
Ferit: là sắt nguyên chất chiếm 99% thể tích, có
tính mềm dẻo.
Xememtit: là hợp chất sắt cacbua (Fe3C) rất cứng
và giòn.
Màng peclit: là hỗn hợp xememtit và ferit. Màng
peclit càng dày thì thép càng cứng và kém dẻo.
Thành phần hóa học của thép: ngoài 2 thành phần
chính là sắt và cacbon còn có các thành phần phụ
Mangan (Mn): tăng cường độ và độ dai của thép,
làm giảm ảnh hưởng có hại của lưu huỳnh. Nếu
lượng Mn lớn quá 1.5% thép trở nên giòn.
Silic (Si): là chất khử oxy. Làm tăng cường độ của
thép nhưng làm giảm tính chống gỉ, tính dễ hàn.
Không cho quá 0.3% đối với thép cacbon thấp.
Phôtpho (P): làm giảm tính dẻo và độ dai va chạm
của thép. Đồng thời làm thép trở nên giòn nguội.
Lưu huỳnh (S): làm thép dòn nóng nên dễ bị nứt
khi hàn và rèn.
Khí nitơ (N), oxy (O2): làm thép bị giòn, giảm
cường độ thép.
Ngoài ra còn có đồng (Cu), kền (Ni), crôm (Cr), titan
(Ti), vanađi (V), molipden (Mo)… làm tăng tính năng
cơ học, tăng độ bền chống gỉ của thép.
6
4
Số hiệu thép xây dựng
Thép cacbon cường độ thấp
Gồm 2 loại chính: thép cacbon thông thường với hàm
lượng cacbon từ 0.14%0.22%, là loại thép sôi hoặc
nửa tĩnh và thép cacbon thông thường có thêm hàm
lượng mangan 0.8%1.1%. Các thép này được chia
làm 3 nhóm:
Nhóm A: đảm bảo chặt chẽ về tính chất cơ học.
Nhóm B: đảm bảo chặt chẽ về thành phần hóa học.
Nhóm C: đảm bảo cả về tính chất cơ họ và thành
phần hóa học.
Thép cường độ khá cao
Là thepscacbon thấp mang nhiệt luyện hoặc thép hợp
kim thấp. Giới hạn chảy 3100 – 4000 daN/cm2, giới
hạn bền 4500 – 5400 daN/cm2. Các loại thép hợp kim
thấp thông dụng cho kết cấu xây dựng lấy theo TCVN
3104: 1979: 09Mn2, 14Mn2, 16Mn2Si, 09Mn2Si,
10Mn2Si1, 10CrSiNiCu.
Thép cường độ cao
Gồm các loại thép hợp kim có nhiệt luyện, giới hạn
chảy cao trên 4400 daN/cm2 và giới hạn bền trên 5900
daN/cm2 như 16Mn2NV, 12Mn2SiMoV…
7
5
SỰ LÀM VIỆC CỦA THÉP CHỊU
TẢI TRỌNG
Sự làm việc chịu kéo của thép
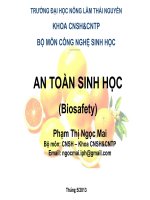
Biểu đồ ứng suất - biến dạng khi kéo
Kép 1 mẩu thép mác CCT38. Đồ thị quan hệ
giữ ứng suất và biến dạng tỉ đối thể hiện qua
biểu đồ sau.
Trục tung biểu thị ứng suất kN/cm2, trục
hoành biểu thị biến dạng tỉ đối %, là độ dãn
dài ứng với từng cấp tải trọng.
8
6
Đường công biểu đồ gồm các đoạn sau
Đoạn OA, tương ứng với ứng suất từ 0 đến khoảng
2000 daN/cm2, là 1 đoạn thẳng. Giai đoạn này, ứng
suất và biến dạng có quan hệ tuyến tính , trong đó
môđun đàn hồi E là hệ số góc của đường thằng OA. E
= 2.06x106 daN/cm2. Giai đoạn này gọi là giai đoạn tỉ
lệ, ứng suất tại A gọi là giới hạn tỉ lệ .
Bên trên điểm A một chút là điểm A’, đường thẳng
hơi cong đi, không còn giai đoạn tỉ lệ nữa, nhưng thép
vẫn làm việc đàn hồi. Ứng suất tương ứng với điểm A’
gọi là giới hạn đàn hồi đh. Thực tế đh khác rất ít với ,
nên nhiều khi người ta đồng nhất 2 giai đoạn làm việc
này.
Đoạn A’B, là 1 đường cong, thép không còn làm việc
đàn hồi, môđun đàn hồi E giảm xuống bằng 0 ở điểm
B, ứng với ứng suất chừng 2400 daN/cm2. Giai đoạn
này gọi là giai đoạn đàn hồi dẻo.
Đoạn BC, hầu như là 1 đường nằm ngang, gọi là giai
đoạn chảy dẻo. Biến dạng vẫn tăng trong khi ứng suất
không đổi. Ứng với biến dạng từ = 0.2% đến =
2.5% được gọi là thềm chảy.Ứng suất ứng với giai
đoạn chảy dẻo gọi là giới hạn chảy . Nếu tại điểm C
mà ta bỏ tải trọng, biểu đồ giảm tải sẽ đi theo đường
CO’ song song với đường gia tải đàn hồi, thép có biến
dạng dư OO’.
9
7
Đoạn CD, quá giai đoạn chảy, thép không chảy nữa
và lại có thể chịu được lực. Thép được như gia cường,
nên giai đoạn này gọi là giai đoạn củng cố Quan hệ
ứng suất - biến dạng là một đường cong thoải. Biến
dạng tăng nhanh, tiết diện thu nhỏ và bị kéo đứt ứng
với ứng suất tại điểm D, ứng suất này gọi là giới hạn
bền. Biến dạng lúc kéo đứt rất lớn = 20% 25%
Các đặc trưng cơ học chủ yếu của thép
Giới hạn chảy, là ứng suất lớn nhất có thể có trong
vật liệu, không được phép vượt qua. Với ứng suất làm
việc ở giai đoạn củng cố, kết cấu vẫn chưa bị phá hoại
nhưng biến dạng quá mức, không thể sử dụng được
nữa.
Giới hạn bền , là cường độ tức thời của thép, xác định
1 vùng an toàn dự trữ giữa trạng thái làm việc và
trạng thái phá hoại. Đối với thép không có thềm chảy
giới hạn chảy thì là giá trị giới hạn cho ứng suất làm
việc kể thêm hệ số an toàn. Với thép có thềm chảy, khi
thép có biến dạng lớn, người ta có thể lấy ứng suất
làm việc vượt qua và bằng giới hạn bền chia cho hệ
số an toàn.
Biến dạng khi đứt , đặc trưng cho độ dẻo và độ dai
của thép. Đối với thps cacbon thấy rất lớn, tới 200 lần
biến dạng khi làm việc đàn hồi. Kết cấu thép có 1
lượng dự trữ an toàn lớn nên có thể nói kết cấu thép
không bao giờ bị phá hoại ở trạng thái dẻo. Chỉ có thể
có phá hoại kết cấu khi thép đã chuyển thành giòn.
10
8
Sự phá hoại dòn của thép
Hiện tượng cứng nguội
Là hiện tượng tăng tính giòn của thép sau khi bị biến
dạng dẻo ở nhiệt độ thường.
Thép chịu trạng thái ứng suất phức tạp – tập trung ứng
suất
Trường hợp hay gặp nhất của trạng thái ứng suất
phức tạp là trường hợp ứng suất cục bộ, gây nên bởi
các biến đổi đột ngột của hình dạng cấu kiện (khóet
lỗ, rãnh cắt), đường lực sẽ không còn song song đều
đặn, mà uốn cong xung quanh chỗ cắt. Đường lực tập
trung chứng tỏ ứng suất chỗ đó tăng cao, còn đường
lực uốn cong chứng tỏ có ứng suất 2 phương.
Thép chịu tải trọng lặp
Khi thép chịu tải trọng lặp đi lặp lại nhiều lần nó có
thể bị phá hoại ở ứng suất nhỏ hơn giới hạn bền.
Người ta gọi đó là sự mỏi của thép. Sự phá hoại về
mỏi mang tính chất phá hoại giòn, thường xảy ra đột
ngột và kèm theo vết nứt.
Sự hóa già của thép
Theo thời gian, tính chất của thép thay đổi dần, giới
hạn chảy và giới hạn bền tăng lên, độ giãn và độ dai
va đập giảm đi, thép trở nên giòn hơn. Hiện tượng
này gọi là sự hóa già của thép.
11
9
Ảnh hưởng của nhiệt độ
Nhiệt độ dương: khi t =300-3300C: cấu trúc thép bắt
đầu thay đổi, thép trở nên giòn hơn, trên các mặt đứt
gẫy có nhiều hạt to và trở nên dòn.
Nhiệt độ âm: khi t < 0 thép giòn hơn
Độ dai va đập
Dùng 1 mẫu có cắt khấc, đặt dưới búa đập dạng con
lắc, nâng con lắc lên để rơi tự do đập gãy mẫu, hiệu số
thế năng trước sau khi đập gãy mẫu chính bằng công
phá hoại mẫu.
QUY CÁCH THÉP CÁN DÙNG TRONG
XÂY DỰNG
THÉP HÌNH
Thép góc
Có 2 loại:
Thép góc đều cạnh: ký hiệu B×B×d (mm) (B: bề rộng
cánh, d: bề dày cánh).
Thép góc không đều cạnh: ký hiệu B×b×d (mm) (B,b: bề
rộng cánh, d: bề dày cánh).
Thép chữ I
Gồm 23 loại tiết diện, chiều cao 100 - 600 mm. Chiều
dài từ 4 đến 13m. Thép chữ I được dùng chủ yếu chịu
uốn, độ cứng theo trục x rất lớn so với phương trục y
12
10
Thép chữ [
Gồm có 22 loại tiết diện. Thép chữ [ có một mặt bụng
phẳng và các cánh vươn rộng nên tiện liên kết với các
cấu kiện khác. Thép chữ [ được dùng làm dầm chịu uốn,
đặc biệt hay dùng làm xà gồ mái, chịu uốn xiên.
Các loại thép hình khác
Ngoài 3 loại chính vừa nêu, trên thực tế xây dựng, còn
dùng nhiều loại tiết diện khác, thích hợp cho từng công
dụng riêng.
THÉP TẤM
Thép tấm phổ thông, dày 4 – 60 mm, rộng 160 – 1050
mm, chiều dài 6 -12 m.
Thép tấm dày, có bề dày 4 – 160 mm, dày 0.5, 1 và 2
mm, bề rộng từ 600 đến 3000 mm, dài 4 – 8 m.
Thép tấm mỏng, có bề dày 0.2 – 4 mm, rộng 600 – 1400
mm, dài 1,2 - 4m.
THÉP HÌNH DẬP, CÁN NGUỘI
Đây là loại thép hình mới so với thép cán. Từ các thép
tấm mỏng, thép giải, dày 2 – 16 mm, mang dập, cán
nguội mà thành.
Có các loại tiết diện: thép góc đều cạnh, thép góc không
đều cạnh, thép chữ [, thép tiết diện hộp v.v… ngoài ra, có
thể có những tiết diện rất đa dạng theo yêu cấu riêng.
13
1
CHƯƠNG 3: LIÊN KẾT
A. LIÊN KẾT HÀN
2.1 CÁC PHƯƠNG PHÁP HÀN TRONG
KẾT CẤU THÉP
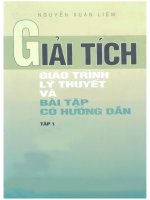
1. Hàn hồ quang điện bằng tay
Hình 3.1 Hàn hồ quang điện bằng tay
14
2
a) Nguyên lý
Dưới tác dụng của dòng điện, xuất hiện hồ quang
điện (lên tới 2000
0
C) giữa 2 cực là kim loại cần
hàn (thép cơ bản) và que hàn làm nóng chảy mép
của thép cơ bản và que hàn.
Kim loại que hàn chảy thành từng giọt rơi xuống
rãnh hàn do lực hút điện trường.
Hai kim loại lỏng hòa trộn lẫn vào nhau, nguội lại
tạo thành đường hàn
b) Que hàn:
Que hàn lõi kim loại có thuốc bọc
Tạo lớp xỉ cách ly không khí xung quanh với
kim loại lỏng.
Tăng cường ion hóa không khí giúp hồ quang
điện được ổn định.
Tăng độ bền đường hàn
15
3
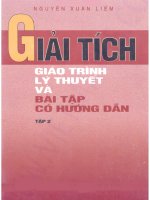
2. Hàn hồ quang điện tự động và nửa tự động
dưới lớp thuốc hàn
Hình 3.2 Sơ đồ hàn hồ quang điện tự động
a) Nguyên lý:
Giống hàn tay, chỉ khác là que hàn bọc thuốc
thay bằng cuộn dây hàn trần và quá trình hàn
thực hiện bằng máy tự động.
Thuốc hàn được rải trước thành lớp trên rãnh
hàn.
Dây hàn được nhả dần từ bó theo tốc độ di
chuyển đều của máy hàn
16
4
b) Ưu điểm
Tốc độ hàn nhanh (gấp 5-10 lần hàn tay).
Chất lượng đường hàn tốt, đường hàn đặc hơn.
Không hại sức khỏe thợ hàn.
c) Khuyết điểm
Chỉ hàn được đường hàn nằm thẳng hoặc tròn.
Không dùng được cho các đường hàn đứng,
ngược, hàn ở vị trí trật hẹp, trên cao
3. Hàn hồ quang điện tự động trong lớp khí bảo
vệ
Cuộn dây hàn được nhả tự động qua thiết bị hàn
dạng khẩu súng.
Khí được phun ra đồng thời khi hàn
Phương pháp này cho hồ quang ổn định, vùng
chảy sâu rộng, tốc độ hàn nhanh
17
5
4. Hàn hơi
Dùng nhiệt độ cháy của hỗn hợp khí oxy và
axetylen (lên tới 3200
0
C) làm nóng chảy kim loại
cần hàn và thanh kim loại phụ (thay que hàn để
lấp đầy rãnh hàn)
5. Các yêu cầu chính khi hàn và phương pháp
kiểm tra chất lượng đường hàn
a) Các yêu cầu chính khi hàn
Làm sạch gỉ trên mặt rãnh hàn.
Cường độ dòng điện thích hợp.
Đảm bảo các quy định về gia công mép bản
thép.
Có phương án phòng ngừa biến hình hàn
Chọn que hàn phù hợp
18
6
b) Các phương pháp kiểm tra chất lượng đường
hàn
Kiểm tra bằng mắt những sai sót bên ngoài
như: đường hàn không đều, lồi lõm, nứt rạn
Dùng các phương pháp vật lý để kiểm tra như:
điện từ. Quang tuyến, sóng siêu âm Cho kết
quả chính xác dùng cho các loại công trình
đặc biệt
2.2 CÁC LOẠI ĐƯỜNG HÀN VÀ CƯỜNG
ĐỘ TÍNH TOÁN
1. Các loại đường hàn
a) Đường hàn đối đầu
Hình 3.3 Đường hàn đối đầu
19
7
Cấu tạo
Liên kết trục tiếp 2 cấu kiện cùng nằm trên 1
đường thẳng.
Đường hàn nằm ở khe hở nhỏ giữa 2 cấu kiện
cần đặt đối đầu nhau.
Khe hở này có tác dụng để các chi tiết hàn
biến dạng tự do
Sự làm việc của đường hàn đối đầu
Truyền lực tốt
Đường lực không bị dồn ép uốn cong nên ứng
suất tập trung nhỏ
Đường hàn được coi như phần kéo dài của
thanh cơ bản nên làm việc giống như thanh cơ
bản
20
8
Cường độ tính toán của đường hàn đối đầu
Khi chịu nén f
wc
= f
Khi chịu kéo, dùng các phương pháp vật lý
kiểm tra f
wc
= f, dùng các phương pháp thông
thường f
wc
= 0.85f
Khi chịu cắt f
wv
= f
v
a) Đường hàn góc
Nằm ở góc vuông tạo bởi 2 cấu kiện.
Đường hàn nằm ở khe hở nhỏ giữa 2 cấu kiện
cần đặt đối đầu nhau. Khe hở này có tác dụng
để các chi tiết hàn biến dạng tự do
Hình 3.4 Đường hàn góc
21
9
Đường hàn góc cạnh là đường hàn góc song
song với phương của lực tác dụng.
Đường hàn góc đầu là đường hàn góc vuông
góc với phương của lực tác dụng.
min min
1.2
f f
h h t
Chiều cao đường hàn góc phải thõa mãn
Trong đó: t
min
là chiều dày nhỏ nhất của các bản thép
h
f min
là chiều cao tối thiểu của đường hàn góc
tra bảng 2.3/58
Sự làm việc của đường hàn góc cạnh
Đường lực trong liên kết thay đổi phức tạp.
Ứng suất phân bố không đều.
Chịu đồng thời ứng suất cắt và uốn.
Trong tính toán chỉ coi như chịu cắt và phá
hoại theo 1 trong 2 tiết diện sau:
Hình 3.5 Các tiết diện làm việc
22
10
Sự làm việc của đường hàn góc đầu
Truyền lực đều.
Lực bị uốn cong và dồn ép ở chân đường hàn.
Chịu đồng thời cắt, kéo, uốn.
Trong tính toán chỉ coi như chịu cắt và phá
hoại theo1 trong 2 tiết diện như đường hàn
góc
Cường độ tính toán đường hàn góc
Ứng với tiết diện 1 cường độ tính toán của
đường hàn f
wf
phụ thuộc vào vật liệu que hàn
tra bảng 2.4/60
Ứng với tiết diện 2 cường độ tính toán của
đường hàn f
ws
= 0.45f
u
(f
u
là cường độ tức thời
tiêu chuẩn của thép cơ bản tra phụ lục I bảng
I.1/285)
23
11
2. Các cách phân loại đường hàn khác
Công dụng: chịu lực và không chịu lực
Vị trí không gian: đường hàn nằm, đứng, ngang
và ngược
Địa điểm chế tạo: tại nhà máy và công trường
Tính liên lục: liên tục và không liên tục.
Khoảng cách lớn nhất a
max
giữa 2 đường hàn
a
max
≤ 15t
min
đối với cấu kiện chịu nén
a
max
≤ 30t
min
đối với cấu kiện chịu kéo
hoặc các bộ phận cấu tạo
2.3 CÁC LOẠI LIÊN KÉT HÀN VÀ
PHƯƠNG PHÁP TÍNH TOÁN
1. Liên kết đối đầu
Liên kết trực tiếp 2 cấu kiện cùng nằm trong một
mặt phẳng.
Dùng để nối các thép bản, ít dùng để liên kết
thép hình vì khó gia công mép
24