Tiểu luận môn Ma sát, bôi trơn và mài mòn
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (833.4 KB, 15 trang )
CÁC BIỆN PHÁP CƠNG NGHỆ GIẢM HAO MỊN
MỤC LỤC
Phần I: Mòn bề mặt xử lý được ..................................................................................................................2
1.1.Vai trò của bề mặt trong giảm hao mòn...........................................................................................2
1.2. Khả năng chống ăn mòn của các lớp bề mặt ..................................................................................3
Phần II: Các biện phám giảm hao mong....................................................................................................5
2.1. Công nghệ mạ điện composite ..........................................................................................................5
2.1.1. Đặc điểm ......................................................................................................................................5
2.1.2 Ma điện composite kim loại dạng hạt ........................................................................................5
2.1.3. Mạ tạo lớp bôi trơn ....................................................................................................................6
2.2. Phủ bay hơi và ứng dụng ..................................................................................................................7
2.2.1. Khái niệm chung.........................................................................................................................7
2.2.2.Nguyên lý......................................................................................................................................8
2.2.3. Đặc trưng của phủ CVD ............................................................................................................9
2.2.4. Ứng dụng của phủ CVD ..........................................................................................................10
2.3.Phủ bay hơi lý học ............................................................................................................................11
2.3.1. Nguyên lý...................................................................................................................................11
2.3.2.Ứng dụng của phủ PVD ............................................................................................................12
2.4. Thấm ion ..........................................................................................................................................13
2.4.1 Nguyên tắc..................................................................................................................................13
2.4.2.Thiết bị thấm ion .......................................................................................................................14
2.4.3.Đặc trưng và ứng dụng của vật liệu thấm ion.........................................................................14
Phần I: Mòn bề mặt xử lý được
1.1.Vai trò của bề mặt trong giảm hao mòn
Kỹ thuật vật liệu đã và đang phát triển mạnh mẽ và là một trong 3 mũi nhọn
của nền kinh tế tri thức, có nhiệm vụ nghiên cứu cấu trúc và thiết kế những vật liệu
mới đặc biệt là vật liệu composites.
Tuy nhiên kỹ thuật vật liệu không nghiên cứu các vấn đề liên quan đến việc
thay đổi và nâng cao tính chất của vật liệu ở vùng bề mặt.
Khái niệm Kỹ thuật Bề mặt (KTBM) hay Surface Engineering lần đầu tiên
được đưa ra ở nước Anh vào những năm 1970. Đầu tiên KTBM chỉ nghiên cứu
các công nghệ về Hàn và Phun nhiệt (Thermal spraying) sau đó mở rộng đến
cơng nghệ phun phủ nhiệt, phủ bay hơi CVD và PVD, nhiệt luyện bề mặt bằng laze
hoặc chùm điện tử, thấm ion, hợp kim hoá bề mặt sử dụng plasma v.v..
Việc sử dụng các biện pháp công nghệ mới, đặc biệt sẽ tạo nên các lớp bề mặt
mới cho chi tiết máy. Tuy nhiên việc nghiên cứu các tính chất cũng như khả năng
làm việc của các lớp này phối hợp với vật liệu nền để giảm ma sát và mòn ở vùng
bề mặt được quan tâm nhiều nhất.
Ban đầu KTBM được hiểu đơn giản là công nghệ để tạo nên các lớp bề mặt
mà khơng quan tâm đến sự hình thành của các lớp bề mặt trong quá trình vận hành,
đến việc nghiên cứu các tính chất hay mơ hình của chúng trong các úng dụng cụ thể.
Ngày nay KTBM là lĩnh vực nghiên cứu và hoạt động kỹ thuật tổng hợp bao
gồm thiết kế , sản xuất, khảo sát, và sử dụng các lớp bề mặt trên cả khía cạnh kỹ
thuật và kinh tế tạo nên các tính chất nổi trội hơn vật liệu nền như chống ăn mòn,
chống mỏi, giảm ma sát, chống mịn, và trang trí…
Một điều quan trọng hơn là khi nghiên cứu là phải xem xét sự tương thích với bề mặt
đối tiếp khi lựa chọn biện pháp xử lý bề mặt. Hai lớp phủ cùng thành phần có thể có
tính chất tương đối khác nhau khi phủ lên vật liệu nề khác nhau. Vì thế xử lý bề mặt
phải xem sét như một bộ phận của hệ vật liệu và các thông số của lớp phủ như chiều
dày, độ cứng, độ nhám v.v… sẽ tạo nên kết quả tốt.
1.2. Khả năng chống ăn mòn của các lớp bề mặt
Trong nhiều trường hợp các lớp bề mặt phải có khả năng chống lại ăn mòn ,
trong các điều kiện cụ thể vì ăn mịn thúc đẩy các cơ chế mịn khác cũng như phá
huỷ bề mặt do mỏi . Nói chung các lớp bề mặt phải có khả năng chống lại ăn mịn
hố và điện hố bao gồm ăn mịn mỏi (kết hợp của mơi trường ăn mịn và ứng suất
thay đổi) ăn mịn ứng suất (kết hợp của mơi trường ăn mòn và ứng suất tĩnh) và ăn
mòn biên giới hạt ( cộng thêm với tác dụng của ứng suất tĩnh và thay đổi) .
Thành phần hoá học của lớp bề mặt có ảnh hưởng quyết định tới mức độ ăn
mòn của thép . Các thành phần hợp kim như lưu huỳnh và phốt pho làm tăng, trong
khi Cr, Ni, Mn, Cu, Mo, Al làm chậm tốc độ ăn mịn ở khí quyển .
Độ nhám bề mặt có ảnh hưởng quan trọng đến ăn mòn. Độ nhám bề mặt càng
thấp khả năng chống ăn mòn càng cao.
Cấu trúc lớp bề mặt cũng ảnh hưởng đến mức độ mòn do ăn mịn. Mactensit
có khả năng chống lại ăn mịn trong axit tốt hơn ferit và peclí . Cấu trúc vơ định hình
có khả năng chống ăn mịn tốt.
Biến cứng nguội làm giảm khả năng chống ăn mòn của vật liệu. Với thép 5 %
- 10 % biến cũng là giá trị giới hạn và từ giá trị này khả năng chống ăn mịn giảm
đáng kể .
Độ cứng khơng có ảnh hưởng đến khả năng chống ăn mòn.
Ứng suất trong lớp bề mặt kể cả ứng suất dư có ảnh hưởng tới khả năng chống
ăn mịn. Ứng suất dư nén khơng có hại thậm trí cịn cả chút ít khả năng chống ăn
mòn . Ứng suất dư kéo và ứng suất ngoại lực giảm đáng kể khả năng chống ăn mòn .
Ăn mòn do làm cho kim loại bị nứt .
Phần II: Các biện phám giảm hao mong
2.1. Công nghệ mạ điện composite
2.1.1. Đặc điểm
Vật liệu composite là một hỗn hợp của hai hoặc nhiều pha đông nhất liên kết
với nhau có tính chất đặc trưng riêng hơn hẳn từng pha riêng rẽ. Mạ điện composite
có thể thực hiện trên các bề mặt phức tạp bất kỳ mà không cần thiết bị đặc biệt, thậm
trí có thể sử dụng các thiết bị mạ điện thơng thường. Chi tiết mạ có khả năng làm
việc ở nhiệt độ bình thường và cao, chống mòn và ăn mòn tốt hơn .
Vật liệu mạ tăng bền composite bao gồm kim loại hoặc hợp kim có chứa các
hạt mịn, cứng, trung tính tạo nên các tính chất cơ học đặc biệt và cấu trúc ổn định ở
nhiệt độ cao hơn. Một vật liệu composite chứa ít nhất hai thành phần và mỗi thành
phần sẽ kết hợp tính chất riêng của nó tạo nên tính chất tổng hợp của vật liệu mới.
Mạ điện composite có các đặc điểm sau:
- Có thể mạ với chiều dày năm trong miện dung sai kích thước.
-
Độ bền liên kết của lớp mạ lớn hơn 700 Mpa thậm chí khi mạ trên thép
Cr cao . Q trình mà khơng cần gia nhiệt.
-
Chiều dày lớp mạ có thể đồng đều trên các chi tiết có hình dạng phức
tạp bằng cách thiết kế anốt , đồ gá , các thông số mạ điện thích hợp.
- Có thể mạ lớp mạ cứng trên nền kim loại mềm.
-
Thành phần hạt kim loại cứng có thể thay đổi trong phạm vi rộng nên
có thể tạo nên các lớp mạ có đặc tính theo u cầu.
- Có thể tự động hố q trình mạ.
2.1.2 Ma điện composite kim loại dạng hạt
Khái niệm
Đây là một phương pháp phủ bề mặt, lớp mạ điện được tạo thành từ kim loại
và vật liệu không tan dưới dạng bột mịn được đưa vào bể mạ. Trong quá trình mà
các hạt vật liệu không tan, cứng lơ lửng trong dung dịch điện phân nhờ khuấy trên
nguyên tắc cơ, từ, khơng khí v.v ... Chiều dày lớp mạ phụ thuộc vào kích thước của
hạt cứng, tính chất của vật liệu hạt và kim loại mạ .
Các kim loại có thể mạ cùng hạt cứng là : Co, A, Cr, Fe, Pb, Ni, Zn, và các
hợp kim của chúng.
Các hạt cứng bao gồm các ơxít của Al, Zn, Ti; Carbides Ti, Ta, Si, W, Cr, Zn ,
B, Ni ; Nitrides của B, Si ; Borides của Ti, Zn, Ni; Sulfides của Mo, W; Graphide,
Mica, PTFE, kim cương.
Mạ điện composite kim loại dạng hạt có tác dụng :
- Tăng khả năng chống mòn , chống mòn do cào xước , chống chảy ( creep )
của kim loại hoặc hợp kim ( Ni + SiC , Pb + TiO2 ).
- Tăng khả năng chống ăn mòn ( Ni + Al2O3 ).
- Tạo lớp mạ điện tự bôi trơn ( MoS2 với Ni hoặc Cu ).
- Tăng độ bền ở nhiệt độ cao ( Ni + Al2O3 ).
- Tạo hợp kim có thể nhiệt luyện ( Ni + Bột Cr .
- Tạo lớp mạ sử dụng trong công nghiệp hạt nhân ( Ni - Pu , Ni + UO)
2.1.3. Mạ tạo lớp bôi trơn
Trong lớp mạ bôi trơn, pha thứ hai được chọn để tạo nên các tính chất bơi trơn.
Bơi trơn dạng thể rắn được dùng trong điều kiện nhiệt độ cao hoặc áp suất thấp khi
các biện pháp bôi trơn thông thường khơng có hiệu quả sử dụng cho cả tiếp xúc lăn
và trượt.
Để giảm ma sát và mòn, lớp màng bội trơn thể rắn cần có các tính chất sau
đây :
Có sức bền cắt thấp .
Tạo nên liên kết tốt với nền khi chịu tải
Phủ đồng đều trên nền và bề mặt sạch .
Khơng có tạp chất . Ơn định khi làm việc .
Các hạt có kích thước đồng đều .
Khơng bị lẫn sản phẩm của mịn .
Matrix kim loại của màng bơi trơn phải có khả năng làm việc tốt ở nhiệt độ
cao hoặc áp suất cao hơn so với các chất bôi trơn thông thường . Vật liệu của lớp mạ
điện bôi trơn là Graphide , Polytetrafluoroethylene ( PTFE ), MoS2, WS2, Mica graphide fluoride và matrix kim loại thường là Cu, Ni hoặc Zn .
Lớp mạ bôi trơn 25 % MoS2 trên nền Ni có hệ số ma sát rất thấp với vật liệu
khác tới (0,05 - 0,18). Tuy nhiên, khả năng chịu tải của lớp màng mạ này trên nền
mềm khơng cao nên chúng chỉ thích hợp sử dụng dưới tải trọng nhỏ. Màng bôi trơn
ở thể rắn tạo lớp bơi trơn tinh khiết cịn có tác dụng chống ăn mòn.
Mạ tăng khả năng chống ăn mòn.
Mạ composite với các hạt ceramics tăng cả độ cứng và khả năng chống mòn
do sự tồn tại của hạt cứng trong lớp mạ. Khi lớp mạ chịu các hạt cứng sẽ chịu tải ,
Vì thế người ta cố gắng mạ sử đụng Al2O3, TiO2, Carbides Si, W, Cr, Ti, kim cương
trên nền matrix của Ni, Cr, Co, Cu và Fe. Việc lựa chọn kết hợp matrix kim loại và
pha rắn có ý nghĩa quan trọng để tăng khả năng chống mòn của bề mặt tiếp xúc.
Nhiều composite mạ đang được sử dụng trong thực tế như mạ composite Ni Co ,
composite hợp kim thiếc, composite Cr .v.v…
2.2. Phủ bay hơi và ứng dụng
2.2.1. Khái niệm chung
Phủ bay hơi và ứng dụng Khái niệm chung Phủ bay hơi được chia thành hai
nhóm chính là bay hơi hố học " Chemical Vapour Deposition ": CVD và bay hơi lý
học " physical Vapour Deposition " - PVD . Mỗi loại có nhiều phương pháp phủ khác
nhau sử dụng nguyên tắc dịch chuyển khối từ một hoặc nhiều nguồn tới bề mặt cần
phủ. Sự kết hợp những đặc tính đặc trưng của một vài q trình khác nhau tạo nên
tính vạn năng cao hơn trong cả quá trình phủ và quá trình khai thác sử dụng sản phẩm.
2.2.2.Ngun lý
CVD là một cơng nghệ trong đó một hỗn hợp khí tương tác với bề mặt của
nền ở nhiệt độ tương đối cao làm cho một vài thành phần trong hỗn hợp khí bị
phân tích và phản ứng với nhau tạo thành một lớp màng cứng của một kim loại hay
một hợp chất trên bề mặt nền.
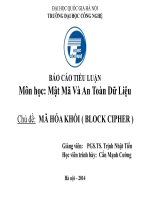
Chi tiết phủ được đặt và nung nóng trong buồng kín chứa khí H2 (áp suất khí
quyển hoặc nhỏ hơn). Các hợp chất bay hơi được đưa vào buồng này để tham ra
vào thành phần của lớp phủ thông qua các phản ứng hoá học
Hình 1: Sơ đồ nguyên lý phủ CVD và sơ đồ vùng bề mặt sau khi phủ CVD
Các phản ứng hoá học trong CVD
Sự tạo thành lớp phủ CVD xảy ra thơng qua một hoặc nhiều phản ứng hố học
sau đây :
- Phản ứng nhiệt phân
CH SICI ; SIC + 3HCI
- Phản ứng khử
WFG + 3H2W + 6HF
Phản ứng ơxy hố
SiH4 + 02 SiO2 + 2H2
- Phản ứng thuỷ phân
2AICI : + 3H20 Al2O3 + 6HCI
- Phản ứng ơ xy hố khử
TiCl4 + 2BCiz + SH , TIB2 + 10HCI .
2.2.3. Đặc trưng của phủ CVD
Kỹ thuật phủ lớp phủ cứng thơng qua phản ứng hố học ở thế khí giữa các hợp
chất dẫn ở dạng khí tại nhiệt độ trung bình tới cao.
Quá trình được tiến hành ở áp suất khí quyển hoặc áp suất thấp .
Sử dụng Plasma hoặc Laze cho phép hạ thấp nhiệt độ phủ do kích thích hoạt
tính của các chất phản ứng . Phủ CVD cho phép tạo lớp phủ hỗn hợp ( đa lớp ). Mật
độ và độ tinh khiết của lớp phủ có thể điều khiển được .
Phủ CVD có thể tạo lớp phủ trên các chi tiết có hình dáng phức tạp trên các
vật liệu đặc biệt . Chiều dày lớp phủ có thể lớn do dịng khí chuyển động ở dạng lớp .
Cấu trúc của lớp phủ dạng hạt trụ. Tuy nhiên , cấu trúc dạng hạt mịn đều cạnh có thể
đạt được. Điều khiển các phản ứng ở thể khí đặc biệt quan trọng trong việc tạo nên
các tính chất mong muốn cho lớp phủ. Một dải rộng kim loại, hợp kim, hợp chất có
thể tạo nên lớp phủ hoặc chi tiết riêng biệt.
2.2.4. Ứng dụng của phủ CVD
Phủ bằng CVD được ứng dụng rộng rãi ở những nơi u cầu chống mịn ,
chống ơxy hố , chống ăn mòn , yêu cầu cao về điện , quang , và tribology . Các đặc
tính của lớp phủ sẽ thay đổi nhờ điều chỉnh các thông số quá trình và thiết bị . Tinh
tinh khiết của lớp phủ có khả năng đạt được đặc biệt trong các ứng dụng điện và
quang . Trong trường hợp này phải sử dụng các khi có độ tinh khiết cao và trong môi
trường chân không cao ( 10 -10-6 ion ).
1. Phủ CVD để chống mịn Vật liệu phủ điển hình để chống mòn là borides ,
carbides , nitrides và oxides refractory . Các hợp chất có thể phân loại theo liên kết
như kim loại , cộng hoá trị, ion .
Lớp phủ chống mòn được sử dụng chủ yếu cho dụng cụ cắt kim loại . Các tính
chất quan trọng của lớp phủ bao gồm độ cứng , tính trơ hố học , chống mòn , hệ số
ma sát với vật liệu gia công thấp , hệ số dẫn nhiệt hợp lý , và tính ổn định nhiệt .
Các vật liệu phủ đáp ứng yêu cầu này gồm : TiC , TIN , Al2O3 . Cũng như sự
kết hợp giữa chúng , ngoài ra TaC , HN và TiBi cũng được sử dụng rộng rãi
2. Ứng dụng phủ CVD trong tribology Mục đích của phủ CVD cịn để thay
đổi hệ số ma sát giữa các bề mặt lăn và trượt khi tiếp xúc từ đó giảm mịn do dính ,
cào xước , và các nguyên nhân khác.
Các tính chất quan trọng khác của lớp phủ trong các ứng dụng tribology bao
gồm độ cứng cao , mô đun đàn hồi , độ dai va đập , độ hạt , và tính ổn định hoá học
phụ thuộc vào điều kiện làm việc .
2.3.Phủ bay hơi lý học
2.3.1. Nguyên lý
Phủ PVD được thực hiện trong buồng kín chứa khí trơ với áp suất thấp khoảng
dưới 10 bar ở nhiệt độ từ 400 ° C - 500 ° C . Với nhiệt độ của q trình như thế phủ
PVD thích hợp cho các dụng cụ thép gió. Do nhiệt độ thấp các nguyên tử khí và kim
loại khi bay hơi phải được ion hố và kéo về mặt cần phủ nhờ một điện thế âm đặt
vào đó.
Q trình bắn phá bề mặt phủ bằng các ion của khí trơ được thực hiện trước
khi phủ để làm tăng độ dính kết của vật liệu phủ với nền.
Theo nguyên tắc bay hơi phủ PVD có 4 dạng cơ bản: sử dụng dịng điện tử có
điện thế thấp, dịng điện tử có điện thế cao, hồ quang và phương pháp phát xạ từ lệch
chỉ ra trên Hình 5-2 .
Hình 2: Sơ đồ bốn phương pháp phủ PVD cơ bản
Phương pháp dùng dịng điện tử có điện thế thấp như Hình 2 ( a ) dùng để phủ
TIN và TCN sử dụng dòng điện tử 100 V để bay hơi Ti.
Các dụng cụ có kích thước lớn thường được phủ bằng dịng điện tử có điện
thế cao như Sơ đồ 2 ( b ).
Sơ đồ bay hơi bằng hồ quang được dùng để phủ TiAIN Hình 2 ( c ) Tuy nhiên
hợp kim TiAN để bay hơi phải ở thể rắn nguyên khối . Hệ thống này có thể tạo ra
lớp phủ mỏng đến 200 A và tạo nên lớp khuyếch tán giữa nền và lớp phủ . Nhược
điểm chủ yếu của phương pháp này là sự tạo thành các hạt Ti trên bề mặt lớp phủ ,
tuy nhiên nhược điểm này có thể khắc phục nhờ lưới lọc.
Phương pháp phát xạ từ lệch có thể tạo nên bất kỳ lớp phủ nào Hình 2 ( d ) .
Vật liệu phủ thông dụng hiện nay cho PVD là TiN , TÍCN , TAIN và CrN .
Ứng suất dư trong lớp phủ là ứng suất nén . 3
Chiều dày lớp phủ thường bị hạn chế dưới 5 um để tránh sự tạo nên ứng suất
dư có cường độ cao trong lớp phủ .
2.3.2.Ứng dụng của phủ PVD
+ Phủ PVD đã mở rộng phạm vi sử dụng của thép gió ví dụ như dao phay lăn
răng thép gió phủ PVD trong một số trường hợp tỏ ra tốt hơn dao gắn mảnh các bít .
Hơn nữa , PVD cịn có thể phủ được ở trạng thái cân bằng nhiệt mà CVD không thể
thực hiện được
Phủ bay Ảnh hưởng của lớp phủ cũng đến tương tác ma sát
1. Ảnh hưởng của lớp phủ đến tương tác ma sát trượt
Lớp phủ cứng có khả năng ngăn cản các nhấp nhô bề mặt đâm sâu vào nhau
và cào xước lên nhau dẫn đến giảm ma sát và mịn . Tuy nhiên lớp phủ chỉ có khả
năng giảm thành phần cào xước của lực ma sát nếu như các hạt cứng trong vật liệu
đối tiếp nhỏ đáng kể so với chiều dày của lớp phủ . Độ cứng cao của lớp phủ cịn có
tác dụng giảm thành phần biến dạng của lực ma sát . Ví dụ độ cứng của TN là 2200
kg / mm2. 2500 kg / mm2 ; của TTCN là 2800 kg / mm2 - 3200 kg / mm2 cao hơn rất
ới độ cứng của thép ở trạng thái ủ.
Có thể thấy rằng lớp phủ cứng có tác dụng giảm ma sát do độ cứng cao của
lớp phủ làm giảm các thành phần cào xước và biến dạng dẻo của lực ma sát . Hơn
nữa , tương tác hoá học giữa hai bề mặt đối tiếp tạo nên một lớp màng tiếp xúc có
sức bền cắt thấp là nguyên nhân làm giảm ma sát giữa hai bề mặt.
2. Ảnh hưởng lớp phủ đến tương tác ma sát trong cắt kim loại
Lớp phủ trên bề mặt dụng cụ có tác dụng làm giảm ma sát giữa phoi và mặt
trước chủ yếu là giảm dính do độ cứng cao và tính trợ hố học cao của lớp phủ làm
tăng góc tạo phoi (1) dẫn tới giảm kích thước lẹo dạo và loại trừ lẹo dao ở tốc độ cắt
thấp hơn như trên Hình 5-3.
2.4. Thấm ion
2.4.1 Nguyên tắc
Thấm ion vào vật liệu rắn có thể ở dạng liên tục hoặc xung. Dòng thấm ion
liên tục cho phép cung cấp liên tục các nguyên tử của một nguyên tố ở dạng lớn mang
năng lượng cao lên bề mặt của vật rắn.
Với dòng son xung, tác dụng của các ion lên bề mặt vật rắn được thực hiện
nhờ các xung lớn đủ ngắn (cỡ ns hoặc um) với năng lượng rất cao, dòng ion này làm
nóng chảy một lớp mỏng bề mặt vật rắn và đưa các ion vào lớp này.
Tuy nhiên, thấm theo nguyên tắc xung ion vẫn còn trong giai đoạn thí nghiệm .
Các q trình thấm ion (non implantaion) nói chung được thực hiện trong chân khơng
ở áp suất khoảng 10-6 i ion .
Nguồn ion được tạo ra từ plasma đặt dưới điện áp từ vài nghìn eV đến 200
KeV cho phép các ion tăng tốc và bắn vào bề mặt chi tiết cần xử lý. Do nhiều ion
được tạo ra từ hợp chất nên quá trình lọc ion là rất quan trọng. Người ta sử dụng
nguyên tắc cách bẻ cong dòng ion trong trường để loại trừ các ion khí.
Một ion với 100 KeV sẽ tác động vào hàng trăm đến hàng ngàn lớp nguyên tử
( phụ thuộc vào khối lượng và vật liệu bề mặt )
trước khi nó hết năng lượng và trở về trạng thái nghỉ. Khi vật liệu bề mặt trở về trạng
thái cân bằng, phần lớn các nguyên tử trở về vị trí vốn có trên mạng tinh thể .
2.4.2.Thiết bị thấm ion
Thiết bị thấm ion Hiện tại có 3 kiểu thiết bị thấm chính:
- Thiết bị thấm phân ly khối lượng (Mass analyzed implanter) có thể thấm bất
kỳ loại hạt nào. Hình 5-6 mơ tả sơ đồ ngun lý của thiết bị này .
- Thiết bị thấm Nitơ (Nitrogen implanter) tạo dịng ion khí chủ yếu N.
- Thiết bị thấm ion nguồn Plasma (Plasma sourse ion implanter) đang giai đoạn
thí nghiệm .
2.4.3.Đặc trưng và ứng dụng của vật liệu thấm ion.
Khi thẩm ion vào bề mặt chúng tạo nên các vùng khuyết tật (damage) cục bộ .
Đối với vật liệu bán dẫn các vùng này phải loại bỏ, nhưng trong các vật liệu chịu ma
sát, mịn đó là tính chất q báu.
Tăng độ cứng do sự thâm nhập của các ion nguyên tử nhẹ như N, C, B và các
khí trơ . Làm cứng vùng bề mặt do tạo thành ứng suất dư, xô lệch mạng, tạo thành
các hạt cứng mịn Nitrid, Carbide, Borides phân đều.
Trong vật liệu mềm hơn như Cu thấm ion làm cho vật liệu mềm hơn và sự
biến dạng của vật liệu đồng đều hơn. Tác dụng ngược nhau này làm tăng sức bền
mỏi của thép thấm N và đồng thấm Al.
Khi nhiều ion được thấm ở vùng bề mặt thì ứng suất nén dư sẽ tăng lên. Trong
kim loại, điều này sẽ làm tăng các tính chất chống mịn, mỏi. Trong Ceramics, bề
mặt trở nên dẻo hơn và giảm khuynh hướng nứt Tác dụng này sẽ tăng lên khi chọn
các ion lớn và lượng lớn thấm vào bề mặt Khi thấm N cho dụng cụ cần mật độ dòng
ion từ 2 ions/cm - 8,107 ions/cm.
Nếu thấm một lượng đủ ion ở nhiệt độ đủ thấp, sự tạo thành tinh thể của bề
mặt có thể bị loại trừ và tạo nên dạng vơ định hình. Trong kim loại, cấu trúc hạt mịn
và vơ định hình làm giảm biên giới hạt, thay đổi hoạt tính hố học của bề mặt dẫn
đến giảm ăn mòn bề mặt.