Đồ án mô phỏng quá trình HDS nguyên liệu naphtha của NMLD dung quất
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.85 MB, 43 trang )
Đồ án chuyên ngành kỹ sư
LỜI MỞ ĐẦU
Hiện nay do nhu cầu sử dụng các sản phẩm nhiên liệu như: xăng, kerosen,
diesel… của Nhà máy lọc dầu ngày càng tăng. Mặc khác, nguồn nguyên liệu dầu thô
đang khai thác ngày càng cạn kiệt, chất lượng ngày càng giảm và chứa nhiều lưu
huỳnh hơn. Do vậy quá trình chế biến tại các Nhà máy lọc dầu cũng cần phải có sự
thay đổi cho phù hợp với sự thay đổi chất lượng của nguồn nguyên liệu, cũng như tối
ưu hóa các quá trình công nghệ để thu được chất lượng sản phẩm đảm bảo các chỉ tiêu
về chất lượng và đạt được hiệu quả kinh tế cao nhất.
Ở Việt Nam trong tương lai gần sẽ có rất nhiều Nhà máy lọc hóa dầu được xây
dựng và đưa vào hoạt động như: Nhà máy Lọc dầu Dung Quất, Nhà máy Lọc hóa dầu
Nghi Sơn (NSRP), Nhà máy Lọc hóa dầu Vũng Rô, … Đối với Nhà máy Lọc dầu
Dung Quất đã đi vào hoạt động từ năm 2009, và hiện nay chất lượng của nguồn
nguyên liệu dầu thô cấp cho Nhà máy cũng đã thay đổi rất nhiều so với thiết kế ban
đầu, đặc biệt là hàm lượng lưu huỳnh tăng cao. Khi hàm lượng lưu huỳnh trong
nguyên liệu tăng thì sẽ ảnh hưởng đến điều kiện hoạt động chung của toàn bộ Nhà
máy, trong đó hai phân xưởng xử lý lưu huỳnh phân đoạn Naphtha và phân đoạn
Linght Cycle Oil (LCO) sẽ bị ảnh hưởng rất lớn vì sản phẩm của hai phân xưởng này
sẽ ảnh hưởng tới chỉ tiêu chất lượng của sản phẩm thương mại cũng như ảnh hưởng
tới xúc tác của các phân xưởng chế biến tiếp theo.
Như vậy, khi hàm lượng lưu huỳnh tăng trong nguyên liệu dầu thô thì việc
nghiên cứ đánh giá các thông số chất lượng, điều kiện vận hành của phân xưởng
Naphtha và LCO trước khi đưa vào áp dụng thực tế là rất cần thiết để tìm ra điều kiện
vận hành tối ưu nhất cừa đảm bảo được các chỉ tiêu chất lượng vừa thu được hiệu quả
kinh tế cao.
SVTH: Nguyễn Thanh Tuấn
Page 1
Đồ án chuyên ngành kỹ sư
CHƯƠNG I : TỔNG QUAN VỀ QUÁ TRÌNH HDS
I.Mục đích và vai trò của quá trình HDS
1.1.Mục đích của quá trình HDS
Quá trình HDS là quá trình phổ biến được sử dụng để xử lý làm sạch các hợp
chất chứa lưu huỳnh trong dầu mỏ cũng như các sản phẩm nhiên liệu. Quá trình này
có thể thực hiện ở nhiều vị trí khác nhau trong sơ đồ chung của nhà máy lọc dầu. Bất
kỳ một nhà máy lọc dầu nào cũng không thể thiếu được quá trình HDS. Thông thường
trong nhà máy lọc dầu quá trình HDS được thực hiện trong phân xưởng Hydrotreating
(HDT).
Hình 0.: Sơ đồ vị trí của quá trình HDT trong nhà máy lọc dầu
Mục đích của quá trình HDS trong nhà máy lọc dầu cụ thể như sau
Xử lý phân đoạn xăng từ phân xưởng chưng cất khí quyển (CDU) để
làm nguyên liệu cho phân xưởng Reforming và Isome hóa sản xuất xăng
thương phẩm có trị số octan cao.
SVTH: Nguyễn Thanh Tuấn
Page 2
Đồ án chuyên ngành kỹ sư
Xử lý phân đoạn Kerosen từ phân xưởng chưng cất khí quyển dùng để phối
trộn nhiên liệu phản lực và làm dầu hỏa.
Xử lý phân đoạn Gasoil nhẹ khí quyển để phối trộn nhiên liệu Diesel.
Xử lý sản phẩm LCO của phân xưởng FCC.
Xử lý các phân đoạn Gasoil chân không sản xuất dầu nhờn hoặc làm nguyên
liệu cho FCC.
1.2 Tác hại của các hợp chất chứa lưu huỳnh cụ thể như sau:
a .Tác hại liên quan đến quá trình chế biến
Dầu thô sau khi khai thác lên sẽ qua các quá trình chế biến. Trong quá trình chế
biến các hợp chất của S có khả năng gây ăn mòn thiết bị, làm ngộ độc, giảm hoạt tính
và tuổi thọ của chất xúc tác.
b. Tác hại liên quan đến quá trình sử dụng nhiên liệu
Khi đốt cháy nhiên liệu trong động cơ, các hợp chất chứa S sẽ kết hợp với Oxi
tạo ra khí SOx. Phần lớn được thải ra môi trường, chúng sẽ kết hợp với hơi nước tạo ra
axit tương ứng gây ra mưa axit làm ô nhiễm môi trường. Phần còn lại trong động cơ,
chúng sẽ kết hợp với hơi nước tạo axit gây ăn mòn hệ thống trong động cơ làm giảm
tuổi thọ làm việc của động cơ.
c. Tác hại liên quan đến quá trình bảo quản
Dầu thô và các sản phẩm dầu mỏ trong quá trình bảo quản nếu chứa các hợp
chất chứa lưu huỳnh sẽ có thể gây ăn mòn thiết bị.
1.3 Vai trò của quá trình HDS
Quá trình hydrodesunfua hóa đóng vai trò vô cùng quan trọng trong sản xuất
các sản phẩm dầu mỏ . rất nhiều quá trình sản xuất các sản phẩm dầu mỏ sử dụng xúc
tác . lưu huỳnh có trong nguyên liệu có thể làm giảm hiệu quả của xúc tác trong quá
trình chuyển nguyên liệu thành sản phẩm . nó gây ra mất hoạt tính xúc tác được gọi là
ngộ độc xúc tác . Do đó quá trình HDS có vai trò tạo ra nguyên liệu hoặc sản phẩm
nhiên liệu có chất lượng tốt hơn ,hàm lượng lưu huỳnh thấp hơn ,tránh được hiện
tượng ngộ độc xúc tác ,tăng độ bền xúc tác và tăng hiệu quả của các quá trình chuyển
hóa ,giúp nâng cao hiệu quả kinh tế .
Ngoài ra quá trình hydrodesunfua hóa còn đóng vai trò giảm thiểu ô nhiễm môi trường
do loại bỏ lưu huỳnh trong nguyên liệu và các nguyên liệu do vậy làm giảm hoặc loại
SVTH: Nguyễn Thanh Tuấn
Page 3
Đồ án chuyên ngành kỹ sư
bỏ được lượng khí thải H2S ra môi trường , loại khí gây ra các hiện tượng mưa axit ,
và gây ra các vấn đề về hô hấp
II.Cơ sở hóa lý quá trình HDS
Quá trình HDS là quá trình khử bằng hydro có sử dụng xúc tác để loại bỏ các
hợp chất chứa lưu huỳnh ra khỏi các phân đoạn sản phẩm bởi vì chúng có thể gây hại
cho các quá trình chế biến, bảo quản và sử dụng sau này.
Quá trình HDS được thực hiện ở áp suất riêng phần của H2 rất cao từ 10÷ 204
kg/cm2 và ở nhiệt độ khoảng 250 đến 450oC, trong quá trình HDS thường xảy ra đồng
thời với các phản ứng có lợi khác như: khử Nitơ (HDN), khử Oxi (HDO), hydro hóa
(HDY), tách kim loại (HDM).
Thực tế các phản ứng có lợi này thực hiện quá trình bẻ gãy các liên kết giữa
nguyên tử cacbon (C) và các dị nguyên tố, kèm theo quá trình no hóa sản phẩm nên
sản phẩm thu được chủ yếu gồm các hợp chất HC đã bão hòa.
Nhờ vào bẻ gãy mạch C-S, C-N, C-O, C-M mà quá trình HDS có khả năng loại
bỏ tạp chất, cùng với phản ứng hydro hóa mà cải thiện được một số tính chất của sản
phẩm sau xử lý như: chỉ số xetan, tỉ trọng, điểm chớp cháy…
2.1.Đặc điểm các dị nguyên tố trong các phân đoạn dầu mỏ
Dầu thô trong tự nhiên chứa các tạp chất là các hợp chất dị nguyên tố của S,
Nitơ, các hợp chất cơ kim của sắt (Fe), Vonfram (V) và một số hợp chất của Oxi. Các
tạp chất này có hàm lượng phụ thuộc rất lớn vào nguồn gốc của dầu thô. Sau quá trình
chưng cất hàm lượng các tạp chất này lại thay đổi qua từng phân đoạn và tăng dần từ
phân đoạn nhẹ cho đến phân đoạn nặng. Hàm lượng tạp chất trong mỗi phân đoạn lại
phụ thuộc vào khoảng cất.
2.2.Hợp chất chứa lưu huỳnh
Trên 250 hợp chất khác nhau của S được tìm thấy trong dầu mỏ, trong đó S tồn
tại trong các phần cất nhẹ như naphtha, kerosene dưới dạng các hợp chất mercaptan
(RSH), sunfua (RSR), disunfua (RSSR), thiophen và dẫn xuất của thiophen. Ở các
phân đoạn nặng hơn có thêm benzothiophen và dibenzothiophen ngoài ra còn ở dạng
polyaromatic dị vòng.
SVTH: Nguyễn Thanh Tuấn
Page 4
Đồ án chuyên ngành kỹ sư
Sự phân bố các hợp chất của S trong các phân đoạn không giống nhau. Trong
bảng 2 đưa ra sự phân bố của S trong các phân đoạn của một loại dầu thô có hàm
lượng S là 1.2% khối lượng.
Bảng 1: Sự phân bố các hợp chất S trong các phân đoạn dầu mỏ
Phân đoạn
Nhiệt độ sôi oC
%khối lượng
S
Mercaptan
Sunfua
Thiophen
Naphta
70 ÷ 180
0.02
50%
50%
Vết
Kerosen
160÷ 240
0.2
25%
25%
35%
Gasoil nhẹ
230 ÷ 350
0.9
15%
15%
30%
Gasoil nặng
350÷ 550
1.8
5%
5%
30%
Cặn
550 +
2.9
Vết
Vết
10%
Các hợp chất của S chiếm phổ biến và đáng chú ý nhất trong số các hợp chất
phi hydrocacbon. Những loại dầu chứa ít S thường có hàm lượng S không quá
0.3÷0.5% khối lượng, những loại chứa nhiều S thường có hàm lượng S 1÷1.5% trở
lên, có loại dầu lên đến 13.95% như dầu thô ở Bzel của Đức.
Lưu huỳnh dạng mercaptan chỉ gặp trong phân đoạn nhẹ của dầu mỏ (dưới
200oC). Các mercaptan này có gốc hydrocacbon (HC) mạch thẳng, nhánh, vòng
naphten với số nguyên tử cacbon từ C1÷C8. Những nhánh gốc HC này thường là
những nhánh nhỏ (hầu hết là metyl). Lưu huỳnh ở dạng mercaptan khi nhiệt độ lên
khoảng 300 oC dễ bị phân hủy tạo ra H2S và các sunfua, ở nhiệt độ cao hơn nữa chúng
có thể phân hủy thành H2S và các HC không no tương ứng.
Mặt khác mercaptan lại rất dễ bị oxy hóa tạo disunfua, nếu có mặt chất oxi hóa
mạnh có thể tạo thành sunfua axit
SVTH: Nguyễn Thanh Tuấn
Page 5
Đồ án chuyên ngành kỹ sư
Lưu huỳnh dạng sunfua trong dầu mỏ chia thành: Các sunfua nằm trong cấu
trúc vòng no (Thiophan) hoặc không no (Thiophen). Trong dầu mỏ người ta cũng xác
định được hợp chất sunfua có gốc HC mạch thẳng C2÷C8
Các sunfua có gốc thơm 1, 2 hoặc nhiều vòng hoặc những gốc thơm lai hợp với
các vòng naphten lại là hợp chất chứa S chủ yếu trong phân đoạn có nhiệt độ sôi cao
của dầu mỏ. Lưu huỳnh dạng disunfua thường có rất ít trong dầu mỏ, nhất là trong các
phân đoạn có nhiệt độ sôi thấp và trung bình. Ở phân đoạn có nhiệt độ sôi cao thì dạng
S này phổ biến hơn do mercaptan dễ bị oxi hóa chuyển thành disunfua.
Lưu huỳnh dạng thiophen (hoặc thiophen đa vòng) có cấu trúc sau:
Các loại hợp chất này chiếm từ 45÷49% trong tất cả hợp chất chưa S của dầu
mỏ. Ngoài các dạng kể trên, trong dầu mỏ còn chứa S dưới dạng S tự do và H2S với
hàm lượng nhỏ.
Tóm lại, nếu như trong phân đoạn xăng, S dạng mercaptan chiếm chủ yếu thì
trong phân đoạn Gasoil hầu như không còn nữa. Thay thế vào đó là sunfua, disunfua,
dị vòng. Trong số đó S dạng sunfua vòng no chiếm chủ yếu trong phân đoạn Gasoil
nhẹ và Kerosen. Trong phân đoạn có nhiệt độ sôi cao của dầu mỏ chứa phần lớn các
hợp chất lưu huỳnh ngưng tụ đa vòng hoặc lai hợp tăng mạnh.
2.3.Các hợp chất chứa Nitơ.
Các hợp chất chứa Nitơ thường có rất ít trong dầu mỏ từ 0.01 đến 1% khối
lượng, nằm chủ yếu ở phân đoạn có nhiệt độ sôi cao. Nó tồn tại ở dạng bazơ như
quinolin, iso- quinolin, pyridin và dạng trung tính như pyrol, indol, carbazol. Chúng
tồn tại ở cả dạng 1, 2 hoặc 3 nguyên tử Nitơ.
SVTH: Nguyễn Thanh Tuấn
Page 6
Đồ án chuyên ngành kỹ sư
2.4.Các hợp chất của oxi
Các hợp chất chứa oxi trong dầu mỏ thường tồn tại dưới dạng axit, xeton, phenol, ete,
este…trong đó các axit và phenol là quan trọng hơn cả. Chúng thường nằm ở phần có
nhiệt độ sôi trung bình và axit là axit béo một chức. Các phenol chủ yếu gồm phenol,
cresol, β-naphtol
2.5.Các kim loại nặng.
Có hàm lượng rất nhỏ trong dầu mỏ, các kim loại chủ yếu có trong cấu trúc của
các phức cơ kim của V và Ni. Ngoài ra còn có lượng rất bé các nguyên tố khác như
Re, Cu, Zn, Ca, Mg, Ti… Tuy hàm lượng rất nhỏ nhưng chúng rất có hại và gây ngộ
độc vĩnh viễn xúc tác trong quá trình chế biến.
III.Các phản ứng xảy ra trong quá trình HDS
3.1.Phản ứng tách lưu huỳnh (HDS)
- Các hợp chất Mercaptans, Sulfur và Disunfur phản ứng dễ dàng tạo ra các sản
phẩm bão hòa hoặc các hợp chất thơm tương ứng.
• Mercaptans:
R-SH + H2 → R-H + H2S
• Sulfur:
R-S-R’ + 2 H2 → R-H + R’-H + H2S
• Disulfur:
R-S-S-R’ + 3H2 → R-H + R’-H + 2H2S
SVTH: Nguyễn Thanh Tuấn
Page 7
Đồ án chuyên ngành kỹ sư
- Các hợp chất lưu huỳnh kết hợp trong cấu trúc thơm như thiophen và dẫn
xuất của thiophen...Do cấu trúc của các vòng thơm bền hơn nên quá trình HDS này
xảy ra khó khăn hơn.
• Thiophen
• Dibenzothiophen
3.2.Phản ứng tách nitơ (HDN)
Trong phản ứng loại bỏ dị nguyên tố Nitơ, các phản ứng HDN đều qua 2 giai
đoạn. Trước tiên no hóa vòng thơm, mở vòng tạo amin (đối với dị vòng chứa Nitơ),
sau đó mới tách Nitơ ở hợp chất amin tạo NH3 và hợp chất hydrocacbon no. Nên quá
trình HDN tiêu tốn năng lượng hơn quá trình HDS, một số phản ứng HDN xảy ra
trong quá trình:
• Amine:
R - NH2 + H2 → RH + NH3
• Pyridin:
P
• Quinolin:
q
3.3.Phản ứng tách Oxi (HDO)
uinolin
Các hợp chất chứa oxi đặc biệt nguyên tử Oxi nằm trong chức axit hữu cơ dễ
gây ăn mòn đường ống, bồn bể chứa cũng như động cơ khi sử dụng làm giảm tuổi thọ
động cơ. Trong phản ứng có mặt của H2 nên các hợp chất chứa oxi sẽ phản ứng tạo
SVTH: Nguyễn Thanh Tuấn
Page 8
Đồ án chuyên ngành kỹ sư
thành hơi nước, có thể làm phá hủy cấu trúc tinh thể xúc tác ở nhiệt độ cao. Một số
phản ứng HDO xảy ra trong quá trình HDT:
• Rượu và phenol:
R-OH + H2
→ R-H + H2O
• Axit: :
R-COOH + 2H2 → R-CH3 + 2H2O
3.4.Phản ứng Hydro hóa.
- Hydro hóa Olefin và Diolefin: Các hợp chất Olefin và Diolefin dễ ngưng tụ
tạo nhựa trong sản phẩm làm giảm chất lượng sản phẩm vì vậy việc no hóa các hợp
chất Olefin, và Diolefin thực sự rất cần thiết nhằm tăng ổn định hóa học của sản phẩm.
R –CH=CH2 + H2 → R –CH2–CH3
R –(CH=CH)2–R’ + H2 → R –(CH2–CH2)2–R’
- Hydro hóa Acromatic: Acromatic gồm các chất gây nguyên nhân cho các
phản ứng ngưng tụ tạo cốc nên cần được giảm đến hàm lượng cho phép.
• Benzen:
•Naphtalen:
3.5.Phản ứng khử kim loại (HDM)
Các hợp chất cơ kim chứa As, Pb, Cu, Ni, Va được tách thành những nguyên tử
kim loại và được rơi vào lỗ xốp trên bề mặt xúc tác.
3.6.Phản ứng Hydrocracking
Đây là một phản ứng không mong muốn, cần phải làm giảm nó đến mức tối
thiểu bởi vì nó tiêu thụ nhiều H2 và do sự cắt ở đầu mạch sẽ tạo nhiều hydrocacbon
ngắn mạch, vì vậy sinh ra nhiều khí sẽ làm giảm độ sạch của khí H2 hồi lưu, giảm
lượng gasoil yêu cầu.
R-CH2-CH2-R’
SVTH: Nguyễn Thanh Tuấn
+ H2
→ R-CH3
+
R’-CH3
Page 9
Đồ án chuyên ngành kỹ sư
3.7.Phản ứng ngưng tụ tạo cốc
Do trong nguyên liệu có chứa những thành phần nặng, nên khi phản ứng xảy ra
ở điều kiện nhiệt độ và áp suất cao sẽ gây ra các phản ứng polyme hóa tạo ra cốc bám
trên bề mặt của xúc tác và thành thiết bị, làm mất hoạt tính của xúc tác và làm bẩn
thiết bị. Chính vì thế mà cần khống chế các điều kiện làm việc của công nghệ để có
thể hạn chế các phản ứng phụ này xảy ra.
IV.Xúc tác trong quá trình HDS
4.1.Thành phần và cấu trúc
Xúc tác cho quá trình HDS bao gồm 2 thành phần chính: chất mang và pha
hoạt động của xúc tác.
Chất mang thường sử dụng là -Al2O3 có bề mặt riêng lớn.
Pha hoạt động của xúc tác dạng sunfua của Mo hoặc W được xúc tiến bởi kim
loại Ni hoặc Co thường được sử dụng ở dạng hỗn hợp CoMo, NiMo, NiW.
Hàm lượng kim loại hay dùng như sau: 9%wt Mo, 2.5%wt Co hoặc Ni. Hàm
lượng kim loại trong xúc tác ngày càng tăng lên, hiện nay hàm lượng kim loại vào
khoảng 12÷15 %wt Mo và 3÷5%wt Ni hoặc Co.
Hình 1: Cấu trúc của pha hoạt động Co-Mo của xúc tác HDS
Tùy theo mục đích chính của quá trình HDS mà chọn kim loại pha hoạt động
của chất xúc tác khác nhau như trong bảng 3 sau
SVTH: Nguyễn Thanh Tuấn
Page 10
Đồ án chuyên ngành kỹ sư
Bảng 2: So sánh ảnh hưởng pha hoạt động đến các phản ứng
Xúc tác
Co-Mo/-Al2O3
Ni-Mo/-Al2O3
HDS
××××
×××
HDN
××
HDA
×
×××
××
××
××
××××
Ni-W/-Al2O3
Ngày nay, xúc tác đã qua rất nhiều cải tiến để đáp ứng đòi hỏi hoạt tính cao của
pha hoạt động xúc tác do nguyên liệu xử lý ngày càng nặng và xấu hơn.
Các nghiên cứu gần đây cho thấy : Xúc tác Co-Mo hoặc Mo-Ni/than hoạt tính
có hoạt tính cao hơn so với chất mang SiO2 và Al2O3, Mo/TiO2 có độ phân tán cao
hơn trên chất mang -Al2O3 nên hoạt tính của xúc tác này cũng cao hơn Mo/-Al2O3
đến năm lần. Tuy nhiên, TiO2 có độ bền và bề mặt riêng thấp nên ít thích hợp cho điều
kiện công nghiệp, ngày nay có xu hướng sử dụng chất mang có nhiều thành phần như:
TiO2- Al2O3, TiO2-ZrO2-V2O5. Các thành phần bổ sung tính chất cho nhau để cải thiện
các nhược điểm trên.
4.2. Sự ngộ độc xúc tác
Có thể phân thành ba loại chất gây ngộ độc khác nhau cho xúc tác: chất ức chế
hoạt động của xúc tác, chất độc tạm thời và chất độc vĩnh viễn.
Chất ức chế hoạt động của xúc tác:
Đó là những hợp chất cạnh tranh với các chất phản ứng trên bề mặt hoạt tính
của chất xúc tác. Những chất này hấp phụ bền vững trên xúc tác kim loại nhưng hoàn
toàn có tính thuận nghịch. CO và CO2 là hai chất ức chế thường thấy, nếu hàm lượng
đến 1000 ppm sẽ làm hoạt tính của xúc tác hầu như không có tác dụng đối với chất
phản ứng, chính vì vậy phải giới hạn hàm lượng của nó nhỏ hơn 50 ppm trong khí.
Chất độc tạm thời:
Gồm những chất hấp phụ rất bền vững và tích lũy dần dần đến mức quá nhiều
trên bề mặt hoạt động của chất xúc tác. Những chất này có thề loại bỏ bằng phương
pháp tái sinh và hoạt tính của chất xúc tác được phục hồi. Cốc bám trên bề mặt xúc tác
là một loại chất độc tạm thời điển hình.
SVTH: Nguyễn Thanh Tuấn
Page 11
Đồ án chuyên ngành kỹ sư
Chất độc vĩnh viễn:
Những chất độc này không thể loại bỏ bằng phương pháp tái sinh, xúc tác phải
được loại bỏ và thay thế bằng xúc tác mới khi hàm lượng các chất độc vượt qua một
ngưỡng cho phép. Chất độc xúc tác dạng này bao gồm các kim loại As, Pb, Sb. Hàm
lượng cho phép của chúng trong nguyên liệu nhỏ hơn 50 ppb.
4.3. Tái sinh xúc tác.
Hoạt tính của chất xúc tác giảm dần trong quá trình vận hành do sự tạo cốc
bám trên bề mặt chất xúc tác. Dạng giảm hoạt tính này có tính thuận nghịch bởi vì cốc
bám trên bề mặt xúc tác có thể được đốt cháy trong quá trình tái sinh. Còn đối với các
chất độc vĩnh viễn chứa những chất ngộ độc bất thuận nghịch, nghĩa là hoạt tính
không thể phục hồi nhờ quá trình tái sinh.
Chất xúc tác có thể được đánh giá qua chu kỳ làm việc. Chu kỳ làm việc của
chất xúc tác sẽ giảm dần khi xử lý các phân đoạn càng nặng. Bảng 4 sau biểu diễn chu
kỳ làm việc và thời gian sống của chất xúc tác khi xử lý các phân đoạn khác nhau.
Bảng 3: Đánh giá chu kỳ làm việc xúc tác qua phân đoạn xử lý
Phân đoạn
Chu kỳ (năm)
Thời gian sống (năm)
Xăng/ Kerosen
2÷4
4÷10
Gasoil
1÷2
2÷6
Cặn
0.25÷1
0.25÷1
Phản ứng tổng quát cho quá trình tái sinh đốt cháy cốc cho một loại xúc tác CoMo/ -Al2O3 điển hình theo phản ứng sau
𝟏𝟕+𝒚+𝟒𝒙
𝟏
𝒚
𝟓
Co0.5MoS2.5 +
O2 → CoO + MoO3 + H2O + xCO2 + SO2
𝟒
𝟐
𝟐
𝟐
Nhờ vào quá trình tái sinh mà thời gian làm việc của xúc tác có thể kéo dài đến
10 năm.
V. Cơ chế phản ứng trong quá trình HDS
Các phản ứng hóa học xảy ra trong quá trình HDS luôn có sự tiêu thụ H2 mà
trong đó các phản ứng no hóa các nhân thơm tiêu thụ H2 nhiều hơn các phản ứng bẻ
gãy liên kết giữa C và các dị nguyên tố. Dựa vào mục đích của quá trình HDS, bản
chất của các hợp chất dị tố trong phân đoạn nguyên liệu và độ no hóa phản ứng ưu
SVTH: Nguyễn Thanh Tuấn
Page 12
Đồ án chuyên ngành kỹ sư
tiên là khác nhau dẫn đến cần mỗi loại xúc tác khác nhau và điều kiện vận hành quá
trình là khác nhau. Từ đó cơ chế của các phản ứng HDS cũng đa dạng.
Sự phức tạp của cơ chế các phản ứng trong HDS phụ thuộc vào các hợp chất
dị nguyên tố. Cơ chế bẻ gãy giữa nguyên tử C và nguyên tố dị tố vẫn còn rất nhiều
quan điểm khác nhau.
Cơ chế của các phản ứng trong quá trình HDS điển hình có thể miêu tả qua 4
giai đoạn sau:
Quá trình hydro hóa để tạo các tâm hoạt tính trên bề mặt chất xúc tác.
Quá trình hấp phụ của chất phản ứng lên tâm hoạt tính của chất xúc tác.
Phản ứng hóa học xảy ra trên bề mặt xúc tác.
Sản phẩm được nhả hấp phụ khỏi bề mặt chất xúc tác.
Minh họa cơ chế phản ứng của thiophen qua sơ đồ trong hình 3 sau Error!
Reference source not found..
Hình 3: Cơ chế phản ứng HDS của thiophen
VI. Các thông số hoạt động chính của quá trình HDT
6.1. Áp suất riêng phần của H2 (ppH2)
Áp suất riêng phần của H2 ảnh hưởng rất lớn đến các phản ứng trong quá trình
HDT. ppH2 càng tăng thì hiệu suất phản ứng càng cao do H2 được hấp phụ trên bề
mặt xúc tác càng nhiều kéo theo việc tăng vận tốc phản ứng. ppH2 tăng còn làm phản
SVTH: Nguyễn Thanh Tuấn
Page 13
Đồ án chuyên ngành kỹ sư
ứng chuyển dịch theo chiều có lợi cho các phản ứng. H2 còn làm ức chế các phản ứng
phụ xảy ra.
Tuy nhiên, do sự bão hòa của H2 trên bề mặt xúc tác có giới hạn. Nên áp suất
riêng phần của H2 cũng chỉ nên ở một mức nhất định để làm giảm chi phí vận hành.
Ngoài ra ppH2 cao cùng với nhiệt độ cao cũng là điều kiện gia tăng xảy ra phản ứng
phụ Hydrocracking.
6.2 Nhiệt độ của thiết bị phản ứng
Do các phản ứng của Hydrotreating gồm các phản ứng tỏa nhiệt mạnh, năng
lượng hoạt hóa lớn, nên ở nhiệt độ cao các phản ứng sẽ được thúc đẩy xảy ra nhanh
hơn. Nhưng do các phản ứng tỏa nhiệt mạnh nên nhiệt độ trong thiết bị phản ứng tăng
rất nhanh. Cùng với sự tăng nhiệt độ dẫn đến tăng phản ứng phụ như phản ứng
hydrocracking và phản ứng ngưng tụ dẫn đến sự bám cốc trên bề mặt xúc tác, làm
giảm hoạt tính xúc tác và làm giảm chất lượng sản phẩm.
Khi nhiệt độ đi ra từ thiết bị phản ứng đạt từ 410-420oC, các phản ứng phụ xảy
ra rất mạnh. Đó là lý do phải giảm nhanh nhiệt độ sau mỗi tầng xúc tác hay giảm nhiệt
độ cuối quá trình.
Ngoài ra khi nhiệt độ cao còn làm xúc tác nhanh mất hoạt tính, giảm tuổi thọ
sử dụng. Chính vì thế mà các thiết bị phản ứng thường được chia thành nhiều tấng xúc
tác để có thể dễ điểu chỉnh được nhiệt độ.
6.3 Tốc thể tích nạp liệu (LHSV)
LHSV được tính theo lượng thể tích nguyên liệu trên lượng thể tích xúc tác
chứa trong lò phản ứng trong một đơn vị thời gian là một giờ. Đơn vị của LHSV là h-1.
Nghịch đảo của LHSV là thời gian lưu ()
Tốc độ nạp liệu có ảnh hưởng đến chất lượng sản phẩm. LHSV càng cao thì
chất lượng của sản phẩm càng thấp hoặc số lượng các phản ứng có thể xảy ra càng ít
vì thời gian lưu của chất phản ứng trên bề mặt xúc tác là nhỏ. Tăng nhiệt độ của lò
phản ứng sẽ bù lại được ảnh hưởng này. Nguyên liệu càng nặng, nguyên liệu chứa
nhiều các hợp chất dị nguyên tố phải thực hiện quá trình hydrotreating ở tốc độ nạp
liệu bé. Để sản phẩm có độ sạch cao thì tốc độ nạp liệu cũng phải bé.
SVTH: Nguyễn Thanh Tuấn
Page 14
Đồ án chuyên ngành kỹ sư
Chương II: Các hãng bản quyền công nghệ HDT
Các công nghệ quá trình hydrotreating thương mại có nhiều hãng bản quyền khác
nhau, hầu hết trong số này đều thiết kế cho làm sạch nguồn nguyên liệu trước khi đưa
vào quá trình CCR, isome hóa hoặc cho các mục đích nâng cấp chất lượng các sản
phẩm (LCO, Naphtha, Kerosene). Các hãng công nghệ phát triển lớn bao gồm
Albemarle, Axens, CDTECH, Chevron Lummus Global, Exxon Mobil, Haldor
Topsze, Công nghệ Lummus và UOP. Về công nghệ sản xuất chất xúc tác và hóa chất
công nghiệp thì có CB & I, Instituto Mexicano del Petroleo, JGC, MOL, Nippon Oil,
SK, và Shaw Group / BASF.
Sau đây là một số công nghệ Hydrotreating tiêu biểu
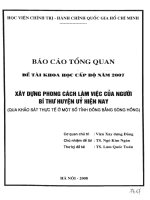
1. Công nghệ Prime-D của Axens
Hình 4: Công nghệ Prime-D của Axens
Hãng công nghệ Axens đã có hơn 30 năm kinh nghiệm với quá trình xử lý phần
cất trung bình của dầu mỏ bằng hydro và đã lắp đặt 100 phân xưởng HDT trên thế
giới. Công nghệ Prime-D dựa trên quá trình HDS và HDA nhằm sản xuất Diesel với
việc giảm thiểu hàm lượng Aromatic, nâng cao chỉ số xetan và giảm hàm lượng lưu
huỳnh xuống dưới 15ppm
Thuyết minh sơ đồ
SVTH: Nguyễn Thanh Tuấn
Page 15
Đồ án chuyên ngành kỹ sư
Dòng nguyên liệu cùng dòng khí H2 và dòng khí tuần hoàn sau khi được trao
đổi nhiệt với dòng sản phẩm phản ứng và tiếp tục được đưa vào là đốt để gia nhiệt tới
nhiệt độ phản ứng cần thiết sẽ được đưa vào thiết bị phản ứng. Ở đây gồm 2 thiết bị
nối tiếp nhau, thiết bị đầu tiên xảy ra phản ứng HDA và sau đến phản ứng HDS ở thiết
bị thứ 2. Dòng sản phẩm đi ra sau khi trao đổi nhiệt với dòng nguyên liệu phản ứng
được đưa qua thiết bị làm mát bằng không khí. Rồi đi vào tháp tách pha, với dòng khí
ra khỏi tháp tách pha được đưa đi xử lý hấp thụ bằng dung dịch amin nhằm loại bỏ
H2S và tuần hoàn khí chưa phản ứng (chủ yếu là H2). Dòng lỏng ra từ tháp tách pha
được đưa vào tháp chưng cất nhằm tách Off-Gas và Diesel sản phẩm.
Ngoài ra, Công nghệ Prime-D còn phát triển các công nghệ tương tự chỉ khác
nhau ở cụm thiết bị phản ứng như: UD-HDS (Utral-Deep HDS) chỉ xử lý sâu lưu
huỳnh, Single-Stage HDS/ HDA tức là công nghệ gồm 2 phản ứng là HDS và HDA
nhưng trong cùng 1 giai đoạn, và cuối cùng Two-Stage HDS/ HDA tức là công nghệ
gồm 2 phản ứng là HDS và HDA nhưng trong cùng 2 giai đoạn như ở trên. So sánh về
tính chất của sản phẩm và tính kinh tế của 3 loại công nghệ
Bảng 4: So sánh 3 công nghệ Prime-D của Axens
Utral-Deep
Single-Stage
Chỉ tiêu
HDS
HDS/ HDA
Two-Stage
HDS/ HDA
Sản phẩm
Sunfua, ppm
<10
<10
<5
Tỉ trọng
<0.84
<0.834
<0.825
Aromatic,%
wt
<2-3
<2
<1-2
Chỉ số xetan
55
58
58
1.7
2.5
1.7
0.4
0.25
0.4
Tính kinh tế
Áp
suất(MPa)
LHSV (h-1)
SVTH: Nguyễn Thanh Tuấn
Page 16
Đồ án chuyên ngành kỹ sư
2. Công nghệ CDHydro & CD-HDS của CDTech
Hình 5: Công nghệ CDHydro & CD-HDS của CDTech
Thuyết minh sơ đồ :
Có 21 phân xưởng CDHydro/CD-HDS đang vận hành để xử lý xăng FCC và
hơn 12 phân xưởng đang xây dựng. Với tổng công suất đạt được là 1.3 triệu
thùng/ngày. Bản quyền công nghệ thuộc về CDTech (Catalytic Distillation
Technologies).
Công nghệ bao gồm 2 quá trình CDHydro & CD-HDS được sử dụng riêng rẽ
để tách lưu huỳnh trong xăng FCC với sự giảm trị số octan thấp nhất. Sản phẩm của
quá trình là xăng FCC với hàm lượng S rất thấp và giữ lại nhiều nhất olefin cũng như
trị số octan.
LCN, MCN, HCN được xử lý riêng trong điều kiện tối ưu cho mỗi phần. Lưu
huỳnh giảm trong toàn bộ phần xăng FCC bắt đầu với phân tách naphtha nhẹ trong
tháp CDHydro. Lưu huỳnh mercaptan phản ứng với lượng diolefin dư để sản xuất các
hợp chất lưu huỳnh nặng hơn, các diolefin còn lại một phần bão hòa olefin bằng phản
ứng với hydro. Phần đáy của tháp CDHydro có chứa các mercaptans phản ứng được
đưa đến tháp CD-HDS, tại đây MCN và HCN làm xúc tác khử S trong 2 khu riêng
biệt. Điều kiện quá trình HDS được tối ưu hóa cho từng phần để đạt được mong muốn
giảm lưu huỳnh với độ bão hòa olefin tối thiểu. Olefin được tập trung phía trên cùng
của tháp nơi có điều kiện mềm, trong khi lưu huỳnh lại tập trung ở phía dưới nơi mà
các điều kiện ở mức độ cao của quá trình HDS.
SVTH: Nguyễn Thanh Tuấn
Page 17
Đồ án chuyên ngành kỹ sư
Không có phản ứng cracking ở điều kiện mềm, do đó thiệt hại về năng suất có
thể được giảm đến mức tối thiểu. Ba dòng sản phẩm được ổn định cùng nhau hoặc
riêng rẽ tùy theo mong muốn, kết quả là dòng sản phẩm thích hợp cho mục đích sử
dụng tiếp theo của chúng. Hai tháp được tích hợp nhiệt để giảm thiểu nhu cầu về năng
lượng. Hàm lượng lưu huỳnh trong sản phẩm xăng sau xử lý đạt chỉ tiêu chất lượng sẽ
cho phép pha chế xăng dầu đáp ứng các quy định hiện hành hay trong tương lai.
Xúc tác chưng cất về cơ bản loại bỏ sự tích tụ bẩn xúc tác do loại bỏ các tiền
cốc nặng từ khu vực xúc tác, trước khi cốc có thể hình thành và bịt kín các mao quản
xúc tác. Do dó, tuổi thọ của xúc tác trong chưng cất xúc tác được tăng lên đáng kể so
với xúc tác cố định điển hình. Quá trình CDHydro /CD-HDS có thể hoạt động trong
suốt một chu kỳ của phân xưởng FCC lên đến 6 năm mà không cần dừng hoạt động để
tái sinh hay thay thế xúc tác, tiết kiệm năng lượng cho nhà máy.
3. Công nghệ Distillate HDS/HDA của Haldor Topsoe
Hình 6: Công nghệ Distillate HDS/HDA của Haldor Topsoe
Thuyết minh sơ đồ :
Công nghệ Haldor Topsoe sử dụng để xử lý sâu hàm lượng lưu huỳnh và
Aromatic trong sản phẩm diesel bằng hydro hoặc xử lý nguyên liệu sơ bộ cho quá
trình FCC, hydrocracker.
Công nghệ Distillate HDS/HDA của Haldor Topsoe ở trên với 2 thiết bị phản
ứng là HDS và HDA giúp giảm mức lưu huỳnh và Aromatic, cải thiện tỷ trọng đồng
SVTH: Nguyễn Thanh Tuấn
Page 18
Đồ án chuyên ngành kỹ sư
thời nâng cao trị số xetan sản phẩm diesel. Với thiết bị phản ứng đầu tiên hoạt động
tại áp suất 20÷60 kg/cm2 và nhiệt độ từ 320÷400oC đã xảy ra quá trình khử sâu HDS
và HDN trên xúc tác kim loại. Dòng sản phẩm ra từ thiết bị phản ứng HDS được đưa
vào tháp chưng tách nhằm loại bỏ H2S và NH3. Khí Off-Gas (chủ yếu là H2) được đưa
đi rửa bằng dung dịch amin, sau đó cùng với dòng sản phẩm đáy tháp chưng được đưa
vào thiết bi phản ứng HDA thứ hai, nơi mà các hợp chất Aromatic được bão hòa bởi
H2 trên xúc tác.Phản ứng này cũng thực hiện tại áp suất 20÷60 kg/cm2 nhưng tại nhiệt
độ 260-300oC. Sản phẩm ra được làm mát bằng không khí sau đó đưa vào tháp tách
pha để tuần hoàn lại khí chưa phản ứng. Sản phẩm lỏng được đưa đi chưng tách lấy
sản phẩm diesel với hàm lượng Aromatic nhỏ hơn 3% khối lượng và làm tăng chỉ số
xetan thêm 11 đơn vị.
4. Công nghệ REDAR của Shaw Group/BASF
Hình 7: Công nghệ REDAR của Shaw Group/BASF
Thuyết minh sơ đồ :
Công nghệ REDAR (Raytheon/Engelhard DeAromatization) thực hiện trong
các phân xưởng hydrotreater để sản xuất diesel với tổng hàm lượng Aromatic nhỏ hơn
5% khối lượng. Trong quá trình hầu như toàn bộ lượng lưu huỳnh bị loại bỏ hoàn
toàn, tỉ trọng của sản phẩm được cải thiện đồng thời làm tăng chỉ số xetan lên 5 đơn
vị.
SVTH: Nguyễn Thanh Tuấn
Page 19
Đồ án chuyên ngành kỹ sư
Xúc tác được sử dụng trong công nghệ là kết hợp của 2 kim loại Pt/Pd trên chất
mang là SiO2 và -Al2O3 không cần chất kết dính. Xúc tác sẽ có hoạt tính mạnh hơn
khi sử dụng chất kết dính, cho phép công nghệ hoạt động ở điều kiện mềm hơn tại 4550 oC, tốc độ thể tích cao hơn, và áp suất cho quá trình giảm xuống.
Nguyên liệu sau khi qua các thiết bị trao đổi nhiệt, trộn với khí từ tháp tách pha
và được gia nhiệt đến nhiệt độ cần thiết trong lò đốt trước khi đưa vào thiết bị phản
ứng HDS. Dòng sản phẩm đi ra tiếp tục được đưa vào phản ứng HDA với 2 dòng đi
ngược chiều. Sau phản ứng sản phẩm được đưa đi chưng tách lấy diesel. Còn các khí
sau phản ứng được đưa đi rửa bằng nước và hấp thụ bằng dung dịch amin để trả lại
khí tuần hoàn (chủ yếu chứa H2) cho phản ứng.
Ngoài ra công nghệ còn có thể dùng nâng cấp phân đoạn LCO để sản xuất
diesel bằng việc sử dụng xúc tác Ni-Mo trong thiết bị phản ứng HDS/HDN đầu tiên.
5. Công nghệ Unisar của UOP
UOP một trong các hãng lớn công nghệ trong việc xử lý nguyên liệu hay nâng
cấp sản phẩm dầu mỏ. Tùy vào việc xử lý các nguồn nguyên liệu khác nhau mà hãng
có đưa ra các công nghệ xử lý tương ứng. Chủ yếu như xử lý các phân đoạn cất trung
bình, VGO...nhằm sản xuất các sản phẩm trắng theo nhu cầu. Ngoài ra, UOP cũng sản
xuất cung cấp các loại xúc tác mới cho quá trình.
Hình 8: Công nghệ Unisar của UOP
SVTH: Nguyễn Thanh Tuấn
Page 20
Đồ án chuyên ngành kỹ sư
Công nghệ Unisar của UOP đã sử dụng xúc tác kim loại quý trên chất mang để
bão hòa các Aromatic trong các phân đoạn cất trung bình như Naphtha, Kerosene,
Diesel. Công nghệ hoạt động với chế độ xúc tác cố định với xúc tác mới AS-250 thay
thế cho xúc tác cũ là AS-100. Hơn 20 phân xưởng công nghệ Unisar của UOP đã
được lắp đặt trên toàn thế giới, sản phẩm sau khi được xử lý giúp làm giảm hàm lượng
Aromatic từ 26% khối lượng xuống còn nhỏ hơn 1% khối lượng trong nguyên liệu.
Công nghệ cũng có 2 phản ứng xử lý chính là HDS và HDA nhưng trong cùng
một thiết bị phản ứng được chia làm nhiều tầng. Nguyên liệu được trộn với khí H2
sạch và khí tuần hoàn, sau khi gia nhiệt được đưa vào thiết bị phản ứng.
Do các phản ứng của Hydrotreating tỏa nhiệt rất mạnh nên người ta thường chia xúc
tác thành nhiều tầng khác nhau ( để có thể điều chỉnh nhiệt độ sau mỗi tầng, và có thể
bổ xung thêm dòng H2 nếu cần thiết), hoặc có nhiều thiết bị nối tiếp nhau.
Trên các tầng xúc tác thường có các tầng Ceramic để bảo vệ xúc tác. Ở giữa
các tầng có các thiết bị thu nhiệt và các thiết bị thu hồi và phân tán đều lại dòng
nguyên liệu trước khi được đưa sang tầng xúc tác khác.
Dòng sản phẩm sau khi đi ra khỏi thiết bị phản ứng sẽ được làm lạnh, và qua
thiết bị tách khí-lỏng để có thể tách các khí (chủ yếu là H2 chưa phản ứng, H2S, NH3,
và một số hydrocacbon nhẹ) ra khỏi sản phẩm.
Dòng khí sẽ được qua một tháp hấp phụ bằng Amin ở điều kiện nhiệt độ và áp
suất cao để có thể làm sạch H2S, NH3 ra khỏi dòng khí, trước khi được tuần hoàn quay
trở lại thiết bị phản ứng.
Dòng sản phẩm được đi vào một tháp tách, để có thể tách triệt để các khí H2S,
NH3, và một số khí nhẹ khác ra khỏi sản phẩm cuối cùng.
SVTH: Nguyễn Thanh Tuấn
Page 21
Đồ án chuyên ngành kỹ sư
Chương III: Mô phỏng quá trình Naphtha Hydrotreating của NMLD Dung Quất
I : Tổng quan về công nghệ Naphtha Hydrotreating (NHT) của NMLD Dung Quất
1.1 : cơ sở thiết kế và mục đích của phân xưởng
công suất theo thiết kế là 112051 kg/h tính theo nguyên liệu
Công nghệ của UOP
Thiết bị phản ứng một lớp xúc tác cố định
Nhiệt độ phản ứng 339 0C = 6120K
Xúc tác : Co + Mo + Al2O3
Thời gian làm việc của xúc tác > 2 năm
Mục đích : loại bỏ lưu huỳnh , clo ,nito, oxy .ra khỏi hợp chất Naphta ( sản
phẩm từ quá trình chưng cất )
1.2 : Thành phần nguyên liệu quả quá trình Naphtha Hydrotreating
Bảng 5: thành phần nguyên liệu của quá trình Naphtha Hydrotreating (NHT) của
NMLD Dung Quất
Tên chất
Thành phần ( kmol/h)
H2O
H2S
NH3
H2
C1
C2
C3
IC4
0.58
NC4
5.40
IC5
45.35
NC5
76.11
CP
0.48
22DMB
2.47
23DMB
5.46
2MP
39.53
3MP
21.33
SVTH: Nguyễn Thanh Tuấn
Page 22
Đồ án chuyên ngành kỹ sư
NC6
86.6
MCP
21.04
CH
22.24
BENZEN
23.53
22DMP
1.45
24DMP
2.24
33DMP
1.90
23DMP
4.14
2MH
19.01
3MH
20.80
NC7
90.36
DMCP
29.45
MCH
54.55
ECP
3.08
TOLUEN
30.89
IC8
73.67
NC8
88.59
C3CP
48.64
C2CH
39.05
EBZ
3.80
P-XYLEN
4.54
M-XYLEN
21.32
O-XYLEN
11.93
IC9
66.23
NC9
91.39
C4CP
10.30
C3CH
7.46
C10 PARA
8.27
C4CH
3.91
C5CP
3.92
SVTH: Nguyễn Thanh Tuấn
Page 23
Đồ án chuyên ngành kỹ sư
C10 AROM
8.18
MOLE FLOW KGMOL/H
1099.18
WEIGHT FLOW KG/H
112051
II : Mô phỏng quá trình Naphtha Hydrotreating của NMLD Dung Quất
2.1 Sơ đồ công nghệ
SVTH: Nguyễn Thanh Tuấn
Page 24
Đồ án chuyên ngành kỹ sư
2.1.1Thuyết minh sơ đồ
SVTH: Nguyễn Thanh Tuấn
Page 25