BÁO CÁO ĐỀ XUẤT CẤP GIẤY PHÉP MÔI TRƯỜNG DỰ ÁN ĐẦU TƯ XÂY DỰNG NHÀ MÁY XI MĂNG LONG THÀNH
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.91 MB, 101 trang )
MỤC LỤC
CHƢƠNG 1. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƢ .............................................. 8
1.1
1.2
Tên chủ dự án đầu tƣ ................................................................................................. 8
Tên dự án đầu tƣ........................................................................................................ 8
1.3
1.4
Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tƣ...................................... 8
Nguyên liệu, nhiên liệu, hóa chất sử dụng, nguồn cung cấp điện, nƣớc của Dự án
đầu tƣ 24
1.5 Các thông tin khác liên quan đến dự án đầu tƣ (nếu có): ....................................... 30
CHƢƠNG II. SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƢ VỚI QUY HOẠCH, KHẢ NĂNG
CHỊU TẢI CỦA MÔI TRƢỜNG........................................................................................ 1
2.1. Sự phù hợp của dự án đầu tƣ với quy hoạch bảo vệ môi trƣờng quốc gia, quy
hoạch tỉnh, phân vùng môi trƣờng: ...................................................................................... 1
2.2. Sự phù hợp của cơ sở đối với khả năng chịu tải của môi trƣờng: ............................. 2
CHƢƠNG III. KẾT QUẢ HỒN THÀNH CÁC CƠNG TRÌNH, BIỆN PHÁP BẢO VỆ
MÔI TRƢỜNG CỦA DỰ ÁN ĐẦU TƢ............................................................................. 3
3.1. Cơng trình, biện pháp thốt nƣớc mƣa, thu gom và xử lý nƣớc thải ......................... 3
3.2. Cơng trình, biện pháp xử lý bụi, khí thải ................................................................ 16
3.3. Cơng trình, biện pháp lƣu giữ, xử lý chất thải rắn thông thƣờng ........................... 45
3.4.
Cơng trình, biện pháp lƣu giữ, xử lý chất thải nguy hại ......................................... 47
3.5. Cơng trình, biện pháp giảm thiểu tiếng ồn, độ rung (nếu có): ............................... 49
3.6. Phƣơng án phịng ngừa, ứng phó sự cố mơi trƣờng trong quá trình vận hành thử
nghiệm và giai đoạn Dự án đi vào hoạt động .................................................................... 51
3.7. Cơng trình, biện pháp bảo vệ mơi trƣờng khác (nếu có) ......................................... 53
3.8. Biện pháp bảo vệ môi trƣờng đối với nguồn nƣớc công trình thủy lợi khi có hoạt
động xả nƣớc thải vào cơng trình thủy lợi (nếu có) .......................................................... 53
3.9. Các nội dung thay đổi so với quyết định phê duyệt kết quả thẩm định báo cáo đánh
giá tác động môi trƣờng..................................................................................................... 53
CHƢƠNG IV NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƢỜNG ...................... 56
4.1. Nội dung đề nghị cấp phép đối với nƣớc thải ......................................................... 56
4.2. Nội dung đề nghị cấp phép đối với khí thải ............................................................ 57
5.1. Kế hoạch vận hành thử nghiệm cơng trình xử lý chất thải của Dự án.................... 59
5.2. Chƣơng trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của
pháp luật ............................................................................................................................. 61
5.3.
Kinh phí thực hiện quan trắc mơi trƣờng hàng năm................................................ 64
CHƢƠNG VI CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƢ ................................................. 66
2
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT
B
BTNMT
Bộ Tài ngun và Mơi trƣờng
BOD
BTCT
Nhu cầu oxy sinh hố
Bê tơng cốt thép
BVMT
BYT
Bảo vệ môi trƣờng
Bộ Y tế
C
CBCNV
CTR
Cán bộ công nhân viên
Chất thải rắn
CO
CO2
COD
CHXHCN
CP
CTNH
Cacbon monoxyt
Cacbon dioxyt
Nhu cầu oxy hóa học
Cộng Hịa Xã hội Chủ Nghĩa
Chính Phủ
Chất thải nguy hại
Đ
ĐTM
Đánh giá tác động mơi trƣờng
N
NĐ
Nghị định
NOx
Nitơ oxit
P
PCCC
Phịng cháy chữa cháy
Q
QCCP
QCVN
QĐ
QH
Quy chuẩn cho phép
Quy chuẩn Việt Nam
Quyết định
Quốc hội
S
SO2
Lƣu huỳnh đioxit
T
TNHH
TT
Trách nhiệm hữu hạn
Thông tƣ
3
TSS
Tổng chất rắn lơ lửng
U
UBND
Ủy ban nhân dân
4
DANH MỤC CÁC BẢNG
Bảng 1. 1. Thông số các thiết bị của hệ thống tuần hoàn nƣớc làm mát nhƣ sau .............. 20
Bảng 1. 2. Bảng chất khử sau xử lý .................................................................................... 21
Bảng 1. 3. Thông số các thiết bị của hệ thống xử lý nƣớc khử khoáng nhƣ sau ................ 22
Bảng 1. 4. Sản phẩm của Dự án đầu tƣ .............................................................................. 24
Bảng 1. 5. Thành phần hoá học trung bình mẫu đá vơi Thanh Sơn (%) ............................ 25
Bảng 1. 6. Thành phần hóa cơ bản trung bình mẫu đất sét Thanh Lƣu ............................. 25
Bảng 1. 7. Thành phần hoá học cơ bản trung bình của mẫu đá sét Liêm Sơn ................... 25
Bảng 1. 8. Đặc tính của nhiên liệu theo tiêu chuẩn Việt Nam TCVN 1790:1999 ............. 26
Bảng 1. 9. Nhu cầu sử dụng nƣớc của nhà máy ................................................................. 27
Bảng 1. 10. Khối lƣợng nƣớc sản xuất sử dụng tuần hoàn ................................................ 27
Bảng 1. 11. Khối lƣợng nƣớc cấp cho các hệ thống phun nƣớc khơng tuần hồn ............. 27
Bảng 1. 12. Nhu cầu nƣớc cho sản xuất phải cung cấp ...................................................... 28
Bảng 1. 13. Nhu cầu sử dụng nƣớc của nhà máy ............................................................... 29
Bảng 1. 14. Thống kê các trạm điện trong nhà máy cho một dây chuyền ......................... 29
Bảng 3. 1. Các hạng mục xây dựng của hệ thống xử lý nƣớc thải phịng thí nghiệm ........ 11
Bảng 3. 2. Các hạng mục, trang thiết bị, vật tƣ của hệ thống xử lý nƣớc thải tập trung .... 13
Bảng 3. 3. Tổng hợp số lƣợng và thông số của các hệ thống lọc bụi nhƣ bảng sau: ......... 19
Bảng 3. 4. Hệ thống xử lý khí thải NOx ............................................................................. 40
Bảng 3. 5. Danh sách chất thải nguy hại đã đăng ký phát sinh thƣờng xuyên ................... 48
Bảng 3. 6. Biện pháp Phịng ngừa, ứng phó với sự cố hỏng lọc bụi túi ......................... 52
Bảng 3. 7. Các cơng trình đã điều chỉnh so với bản đăng ký đạt tiêu chuẩn môi trƣờng
đƣợc phê duyệt ................................................................................................................... 54
Bảng 4. 1. Thông số và giá trị giới hạn nƣớc thải sản xuất sau khi xử lý .......................... 56
Bảng 4. 2. Số lƣợng dịng khí thải đề nghị cấp phép .......................................................... 57
Bảng 4. 3. Thông số và giá trị giới hạn của các chất ơ nhiễm trong dịng khí thải ............ 57
Bảng 4. 4. Vị trí và thơng số các ống khói chính của nhà máy .......................................... 58
5
Bảng 5. 1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải ............................... 59
Bảng 5. 2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý của các cơng trình, thiết
bị xử lý chất thải ................................................................................................................. 60
Bảng 5. 3. Chƣơng trình quan trắc tự động, liên tục khí thải ............................................. 63
Bảng 5. 4. Thơng số và giá trị giới hạn các hất ô nhiễm trong khí thải trong chƣơng trình
quan trắc tự động, liên tục .................................................................................................. 64
Bảng 5. 5. Dự tốn kinh phí quan trắc môi trƣờng định kỳ ................................................ 64
6
DANH MỤC HÌNH
Hình 1. 1. Sơ đồ dây chuyền cơng nghệ sản xuất xi măng................................................. 10
Hình 1. 2. Sơ đồ thu hồi nhiệt khí dƣ ................................................................................. 19
Hình 1. 3. Sơ đồ hệ thống cấp nƣớc ................................................................................... 29
Hình 3. 1. Hệ thống thu gom và thốt nƣớc mƣa ................................................................. 4
Hình 3. 2. Hệ thống thoát nƣớc mƣa của Nhà máy .............................................................. 4
Hình 3. 3. Quy trình xử lý nƣớc thải của nhà máy ............................................................... 5
Hình 3. 4. Cấu tạo bể tự hoại ................................................................................................ 6
Hình 3. 5.Sơ đồ hệ thống giải nhiệt và tách dầu nƣớc làm mát ........................................... 8
Hình 3. 6. Mặt cắt bể tự hoại 3 ngăn .................................................................................... 9
Hình 3. 7. Hố gom nƣớc thải ................................................................................................ 9
Hình 3. 8. Hệ thống xử lý nƣớc thải từ xƣởng cơ điện....................................................... 10
Hình 3. 9. Mặt cắt bể xử lý dầu .......................................................................................... 10
Hình 3. 10. Hệ thống xử lý nƣớc thải từ phòng thí nghiệm ............................................... 10
Hình 3. 11. Mặt cắt bể xử lý nƣớc thải phịng thí nghiệm.................................................. 11
Hình 3. 12. Sơ đồ công nghệ hệ thống xử lý nƣớc thải tập trung....................................... 12
Hình 3. 13. Hệ thống xử lý nƣớc thải tập trung .................................................................. 15
Hình 3. 14. Mặt cắt Hồ điều hồ ........................................................................................ 16
Hình 3. 15. Hồ điều hồ...................................................................................................... 16
Hình 3. 16. Sơ đồ thiết bị lọc bụi túi .................................................................................. 19
Hình 3. 17. Đƣờng cong vận hành của công nghệ SNCR .................................................. 40
Hình 3. 18. Hình ảnh lọc bũi tĩnh điện ............................................................................... 43
Hình 3. 19. Hình ảnh lọc bụi túi ......................................................................................... 44
Hình 3. 20. Mặt cắt của nhà kho chứa CTNH .................................................................... 47
Hình 3. 21. Hình ảnh nhà kho chứa CTNH ........................................................................ 47
Hình 3. 22. Hình ảnh cây xanh đƣợc trồng trong khuôn viên của nhà máy ....................... 51
7
CHƢƠNG 1. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƢ
1.1 Tên chủ dự án đầu tƣ
Tên Chủ dự án đầu tƣ: Công ty Cổ phần Xi măng Long Thành
-
Địa chỉ: thôn Hồng Sơn, xã Thanh Sơn, huyện Kim Bảng, tỉnh Hà Nam
Điện thoại: 0982280133
Fax:
-
Đại diện Chủ dự án: Ông Phạm Văn Hiệp Chức vụ: Giám đốc.
Giấy chứng nhận đăng ký doanh nghiệp: Công ty Cổ phần xi măng Long Thành đã
đƣợc Sở Kế hoạch và Đầu tƣ Hà Nam cấp Giấy chứng nhận đăng ký doanh nghiệp
số 0700269447, đăng ký thay đổi lần thứ 13 ngày 07/7/2022.
1.2 Tên dự án đầu tƣ
Tên dự án đầu tƣ: “Dự án Đầu tư xây dựng nhà máy xi măng Long Thành – công
suất 2,3 triệu tấn/năm”.
Địa điểm thực hiện dự án đầu tƣ: thôn Hồng Sơn, xã Thanh Sơn, huyện Kim Bảng,
tỉnh Hà Nam.
Cơ quan cấp các loại giấy phép có liên quan đến môi trƣờng của dự án đầu tƣ: Bộ
Tài nguyên và Môi trƣờng.
Quyết định phê duyệt báo cáo đánh giá tác động môi trƣờng của Dự án đầu tƣ:
Quyết định số 86/QĐ-BTNMT ngày 10/01/2020 của Bộ Tài nguyên và Môi trƣờng về
việc phê duyệt báo cáo đánh giá tác động môi trƣờng của “Dự án Đầu tư xây dựng nhà
máy xi măng Long Thành – công suất 2,3 triệu tấn/năm” tại thôn Hồng Sơn, xã Thanh
Sơn, huyện Kim Bảng, tỉnh Hà Nam.
Quy mô của Dự án đầu tƣ (phân loại theo tiêu chí quy định của pháp luật về đầu tƣ
cơng): dự án đầu tƣ xây dựng cơng trình nhóm A .
1.3 Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tƣ
1.3.1 Công suất của dự án đầu tƣ
Nhà máy xi măng Long Thành đƣợc đầu tƣ đồng bộ từ công đoạn tiếp nhận, tồn trữ
và đồng nhất sơ bộ nguyên liệu, nghiền liệu, nung clinker đến nghiền xi măng, đóng bao
và xuất sản phẩm với qui mơ nhƣ sau:
Năng suất lị nung: 6.000 tấn clinker/ngày.
Sản lƣợng clinker: 1.860.000 tấn/năm.
Sản lƣợng xi măng: 2.300.000 tấn/năm.
1.3.2 Công nghệ sản xuất của dự án
Công nghệ: sản xuất clinker theo cơng nghệ lị quay phƣơng pháp khơ.
8
Các công đoạn tiếp nhận nguyên liệu, kho chứa và đồng nhất nguyên liệu đƣợc
sử dụng công nghệ phù hợp với đặc tính của nguyên liệu. Sử dụng máy đập búa để đập đá
vôi và đập sét. Kho chứa bố trí hệ thống rải liệu và rút liệu đảm bảo tính đồng nhất của
ngun liệu.
Q trình nghiền và sấy nguyên liệu đƣợc thực hiện đồng thời nhờ máy nghiền
con lăn kiểu đứng. Theo công nghệ này, tiêu thụ điện năng đƣợc giảm thiểu đồng thời có
khả năng sấy hỗn hợp phối liệu có độ ẩm cao.
Bột liệu đƣợc đồng nhất trong silô đồng nhất theo kiểu nạp và tháo liên tục
đảm bảo yêu cầu đồng nhất, thời gian dự trữ và tiết kiệm chi phí xây dựng.
Máy nghiền con lăn kiểu đứng đƣợc lựa chọn cho quá trình nghiền than nhằm
tiết kiệm năng lƣợng điện. Trang bị đầy đủ, đồng bộ các thiết bị an toàn phòng chống
cháy nổ cho hệ thống nghiền và chứa than mịn. Hệ thống nghiền trang bị lọc bụi túi để
thu hồi than mịn, tiết kiệm chi phí đầu tƣ, chi phí vận hành và bảo dƣỡng sửa chữa.
Nung luyện clinker thực hiện trong lò quay với tháp trao đổi nhiệt 2 nhánh, 5
tầng cyclon, có buồng phân hủy và thiết bị làm nguội kiểu ghi, hiệu suất thu hồi nhiệt cao.
Sử dụng nhiên liệu là than cám anthracite. Dầu DO chỉ đƣợc sử dụng trong giai
đoạn khởi động sấy lị và các máy nghiền đứng.
Khí thải từ tháp trao đổi nhiệt của lò nung đƣợc tận dụng làm tác nhân sấy
trong quá trình nghiền phối liệu. Một phần khí nóng từ thiết bị làm nguội cũng đƣợc thu
hồi và cung cấp cho máy nghiền than nhằm tiết kiệm năng lƣợng nhiệt.
Nghiền xi măng sử dụng máy nghiền con lăn kiểu đứng, máy đóng bao sử
dụng thiết bị đóng bao 8 vịi.
Hệ thống phát điện tận dụng nhiệt dƣ của hệ thống lò nung clinker sẽ đƣợc lắp
đặt đồng thời với hệ thống lò nung.
Các thiết bị vận chuyển trong dây chuyền sản xuất đƣợc lựa chọn phù hợp với
tính chất, đối tƣợng và cự ly vận chuyển nhằm giảm chi phí đầu tƣ, tiết kiệm năng lƣợng,
an toàn trong vận hành, bảo dƣỡng thuận lợi.
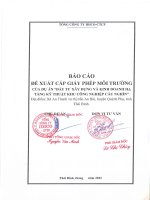
Sơ đồ dây chuyền công nghệ sản xuất của Dự án:
9
Hình 1. 1. Sơ đồ dây chuyền cơng nghệ sản xuất xi măng
10
Thuyết minh dây chuyền sản xuất:
Công nghệ sản xuất đƣợc tiến thành theo các cơng đoạn chính sau:
- Tiếp nhận và gia công nguyên liệu, nhiên liệu
- Sản xuất bột liệu
- Nghiền liệu
- Đồng nhất, cấp liệu
- Sản xuất cliker
- Sản xuất xi măn
a. Công đoạn tiếp nhận và gia công nguyên liệu, nhiên liệu
- Đập, vận chuyển và chứa đá vôi
Đá vôi sau khi khai thác đƣợc vận chuyển bằng ô tô tự đổ về trạm đập đá vôi. Sử
dụng máy đập búa để đập đá vôi, với năng suất 1200 t/h. Kích thƣớc liệu vào 1200mm,
kích thƣớc đầu ra 70mm.
Trạm đập đá vôi trang bị lọc bụi túi đảm bảo nồng độ bụi trong khí thải sau lọc
bụi không quá 30 mg/Nm3 và một cầu trục phục vụ công tác bảo dƣỡng và sửa chữa. Một
máy khí nén đƣợc trang bị tại trạm đập để đảm bảo nhu cầu khí nén làm sạch túi lọc của
lọc bụi và cơ cấu dẫn động bằng khí nén.
Kho chứa và đồng nhất sơ bộ đá vôi là kiểu kho tròn với sức chứa 80.000 tấn,
đảm bảo nhu cầu đá vơi cho hoạt động bình thƣờng của nhà máy khoảng 10,25 ngày.
Thiết bị kho là loại kết hợp rải/rút quay trịn. Máy rải liệu có năng suất 1.200 t/h, phù hợp
với năng suất của máy đập. Máy rút liệu có năng suất 500t/h. Phƣơng pháp rải/rút trong
kho tròn đảm bảo hệ số đồng nhất đến 8:1.
Các điểm chuyển băng đều đƣợc trang bị lọc bụi túi để khử bụi nhằm đảm bảo
nồng độ bụi trong khí thải sau lọc bụi không quá 30 mg/Nm3.
- Đập, vận chuyển và chứa đất sét và tiếp nhận nguyên liệu điều chỉnh
Dự kiến sử dụng máy cán hai trục để đập đá sét với năng suất 500 t/h. Kích thƣớc
liệu vào 600mm, kích thƣớc đầu ra 70mm. Quặng sắt, phụ gia cao silic không cần đập
sẽ đƣợc ô tô đổ trực tiếp vào phễu tiếp nhận cạnh trạm đập. Những cục có kích thƣớc lớn
sẽ đƣợc đổ vào phễu tiếp nhận của máy cán 2 trục để đập đến cỡ hạt yêu cầu.
Trong kho đá sét và phụ gia đƣợc đổ thành 4 đống: 2 đống sét, mỗi đống có sức
chứa 18.000 tấn; quặng sắt và cao silic đƣợc đổ thành 2 đống riêng biệt, mỗi đống có sức
chứa 10.000 tấn. Kho tổng hợp đƣợc tính tốn cho cả giai đoạn mở rộng sau này.
Trạm đập đất sét và tiếp nhận nguyên liệu phụ, tại các điểm chuyển đổ nguyên
liệu đƣợc trang bị lọc bụi túi đảm bảo nồng độ bụi trong khí thải sau lọc bụi không quá 30
11
mg/Nm3. Một cầu trục phục vụ công tác bảo dƣỡng và sửa chữa máy đập sét.
Trạm đập đá sét cũng đƣợc trang bị máy nén khí riêng để cung cấp khí nén cho
các lọc bụi túi và cơ cấu dẫn động bằng khí nén.
Kho tổng hợp sử dụng thiết bị rải liệu và rút liệu kiểu bên. Máy rải liệu có năng
suất 500 tấn/h; máy rút liệu có năng suất 600 tấn/h. Đá sét và các loại phụ gia từ kho sẽ
đƣợc băng tải vận chuyên lên các két tƣơng ứng của trạm định lƣợng nghiền liệu.
Các điểm chuyển băng đều đƣợc trang bị túi lọc bụi để khử bụi nhằm đảm bảo
nồng độ bụi trong khí thải sau lọc bụi không quá 30 mg/Nm3.
- Tiếp nhận và chứa thạch cao, phụ gia xi măng
Phụ gia xi măng gồm thạch cao và các phụ gia khác nhƣ bazan, xỷ lò cao … đƣợc
vận chuyển về nhà máy bằng ô tô tự đổ, đƣợc tiếp nhận bằng phễu tiếp nhận và vận
chuyển vào kho chứa.
Kho thạch cao, phụ gia chuyển về kho đƣợc rải thành các đống và chứa vào các
ngăn riêng biệt. Máy cấp liệu và thiết bị rải liệu kiểu cần dải có năng suất 500 t/h, thiết bị
rút liệu kiểu bên có năng suất 200t/h.
- Tiếp nhận và chứa than
Than đƣợc ô tô vận chuyển về nhà máy và chuyển vào kho than nhờ hệ thống
băng tải. Trƣờng hợp nhập không kịp sẽ đƣợc tập kết tại bãi vào dùng xe xúc lật nhập vào
kho. Kho than là kho dài có bao che. Trong kho, than đƣợc đổ thành 2 đống, mỗi đống có
sức chứa 24.000 tấn, dự trữ cho khoảng 18,6 ngày làm việc. Thiết bị rải liệu kiểu cần dải
có năng suất 300 t/h. Thiết bị rút liệu kiểu cầu cào cạnh đống năng suất 150 t/h.
Kho than và thiết bị kho đƣợc tính tốn cho cả giai đoạn mở rộng sau này
Các điểm chuyển băng đều đƣợc trang bị lọc bụi túi để khử bụi nhằm đảm bảo
nồng độ bụi trong khí thải sau lọc bụi không quá 30 mg/Nm3.
b. Công đoạn sản xuất bột liệu
Định lượng nguyên liệu
Hệ thống định lƣợng máy nghiền gồm hệ thống các két cân kết cấu thép. Hai cụm
định lƣợng, mỗi cụm gồm các két có sức chứa hữu ích nhƣ sau:
- Két đá vôi
: 600 T
Két đất sét
: 200 T
- Két quặng sắt
: 100 T
- Két cao silic
: 100 T
Mỗi két cân đƣợc đỡ trên hệ thống các tế bào cân để điều khiển mức liệu trong
két và đƣợc trang bị thiết bị định lƣợng thích hợp. Nguyên liệu từ các két chứa trên đƣợc
-
12
rút và định lƣợng theo tỷ lệ đặt trực tuyến với mọi tỷ lệ cấp liệu máy nghiền.
Các cân băng đƣợc lựa chọn có dải điều chỉnh:
-
Cấp liệu đá vơi
: 50 - 500 t/h
-
Cấp liệu đất sét
: 20 - 200 t/h
Cấp liệu quặng sắt
Cấp liệu đất cao silic
: 5 - 50 t/h
: 5 - 50 t/h
-
Băng tải chung đƣợc sử dụng cấp liệu máy nghiền qua van kín khí kiểu van quay
hoặc van 3 tầng nhằm mục đích ngăn ngừa gió lọt vào hệ thống nghiền. Hệ thống thiết bị
tách từ và phát hiện kim loại đƣợc trang bị ở các vị trí thích hợp nhằm mục đích bảo vệ
máy nghiền.
Nghiền liệu và vận chuyển bột liệu
Máy nghiền liệu là thiết bị chính của cơng đoạn nghiền liệu. Gầu nâng đƣợc trang
bị cho hệ thống tuần hoàn ngoài với mục đích giảm tổn thất áp suất qua máy nghiền nhờ
đó giảm đƣợc tiêu hao điện ở quạt nghiền. Máy nghiền đƣợc chọn là máy nghiền đứng có
năng suất 500 t/h (với độ mịn ≤ 12% trên sàng 90 m, độ ẩm không quá 1%) đảm bảo cho
hoạt động liên tục của lị nung, có đủ dự phịng năng suất cho phép những thay đổi trong
vận hành thông thƣờng cũng nhƣ gián đoạn do yêu cầu bảo dƣỡng.
Khí thải sau tháp trao đổi nhiệt đƣợc sử dụng làm nguồn khí nóng sấy liệu trong
máy nghiền. Buồng đốt phụ sử dụng dầu DO đƣợc trang bị để cấp khí nóng cho máy
nghiền trong trƣờng hợp khởi động lò quay hoặc phối liệu có độ ẩm cao hơn trong mùa
mƣa.
Xích cào và van kín khí đƣợc trang bị cho hệ thống tuần hồn ngồi, kết hợp với
gầu nâng, đƣa các hạt liệu thơ lọt qua vành phân phối khí trở lại máy nghiền qua băng tải
chung cấp liệu máy nghiền. Bột liệu có độ mịn u cầu đƣợc dịng khí nâng lên, đƣợc
phân ly qua phân ly hiệu suất cao, đƣợc thu hồi nhờ hệ thống cyclone.
Mẫu đại diện trung bình bột liệu đƣợc lấy liên tục từ dòng bột liệu vận chuyển lên
silơ đồng nhất nhờ thiết bị lấy mẫu kiểu vít để phân tích trực tuyến và điều khiển máy
nghiền. Kết quả phân tích đƣợc tự động sử dụng để điều khiển cấp liệu máy nghiền, theo
đó mức cấp liệu từng cấu tử đƣợc điều khiển trực tuyến. Khí thải nghiền liệu đƣợc khử
bụi trong thiết bị lọc bụi chung của hệ thống lò và nghiền liệu.
Bột liệu thu đƣợc trong cyclon đƣợc vận chuyển lên đỉnh silô đồng nhất nhờ hệ
thống các máng khí động, gầu nâng và thiết bị phân phối bột liệu trên đỉnh silô. Cầu trục
cũng đƣợc trang bị phục vụ công tác bảo dƣỡng máy nghiền liệu.
- Hệ thống xử lý khí thải
13
Hệ thống xử lý khí thải sử dụng cho cả hệ thống nghiền liệu và lò nung. Hệ thống
xử lý khí thải gồm:
-
Tháp điều hịa khí thải;
-
Quạt tháp trao đổi nhiệt có tốc độ thay đổi (quạt ID);
-
Lọc bụi chung của lò và nghiền liệu;
Quạt lọc bụi và các thiết bị phụ trợ khác.
Khí thải của hệ thống lị nung và nghiền liệu đƣợc khử bụi nhờ thiết bị lọc bụi
cơng nghệ có hiệu suất cao chung đảm bảo nồng độ bụi sau lọc bụi không quá 30 mg/Nm3
(ở điều kiện khô). Trƣờng hợp máy nghiền liệu dừng, bụi thu hồi từ thiết bị lọc bụi sẽ
đƣợc đƣa trực tiếp đến hệ thống cấp liệu lò để tránh ảnh hƣởng bất lợi đến thành phần bột
liệu nếu đƣợc cấp vào silô đồng nhất.
Hệ thống vận chuyển bụi thu hồi trong lọc bụi và tháp điều hồ khí thải bao gồm
các vít tải, xích cào. Trong điều kiện máy nghiền liệu hoạt động bình thƣờng, bụi thu hồi
trong lọc bụi điện và tháp điều hồ khí thải đƣợc cấp vào silơ đồng nhất.
- Đồng nhất và chứa bột liệu
Bột liệu đƣợc vận chuyển lên đỉnh silô đồng nhất bằng gầu nâng năng suất
500t/h. Bột liệu đƣợc cấp vào silô đồng nhất nhờ hệ thống phân phối bột liệu trên đỉnh
silô. Silô đồng nhất có sức chứa bảo hành 25.000 tấn kiểu đồng nhất và rút liên tục đƣợc
lựa chọn. Sức chứa silô đƣợc chọn tƣơng ứng với khoảng 2,5 ngày hoạt động bình thƣờng
của hệ thống lị nung.
- Cấp liệu lị
Hệ thống máng khí động bố trí trên đáy silơ và làm việc theo tuần tự đƣợc lập
trình đảm bảo quá trình đồng nhất và rút bột liệu. Hệ số đồng nhất của silô đồng nhất
10:1, khi kết hợp với hệ thống đồng nhất sơ bộ các nguyên liệu và định lƣợng chính xác
cấp liệu máy nghiền cho phép đảm bảo độ lệch tiêu chuẩn theo LSF khơng q 1,5 (hoặc
tính theo CaCO3 khơng q 0,2).
Két cân cấp liệu lị đƣợc bố trí ngay dƣới silơ đồng nhất. Bột liệu đƣợc rút từ silơ
đồng nhất vào két cân cấp liệu lị thơng qua hệ thống máng khí động. Két cân kết cấu thép
đặt trên các tế bào cân để điều khiển mức rút liệu khỏi silơ đồng nhất chính xác.
Một thiết bị lấy mẫu tự động cũng đƣợc trang bị để lấy mẫu phân tích hàng giờ
cho bột liệu cấp vào lị. Khí nén cần thiết cho q trình đồng nhất và rút bột liệu từ silô
đƣợc cấp bởi các quạt Root. Thiết bị định lƣợng bột liệu (Impact flowmeter, Loss Of
Weight) đƣợc sử dụng để điều khiển mức cấp liệu cho lò quay. Bột liệu đƣợc cấp cho
tháp trao đổi nhiệt bằng gầu nâng năng suất 500t/h.
14
Các điểm phát sinh bụi đều đƣợc trang bị lọc bụi túi để khử bụi nhằm đảm bảo
nồng độ bụi trong khí thải sau lọc bụi khơng q 30 mg/Nm3.
c. Cơng đoạn sản xuất clinker
- Hệ thống lị nung
Tháp trao đổi nhiệt hai nhánh, 5 tầng đƣợc trang bị đồng bộ với buồng phân huỷ.
Tháp trao đổi nhiệt cũng đƣợc trang bị thang máy có sức nâng thích hợp đảm bảo yêu cầu
vận chuyển cả thiết bị và ngƣời. Lò quay kiểu tiêu chuẩn 3 bệ đỡ (hoặc 2 bệ) đƣợc dẫn
động bằng động cơ điều tốc nhờ vành răng lò. Lò quay đƣợc thiết kế với năng suất 6000
tấn clinker/ngày, tiêu hao nhiệt ≤ 730 kcal/kg clinker. Dự phòng vị trí chờ để có thể ghép
nối với hệ thống phát điện tận dụng nhiệt dƣ cũng nhƣ hệ thống cấp liệu và đốt nhiên liệu
thay thế.
Vòi phun đa kênh cho lò và buồng phân huỷ đƣợc lựa chọn đảm bảo khả năng sử
dụng 100% than làm nhiên liệu cho q trình nung. Lị nung đƣợc trang bị 1 vịi phun dự
phòng cũng nhƣ hệ thống quét nhiệt vỏ lò và hỏa kế 2 mầu.
Hệ thống nung luyện đƣợc thiết kế nhằm mục đích sử dụng hồn tồn than
anthracite làm nhiên liệu đốt tại lò quay và buồng phân huỷ. Tỷ lệ đốt giữa lò và buồng
phân huỷ đƣợc thiết kế với tỷ lệ 40 : 60 hoặc 45 : 55. Nhờ có buồng phân huỷ, mức phân
huỷ của bột liệu có thể đạt trên 90% trƣớc khi vào lị quay.
Để tăng khả năng đốt tại buồng phân huỷ, một phần khí nóng thu hồi nhiệt tại
thiết bị làm lạnh clinker đƣợc sử dụng cung cấp nhu cầu khí cần thiết tại buồng phân huỷ.
Buồng phân hủy (calciner) đƣợc thiết kế đặc biệt cho phép sử dụng nhiên liệu đa
dạng, bao gồm cả than cám và nhiên liệu thay thế nhƣ các loại rác công nghiệp (lốp ô tô,
rác phế thải trong công nghiệp chế biến gỗ, rác hữu cơ thu gom từ các nguồn khác vv …).
Các thiết bị tạo xung khí nén (canon) đƣợc trang bị tại các vị trí cần thiết của tháp
trao đổi nhiệt và buồng phân huỷ. Dầu DO có thể đƣợc sử dụng nhƣ là nhiên liệu bổ sung
khi sấy lò hoặc để ổn định chế độ nhiệt khi cần thiết.
Làm nguội clinker
Lò quay đƣợc trang bị thiết bị làm nguội clinker hiện đại kiểu ghi có hiệu suất thu
hồi nhiệt trên 75%. Máy đập đƣợc trang bị cùng với thiết bị làm nguội clinker để đập
clinker quá cỡ. Thiết bị làm nguội clinker đƣợc trang bị hệ thống khử bụi khí thải riêng.
Thiết bị lọc bụi công nghệ hiệu suất cao đƣợc trang bị để khử bụi khí thải sau thiết bị làm
nguội clinker. Clinker ra khỏi thiết bị làm nguội có nhiệt độ không quá 650C + nhiệt độ
môi trƣờng. Một phần khí thải sau lọc bụi đƣợc sử dụng làm tác nhân sấy than tại máy
nghiền than.
15
- Vận chuyển và chứa clinker
Silô clinker gồm 1 silo chính phẩm và 1 silo thứ phẩm có kết cấu bê tơng cốt
thép. Silo chính phẩm có sức chứa 70.000 tấn, đảm bảo dự trữ cho khoảng 11,6 ngày hoạt
động của lị nung. Silo thứ phẩm có sức chứa 2.000 tấn đƣợc sử dụng khi chất lƣợng
clinker khổng ổn định hoặc cho các mục đích khác.
Băng gầu đƣợc trang bị để vận chuyển clinker ra khỏi thiết bị làm nguội clinker
lên silô. Dƣới đáy silo trang bị hệ thống cửa tháo clinker đảm bảo hiệu suất rút clinker
cao.
Các điểm phát sinh bụi đều đƣợc trang bị lọc bụi túi để khử bụi nhằm đảm bảo
nồng độ bụi trong khí thải sau lọc bụi không quá 30 mg/Nm3.
- Nghiền than
Mỗi hệ thống lị nung đều có hệ thống nghiền than riêng biệt. Máy nghiền than là
máy nghiền bi chu trình kín có năng suất bảo hành 50 t/h (với độ mịn khoảng 3% trên
sàng 90 m độ ẩm không quá 1%).
Trong điều kiện vận hành bình thƣờng, khí thải sau sau tháp điều hòa đƣợc sử
dụng làm tác nhân sấy trong máy nghiền than. Lò đốt phụ sử dụng dầu DO đƣợc trang bị
cho hệ thống nghiền than để cung cấp khí nóng khi lị chƣa hoạt động.
02 két than thơ dạng két cân, mỗi két có sức chứa khoảng 120 tấn để dự phòng
trong trƣờng hợp sử dụng hai loại than khác nhau. Kết hợp với các tế bào cân, thiết bị
định lƣợng than thô đảm bảo yêu cầu định lƣợng than cấp cho máy nghiền. Than mịn
đƣợc thu hồi trực tiếp bằng lọc bụi túi và đƣợc chứa vào két than mịn riêng cho lò và
buồng phân huỷ, mỗi két sức chứa 150 tấn đặt trên các tế bào cân.
Lọc bụi túi đặc biệt đƣợc lựa chọn để thu hồi một phần than mịn và khử bụi trong
khí thải máy nghiền than đảm bảo nồng độ bụi sau lọc bụi không quá 30 mg/Nm3. Hệ
thống nghiền than đƣợc trang bị các thiết bị phòng chống cháy, nổ cần thiết.
Than mịn thu hồi trong cyclone và lọc bụi đƣợc vận chuyển đến các két than mịn
tƣơng ứng nhờ hệ thống vít tải. Thiết bị lấy mẫu đƣợc trang bị để phân tích than mịn cấp
cho các két than mịn. Két than mịn đƣợc trang bị cơ cấu rút than cần thiết để cấp cho các
thiết bị định lƣợng kiểu cân quay.
d. Sản xuất xi măng
Sản phẩm của nhà máy là xi măng PCB40 với tổng sản lƣợng là 2,3 triệu
tấn/năm. Hệ thống nghiền xi măng gồm hệ thống định lƣợng và hệ thống máy nghiền
đứng. Trong các tính tốn về thiết bị đƣợc tính với sản phẩm chủ yếu PCB40.
- Định lượng nghiền xi măng
16
Mỗi hệ thống nghiền xi măng đƣợc bố trí hệ thống định lƣợng gồm 4 két cân, két
clinker có kết cấu bê tơng, 3 két cịn lại có kết cấu thép. Mỗi két thép đƣợc đặt trên các tế
bào cân, nhờ đó biết đƣợc mức ngun liệu cịn lại trong két chứa để điều khiển thiết bị
rút liệu thích hợp.
Trạm định lƣợng trang bị 4 két nhằm mục đích sử dụng linh hoạt các loại phụ gia.
Tỷ lệ các cấu tử đƣợc đặt trực tuyến và đƣợc duy trì ở mọi mức cấp liệu máy nghiền khác
nhau.
Dải cân của các thiết bị định lƣợng đƣợc lựa chọn nhƣ sau:
-
Clinker
: 30 300 t/h;
-
Thạch cao
: 2 - 20 t/h;
Phụ gia xi măng
: 5 - 50 t/h;
- Phụ gia xi măng
: 5 - 50 t/h.
Nhằm mục đích bảo vệ máy nghiền, các thiết bị tách từ và phát hiện kim loại
đƣợc trang bị ở vị trí cần thiết trên băng tải cấp liệu cho máy nghiền.
- Nghiền xi măng
Sử dụng 02 hệ thống máy nghiền đứng có hệ thống phân ly tích hợp. Năng suất
-
mỗi hệ thống nghiền khoảng 360 tấn/h tính theo PCB40, độ mịn đạt 3600 cm2/g.
Sản phẩm sau nghiền đạt độ mịn sẽ đƣợc thu hồi qua lọc bụi túi công nghệ và vận
chuyển đến silô xi măng.
Hệ thống vận chuyển xi măng gồm các máng khí động và gầu nâng đƣa lên silô xi
măng. Thiết bị lấy mẫu cũng đƣợc trang bị lấy mẫu xi măng phân tích theo thƣờng trình.
Các lọc bụi túi đƣợc trang bị tại các điểm cuối mỗi máng khí động, gầu nâng và
trên đỉnh silo để cân bằng khí và khử bụi, đảm bảo nồng độ bụi ≤ 30 mg/Nm3 trƣớc khi xả
ra ngồi mơi trƣờng.
e. Chứa và xuất sản phẩm
- Silơ xi măng
Để thuận tiện cho việc chứa các loại xi măng khác nhau, dự phịng khi tính đến
tính đến thay đổi nhu cầu thị trƣờng theo thời gian trong năm, nhà máy xi măng trang bị
04 silô xi măng, sức chứa 10.000 tấn.
- Đóng bao và xuất xi măng bao
Xi măng đƣợc rút từ silô chứa tuỳ vào chủng loại xi măng đƣợc xuất nhờ hệ
thống các cửa rút đáy si lơ và các máng khí động đến gầu nâng, qua các van 2 ngả vào
sàng rung rồi xuống máng khí động cung cấp cho các két chứa để cấp cho các máy đóng
bao và/hoặc qua máng khí động để xuống két chứa cấp cho thiết bị xuất xi măng rời. Dự
17
kiến trang bị 06 máy đóng bao kiểu quay, 8 vịi có năng suất mỗi máy là 100T/h sử dụng
cho loại bao 50kg/bao.
Sau mỗi máy đóng bao đều bố trí thiết bị kiểm tra trọng lƣợng bao tự động và bẫy
bao vỡ. Xi măng bao ra khỏi máy đóng bao sẽ đƣợc làm sạch bằng các thiết bị làm sạch
bằng khí nén và đóng số lơ trƣớc khi xuất lên phƣơng tiện của khách hàng. Nhằm mục
đích giám sát số lƣợng xuất xi măng bao, mỗi tuyến xuất đều đƣợc trang bị thiết bị đếm
bao tự động. Căn cứ phƣơng thức và cơ cấu xuất sản phẩm, dự kiến các hệ thống xuất sản
phẩm nhƣ sau:
- 12 tuyến xuất xi măng bao đƣờng bộ với năng suất mỗi tuyến xuất là 100T/h;
- 04 máy đóng bao jumbo năng suất 4x37,5 t/h;
- 02 thiết bị xuất xi măng rời cho xe chuyên dụng, năng suất 2 x 250 t/h.
Việc khử bụi tại các điểm phát sinh bụi nhƣ các điểm cuối băng tải, gầu nâng, si
lơ,... đều có thiết bị lọc bụi túi thích hợp nhằm đảm bảo nồng độ bụi trong khí thải 30
mg/Nm3.
- Xuất xi măng rời
Xi măng rời đƣợc xuất lên xe bồn chuyên dụng nhờ 2 thiết bị xuất đƣợc lắp đặt
dƣới đáy silo, mỗi thiết bị có năng suất 250 t/h.
- Xuất clinker thương phẩm
Clinker thƣơng phẩm xuất theo đƣờng bộ nhờ thiết bị xuất đƣợc lắp đặt dƣới đáy
silo thứ phẩm. Clinker có thể đƣợc cấp trực tiếp từ thiết bị làm nguội clinker hoặc rút từ
silo clinker chính để cấp ngƣợc lại silo thứ phẩm.
Thiết bị xuất clinker có năng suất 300 t/h. Dây chuyền cũng trang bị phễu tiếp
nhận tại đầu băng tải rút clinker để nhận từ các nguồn bên ngoài (ví dụ từ bãi chứa …).
Tại các điểm đổ, chuyển băng đƣợc trang bị các lọc bụi túi để khử bụi, đảm bảo
nồng độ bụi trong khí thải 30 mg/ Nm3 trƣớc khi thải ra ngồi mơi trƣờng.
1.3.3 Hệ thống thu hồi nhiệt khí thải để phát điện
Hệ thống thu hồi nhiệt khí thải để phát điện gồm:
1. Nồi hơi AQC;
2. Nồi hơi SP;
3. Tuabin và máy phát điện;
4. Trạm bơm tuần hoàn nƣớc và tháp làm mát;
5. Hệ thống xử lý hóa chất nƣớc cấp vào;
6. Đƣờng ống nƣớc và đƣờng ống hơi nƣớc;
7. Hệ thống cung cấp điện, điều khiển, thông tin, chiếu sáng, tiếp địa;
18