Giáo trình thực tập động cơ I pot
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (10.55 MB, 100 trang )
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP HCM
GIÁO TRÌNH
THỰC TẬP ĐỘNG CƠ I
NGUYỄN TẤN LỘC
THÁNG 4 / 2007
LỜI GIỚI THIỆU
Giáo trình thực tập động cơ phần 1 được biên soạn theo chương trình cơng nghệ, nhằm mục
đích giúp cho các sinh viên chuyên ngành Cơ Khí Động Lực của Trường Đại Học Sư Phạm
Kỹ Thuật có tài liệu để học tập và nghiên cứu. Chúng tôi vận dụng kết hợp giữa lý thuyết
và thực tế để biên soạn tài liệu cho phù hợp với yêu cầu đào tạo của trường.
Ngoài ra tài liệu còn có thể được sử dụng để phục vụ cho các đối tượng khác như các
trường dạy nghề và các đối tượng có liên quan.
Tài liệu được biên soạn theo đề cương môn học thực tập động cơ xăng của Bộ Môn Động
Cơ. Nó được chia làm hai phần chính.
- Phần 1: Thực tập động cơ I.
- Phần 2: Thực tập động cơ II.
Giai đoạn thực tập động cơ I giúp cho sinh viên nắm vững cấu trúc – nguyên lý hoạt động
của động cơ và vận dụng kiến thức này để thực tập cơ bản, kiểm tra, chẩn đoán, bảo
dưỡng, điều chỉnh và sửa chữa các chi tiết, các cụm của động cơ để đạt được các kỹ năng
cần thiết của ngành.
Tài liệu thực tập động cơ II dùng để nâng cao các kiến thức chuyên môn. Giai đoạn này
giúp cho sinh viên hoàn chỉnh các kiến thức về động cơ và trang bò các kiến thức mới về
động cơ phun xăng, biết sử dụng các thiết bò để chẩn đoán và khảo nghiệm động cơ.
Đây là tài liệu đã được chỉnh lý, bổ xung và có sửa chữa lớn về nội dung và hình thức trình
bày sau một thời gian dài rút kinh nghiệm trong giảng dạy và trong thực tế lao động sản
xuất.
Chúng tôi đã mạnh dạn bỏ các nội dung quá cũ mà hiện nay đã quá lạc hậu, trình bày sơ
lược các nội dung có thể thích ứng trong một giai đoạn ngắn và cố gắng biên soạn các nội
dung mới phù hợp với tình hình thực tế của Việt Nam và sự phát triển của ngành ôtô trên
thế giới.
Chúng tôi chân thành cảm ơn các thày trong Bộ Môn Động Cơ Khoa Cơ Khí Động Lực đã
đóng góp nhiều ý kiến q báu giúp chúng tôi hoàn thành tài liệu này. Tuy nhiên, sự biên
soạn không thể tránh những thiếu sót nhất đònh, chúng tôi hân hoan đón nhận sự đóng góp
chân thành của qúi đọc giả.
Tp. HCM ngày 14 tháng 4 năm 2007
Người biên soạn
NGUYỄN TẤN LỘC
Phương pháp sử dụng dụng cụ trong ngành ôtô
CHƯƠNG 1
PHƯƠNG PHÁP SỬ DỤNG DỤNG CỤ
A. KHÁI QUÁT
Các loại dụng cụ tay, dụng cụ kiểm tra, dụng cụ đặc biệt, dụng cụ đo điện… dùng để kiểm tra, bảo
trì và sửa chữa xe cộ. Để đảm bảo công việc đạt được hiệu quả cao và an toàn trong công việc,
chúng ta phải tuân thủ đúng các qui tắc cơ bản sau:
1. Lựa chọn dụng cụ phù hợp nhất để tiến hành công việc một cách có hiệu quả và an toàn trong
lao động.
2. Dụng cụ phải sạch sẽ và luôn luôn lau chùi để tránh sự trơn trợt khi thao tác.
3. Sắp xếp dụng cụ có thứ tự, ngăn nắp. Nên đặt chúng trong thùng dụng cụ hoặc móc treo và đặt
chúng có thứ tự để tránh lãng phí thời gian không cần thiết
4. Khi cần trao dụng cụ cho một người khác, phải nắm chặt dụng cụ và đưa đúng vò trí thích hợp
để tránh sự tổn thương khi chúng ta buông dụng cụ.
3
Phương pháp sử dụng dụng cụ trong ngành ôtô
5. Các dụng cụ bò cùn, lỏng hoặc bò hư hỏng, nên thay mới.
6. Phải chọn dụng cụ đúng hệ để tránh làm hỏng dụng cụ và làm hỏng các đầu bu lông đai ốc.
B. DỤNG CỤ TAY
Dụng cụ cầm tay là dụng cụ được sử dụng thường xuyên để điều chỉnh, bảo trì và sửa chữa ôtô. Nó
được dùng để nới lỏng, xiết chặt bu lông đai ốc. Về kích thước dụng cụ tay có hai hệ:
Hệ mi li mét: 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 27mm …
Hệ Inches: ¼, 5/16, 3/8, 7/16, ½, 9/16, 5/8, 11/16, ¾, 13/16, 7/8, 15/16, 1” , 1¼ …
Dụng cụ tay có các dạng cơ bản như sau.
I. CHÌA KHOÁ MIỆNG
Các chìa khoá miệng dùng để nới lỏng, xiết chặt bu lông đai ốc. Khi sử dụng cần phải lựa chọn
kích cỡ, hình dạng, bề dày dụng cụ cho phù hợp với công việc và phải đặt dụng cụ đúng vò trí khi
thao tác. Kích thước của hai đầu khoá miệng là khác nhau.
Góc nghiêng của khóa miệng được chế tạo lệch một góc 15° so với thân, để thao tác dễ dàng nhất
là ở những nơi chật hẹp.
Trong sử dụng, khi tháo hoặc xiết chặt bu lông đai ốc luôn luôn kéo chìa khoá về phía mình.
Không được đẩy dụng cụ trong thao tác với một lực lớn, dụng cụ có thể bò trượt làm hư hỏng dụng
cụ và gây tổn thương cho người sử dụng.
Khi cần thiết phải đẩy dụng cụ, nên dùng lòng bàn tay để giảm sự rủi ro khi dụng cụ bò trượt.
Không được sử dụng các dụng cụ khác để câu nối hoặc dùng búa, các vật cứng khác đánh vào để
tăng lực, nhằm tránh làm hư hỏng dụng cụ.
Khi cần dùng lực lớn, chúng ta có thể dùng dụng cụ khác như cần xiết và khoá ống để thay thế.
4
Phương pháp sử dụng dụng cụ trong ngành ôtô
II. CHÌA KHOÁ HAI ĐẦU VÒNG
Kích thước của hai đầu khóa vòng là khác nhau. Nó dùng để nới lỏng hoặc xiết chặt bu lông đai ốc
với một lực lớn. Khác với khóa miệng, khóa vòng bấu vào đầu bu lông đai ốc ở 6 mặt, nên nó khó
bò tuột khi thao tác.
Bề mặt công tác của dụng cụ là 12 cạnh hoặc 6 cạnh và cũng có thể dạng khoá bông. Loại 6 cạnh,
dụng cụ tiếp xúc mặt với đầu bu lông đai ốc, dùng để tháo xiết với một lực lớn hoặc để tháo đầu
bu lông đai ốc đã bò hỏng, khi thao tác dụng cụ phải xoay một góc 60 độ.
Để thao tác ở những nơi thật khó khăn người ta chế tạo ra một số dạng đặc biệt như khóa vòng
cong, khóa vòng hở để tháo xiết rắc co của các đường ống hoặc khoá vòng tự động để thao tác
nhanh chóng…
Khi sử dụng phải lựa chọn dụng cụ phù hợp, đúng kích thước, tra chìa khóa vào phải tiếp xúc tốt
với đầu bu lông - đai ốc.
5
Phương pháp sử dụng dụng cụ trong ngành ôtô
III. KHOÁ VÒNG MIỆNG
Khoá vòng miệng là khóa có một đầu vòng và một đầu miệng, kích thước của hai đầu dụng cụ là
như nhau. Dụng cụ này có đặc điểm là dễ dàng thao tác theo từng vò trí cụ thể.
IV. KHOÁ ỐNG
Khoá ống được dùng để tháo xiết bu lông-đai ốc với một lực lớn. Khi sử dụng, khóa ống được kết
hợp với cần xiết và cây nối.
CẦN XIẾT
Cần xiết rất đa dạng, nó có thể là cần xiết mô men, cần xiết tự động, cần xiết tay quay, cần xiết
lắc léo, cần xiết chữ T … Tùy theo trò số lực xiết và vò trí, lựa chọn cần xiết dài hay ngắn cho phù
hợp với công việc.
Đầu vuông cần xiết phải phù hợp với lỗ vuông của cây nối và đầu vuông của cây nối cũng phải
phù hợp với lỗ vuông của khóa ống.
CÂY NỐI
Chiều dài của cây nối dài ngắn khác nhau. Nó có thể là loại trụ dài, lắc léo, cây nối mềm …Trong
sử dụng phải lựa chọn cho phù hợp với công việc. Chúng ta có thể tăng chiều dài của cây nối bằng
cách ghép nhiều cây nối lại với nhau.
6
Phương pháp sử dụng dụng cụ trong ngành ôtô
KHOÁ ỐNG
Khóa ống có nhiều loại: loại nhỏ, trung bình và loại lớn… Lỗ tiếp xúc với bu lông đai ốc có thể
dạng 12 cạnh hoặc 6 cạnh. Vì vậy, sự lựa chọn khóa ống phù hợp với mỗi công việc cụ thể là rất
cần thiết.
CÁCH SỬ DỤNG
Chọn khoá ống cho phù hợp với đầu bu lông đai ốc.
Chọn cần xiết và cây nối có đầu vuông phù hợp với lỗ của khóa ống.
Cây nối lắc léo được dùng ở những nơi mà cây nối thẳng không thao tác được.
Khi thao tác, đầu khóa ống phải tiếp xúc hết bề mặt của đầu bu lông đai ốc.
Để thao tác nhanh, chúng ta có thể dùng cần xiết tự động hoặc thay đổi chiều dài cánh tay đòn
của cần xiết.
Không được câu nối hoặc dùng búa để tăng lực để tránh làm hư hỏng dụng cụ.
KHOÁ BU GI
Là loại dụng cụ chuyên dùng, chỉ để tháo và xiết các bu gi. Bên trong khóa có một vòng nam châm
vónh cửu hoặc vòng cao su để giữ bu gi trong khóa ống không rớt ra ngoài. Khóa bu gi hiện đang sử
dụng có kích thước là 5/8” hoặc 13/16”.
7
Phương pháp sử dụng dụng cụ trong ngành ôtô
Khóa bu gi được kết hợp với cây nối dài và cần xiết chữ T. Nó phải được đặt đồng tâm với bu gi,
tránh khoá bò nghiêng làm gãy đầu bu gi.
Ở một số xe người ta chế tạo khóa bu gi loại chuyên dùng để dễ dàng thao tác trong vùng không
gian hẹp mà loại khoá thường rất khó thực hiện công việc.
V. MỎ LẾT
Đây là loại khóa miệng kích thước có thể thay đổi được phù hợp với đầu của bu lông đai ốc.
Chỉ sử dụng mỏ lết để thay thế khóa miệng khi thật cần thiết, không nên lạm dụng đểå tránh làm
hư hỏng đầu bu lông đai ốc.
VI. TUỐC NƠ VÍT
Được dùng để nới lỏng hoặc xiết chặt các đầu vít đai ốc. Kích thước của các đầu vít cũng giống
như các loại khóa thông dụng. Vì vậy, khi sử dụng phải lựa chọn cho phù hợp với công việc.
CÁCH SỬ DỤNG.
1. Khi thao tác lựa chọn đầu tuốc nơ vít có kích thước và hình dạng phù hợp với đầu vít và vò trí.
2. Giữ nó thẳng đứng với đầu vít khi tháo xiết.
3. Không được dùng kìm để tăng lực cho tuốc nơ vít, để tránh làm hư hỏng đầu vít.
4. Nếu như đầu vít tháo khó, nên ép chặt tuốc nơ vít vào đầu vít và xoay, kết quả sẽ đạt được như
mong muốn.
Nếu tháo quá khó khăn, dùng tuốc nơ vít cho phép đóng, hoặc cho phép tăng lực để thực hiện.
8
Phương pháp sử dụng dụng cụ trong ngành ôtô
Lỗ trên đầu vít có rất nhiều dạng rãnh khác nhau: Rãnh dùng cho vít đầu dẹp, đầu chữ thập, đầu
lục giác, lỗ nhiều cạnh…
Ngoài các loại tuốc nơ vít trên, người ta còn chế tạo loại tuốc nơ vít đóng để tháo và xiết với một
lực lớn.
Để thuận tiện trong sử dụng và giảm không gian chứa đựng, người ta còn chế tạo tuốc nơ vít có
nhiều đầu để dễ dàng chọn lựa phù hợp với công việc.
VII. KÌM
Kìm có rất nhiều dạng: Kìm mỏ nhọn, kìm hai lỗ, kìm bấm, kìm mỏ quạ… Chức năng chính của nó
là dùng để kẹp chặt chi tiết và dùng để cắt dây.
KÌM HAI LỖ
Kìm hai lỗ dùng để kẹp chặt và dùng để cắt dây điện. Kìm này có thể hiệu chỉnh được độ mở của
miệng kìm khi thay đổi vò trí chốt vào một trong hai lỗ gần miệng kìm.
Không được sử dụng nó để tháo hoặc xiết bu lông đai ốc.
9
Phương pháp sử dụng dụng cụ trong ngành ôtô
KÌM MỎ NHỌN
Kìm mỏ nhọn dùng để gắp hoặc giữ các chốt và các chi tiết có kíck thước bé hoặc dùng để thao tác
ở những vùng không gian hẹp mà kìm hai lỗ không sử dụng được.
Không được sử dụng lực lớn, để tránh làm hỏng miệng kìm.
KÌM BẤM
Nó được sử dụng khi cần một lực lớn cần thiết để kẹp thật chặt các chi tiết hoặc dùng nó để tháo
các đầu bu lông đai ốc bò hỏng. Kìm bấm cũng có rất nhiều kích cỡ khác nhau và công dụng cũng
khác nhau.
KÌM CẮT
Được dùng để tháo hoặc cắt dây điện, ngoài ra nó còn được sử dụng để nhổ các chốt. Không được
dùng kìm cắt để cắt lò xo hay một vật cứng, để tránh làm hư hỏng miệng cắt của kìm.
CÁC LOẠI KÌM KHÁC
Ngoài các loại kìm thông dụng đã được nêu trên, còn có các loại kìm chuyên dùng khác như: kìm
tháo lò xo thắng, kìm tháo xéc măng, kìm tháo lắp dây cao áp, kìm mở khoen chận, kìm tháo cọc
bình accu …
10
Phương pháp sử dụng dụng cụ trong ngành ôtô
VIII. CÁC LOẠI BÚA
Búa được dùng để đóng hoặc dùng để tháo các chi tiết. Ngoài búa đầu cứng, còn rất nhiều loại búa
đầu mềm được sử dụng để tránh làm hư hỏng bề mặt của các chi tiết.
CÁCH SỬ DỤNG
Khi sử dụng cầm vào phần đuôi cán búa, không được nắm ở giữa cán búa và dùng các phần khác
của búa để đóng. Chọn loại búa sử dụng cho phù hợp với công việc để tránh làm hư hỏng bề mặt
các chi tiết.
Trước khi sử dụng phải kiểm tra đầu búa kết nối có chắc chắn hay không. Nếu lỏng lẻo phải
tra cán lại.
Ngoài búa đầu sắt, còn có búa đầu đồng, búa cao su cứng hay mềm. Các loại búa đầu mềm
được thao tác trên các bề mặt có độ chính xác cao hoặc các chi tiết chế tạo bằng hợp kim
mềm.
Trọng lượng của búa thay đổi rộng, tùy theo công việc mà chúng ta lựa chọn cho phù hợp.
IX. THANH ĐỒNG
Thanh đồng là dụng cụ sử dụng thông dụng,
nó được kết hợp với búa sắt để tháo hoặc ép
chặt các chi tiết lại với nhau. Thanh đồng
được chế tạo bằng đồng, để bảo vệ các chi
tiết trong sửa chữa.
Khi sử dụng thanh đồng bò loe ở phần đầu,
phải sửa chữa, trước khi sử dụng.
11
Phương pháp sử dụng dụng cụ trong ngành ôtô
X. CÂY CẠO JOINT
Được dùng làm sạch bề mặt lắp ghép khi thay một joint cũ bằng một joint mới. Sử dụng cạnh bén
để làm sạch bề mặt các chi tiết. Cẩn thận tránh làm hỏng bề mặt lắp ghép.
XI. CÂY ĐỘT DẤU
Cây đột dấu dùng để làm dấu các chi tiết lắp ghép, để khi lắp ghép lại đúng vị trí ban đầu hoặc
dùng để làm dấu lỗ để đònh tâm mũi khoan.
Khi cần khoan một lỗ, cần thiết phải đột một dấu lỗ cần khoan để tránh mũi khoan lệch vò trí khi
khoan.
Khi lấy dấu phải nhìn thẳng và đặt nghiêng cây đột dấu, để mắt có thể xác đònh đúng vò trí cần đột.
Sau đó đặt đứng cây đột dấu và lấy dấu.
12
Phương pháp sử dụng dụng cụ trong ngành ôtô
XII. CÂY LÓI
Được sử dụng để đóng các ri vê và các chốt. Trước khi sử dụng phải lựa chọn kích thước cây lói
phù hợp với công việc.
XIII. DỤNG CỤ THÁO XIẾT BẰNG KHÍ NÉN
Dụng cụ này được sử dụng rất phổ biến. Ở những nơi có khoảng không gian rộng, chúng thao tác
rất nhanh chóng. Khi sử dụng phải lựa chọn kích cỡ dụng cụ cho phù hợp với mô men và điều chỉnh
áp suất sử dụng trên dụng cụ cho chính xác.
Phương tiện này dùng để tháo đai ốc đầu trục khuỷu, đai ốc đầu pu li máy phát điện, bu lông bánh
đà, tắt kê bánh xe… thì rất là nhanh chóng.
C. DỤNG CỤ CHUYÊN DÙNG (SST)
Các loại dụng cụ tay không thể thực hiện hết mọi công việc, đôi khi chúng còn làm hư hỏng các chi
tiết hoặc làm mất nhiều thời gian để thực hiện một công việc nào đó. Các dụng cụ đặc biệt được
chế tạo để khắc phục sự bất lợi của các dụng cụ tay.
Có rất nhiều dụng cụ chuyên dùng, tuỳ theo công việc và vò trí mà chúng có nhiều loại khác nhau
như: Cảo để tháo lọc nhớt, kìm tháo xéc măng, ống bóp xéc măng, cảo xú pap, cảo pu li đầu trục
khuỷu, cảo lò xo phuộc nhún, cảo bạc đạn, dụng cụ ép lò xo xú pap…
Tuy nhiên, dụng cụ chuyên dùng rất bất lợi, nó không thể sử dụng vào các việc khác, cũng như
không thể sử dụng cho các hãng xe khác nhau.
CÁC LOẠI CẢO
Cảo dùng chủ yếu cho việc tháo rời các bánh răng, pu li, ống lót, bạc đạn…. Bu lông của cảo tạo
ra một lực rất lớn khi cần thiết. Phạm vi sử dụng của cảo rất rộng khi chúng ta thay đổi vò trí cánh
tay đòn, thay đổi kích thước trên cảo…
13
Phương pháp sử dụng dụng cụ trong ngành ôtô
CẢO LỌC NHỚT
Chuyên dùng để tháo lắp lọc nhớt, kích thước của cảo lớn nhỏ khác nhau.
CẢO XÚ PAP.
Đây là dụng cụ chuyên dùng để tháo và lắp các lò xo xú pap trên nắp máy.
DỤNG CỤ THÁO PU LI TRỤC KHUỶU.
Dùng đồ gá kết hợp với một cây chòu pu li để tháo đai ốc đầu trục khuỷu.
14
Phương pháp sử dụng dụng cụ trong ngành ôtô
Trên đây, chúng tôi chỉ trình bày một số dụng cụ chuyên dùng mang tính chất đặc trưng, thông
dụng. Các dụng cụ chuyên dùng khác rất đa dạng, tùy theo công việc cụ thể mà chúng ta lựa chọn
cho đúng.
D. DỤNG CỤ KIỂM TRA
Dùng để kiểm tra các chi tiết có độ chính xác cao. Chúng bao gồm: Thước kẹp, pan me, so kế, căn
lá, com pa, ca lip, nhựa đo khe hở, dụng cụ đo lòng xy lanh, cần xiết mô men, dụng cụ đo điện …
I. CẦN XIẾT MÔ MEN
Cần xiết mô men dùng để kiểm tra mô men khi xiết đai ốc hoặc con vít theo một giá trò cho trước
của nhà chế tạo.
Trò số mô men xiết được thể hiện bằng con số hiển thò trên dụng cụ, dùng tiếng kêu hoặc dùng
thang đo kết hợp với kim chỉ thò.
Thứ nguyên của mô men xiết là Ft-lbs, Nm hoặc Kgm.
Đối với loại cần xiết mô men dùng tiếng kêu, chúng ta phải hiệu chỉnh trò số mô men trước ở đuôi
dụng cụ và sau đó khóa lại. Trong quá trình xiết, chúng ta kéo cần xiết từ từ cho đến khi nghe tiếng
kêu phát ra từ dụng cụ thì dừng lại.
CÁCH SỬ DỤNG
Sử dụng loại dụng cụ thông thường để xiết tương đối chặt trước, sau đó dùng cần xiết momen
để xiết giai đoạn sau cùng.
Không được dùng cần xiết mô men để xiết một trò số mô men lớn hơn trò số mô men được qui
đònh trên dụng cụ.
Khi xiết, một tay cầm vào đầu cần xiết và tay còn lại kéo dụng cụ về phía mình để tránh nguy
hiểm.
II. THƯỚC KẸP
Thước kẹp là dụng cụ đo có độ chính xác tương đối cao. Nó dùng để đo đường kính trong, đường
kính ngoài, chiều sâu và chiều dài của chi tiết. Thước kẹp có nhiều dạng như: loại số, loại có đồng
hồ biểu thò và loại thông thường.
15
Phương pháp sử dụng dụng cụ trong ngành ôtô
Một thước kẹp có hai thang, một thang đo chính và một thang đo phụ. Thang đo chính dùng để xác
đònh số nguyên của chi tiết được đo, trên thang đo chính được khắc nhiều vạch đều nhau, khoảng
cách từ vạch này đến vạch kia là 1mm.
Thang đo phụ dùng để phối hợp với thang đo chính, nó dùng để xác đònh kích thước rất bé nằm
giữa hai vạch của thang đo chính. Độ chính xác của thước kẹp là 1/10, 1/20 hoặc 1/50mm.
Ví dụ: Trên thang đo chính của một thước kẹp, người ta chia thang đo làm nhiều vạch, mỗi vạch
cách nhau là 1mm. Trên thang đo phụ chia làm 10 khoảng tương ứng với 9 đơn vò trên thang đo
chính (9mm). Như vậy mỗi khoảng trên đo phụ cách nhau là 1/10 (0,9mm).
CÁCH SỬ DỤNG THƯỚC ĐO
Trước khi sử dụng, làm sạch thước và đẩy thước đo về vò trí ban đầu, kiểm tra điểm 0 trên thang đo
chính và điểm 0 trên thang đo phụ có trùng nhau không.
Khi đẩy phần di động của thước sang bên phải, sao cho số 1 trên thang đo phụ trùng với sốù 1 trên
thang đo chính, thì khoảng cách đo được là 0,1mm.
Khi đẩy phần di động của thước tiếp tục sang phải, sao cho số 5 trên thang đo phụ trùng với số 5
trên thang đo chính, khe hở xác đònh là 0,5mm. Lúc này số 0 trên thang đo phụ nằm giữa số 0 và số
1 trên thang đo chính.
16
Phương pháp sử dụng dụng cụ trong ngành ôtô
Nếu ở thước kẹp, thang đo chính được khắc vạch, mỗi vạch cách đều nhau 1mm. Trên thang đo phụ
được chia làm 20 phần đều nhau, 20 vạch trên thang đo phụ tương ứng với 19mm trên thang đo
chính. Vậy mỗi vạch trên thang đo phụ cách nhau là 0,95mm hay 1/20.
CÁCH ĐỌC
Trước tiên chúng ta đọc phần nguyên trên thang đo chính, căn cứ vào vạch số 0 trên thang đo phụ.
Thí dụ ở hình bên dưới, phần nguyên đọc trên thang đo chính là 45mm.
Sau đó đọc trên thang đo phụ. Nếu vạch nào trên thang đo chính trùng với một vạch trên thang đo
phụ, chúng ta đọc con số trên thang đo phụ. Ví dụ hình dưới, vạch số 2,5 trên thang đo phụ trùng
với một vạch trên thang đo chính. Kích thước đọc trên thang đo phụ là 0,25.
Tổng hợp kích thước trên hai thang đo, kích thước được xác đònh là:
45mm + 0,25 = 45,25mm
III. PAN-ME
Pan me đo trong và pan me đo ngoài là dụng đo chính xác đường kính trong và đường kính ngoài
của các chi tiết. Độ chính xác của pan me thường là 0,01mm, đôi khi là 0,001mm.
PAN-ME ĐO NGOÀI
Dùng để đo đường kính ngoài của các chi tiết. Cấu trúc pan-me gồâm phần cố đònh là một ống bọc
bên ngoài phía trên có khắc vạch, mỗi vạch cách nhau là 1mm và đây là thang đo chính của thước
đo.
17
Phương pháp sử dụng dụng cụ trong ngành ôtô
Một vòng sắt bố trí bên ngoài ống bọc và có thể xoay được, trên vòng sắt này được chia làm 50
vạch đều nhau theo vòng tròn của nó, đây chính là thang đo phụ. Khoảng cách đo tối đa của một
pan me là 25mm . Do đó pan me được chia làm nhiều cỡ, để đo giá trò từ 0 – 25mm, 25 – 50mm, 50
- 75mm, 75 – 100mm…
NGUYÊN LÝ THƯỚC ĐO
Nguyên lý của thước dựa vào cơ sở một con vít xoay trong một con đai ốc cố đònh. Khi xoay con vít
một vòng thì con vít sẽ di chuyển một đoạn bằng một bước ren.
Ở pan me, đai ốc cố đònh ứng với ống bên trong và con vít là trục của pan me. Bước của trục pan
me là 0,5mm. Khi vòng sắt xoay một vòng, trục pan me cũng xoay một vòng và nó di chuyển một
đoạn là 0,5mm. Khi vòng sắt xoay một khoảng trong 50 khoảng chia, trục di chuyển một đoạn là
0,01mm theo tâm của trục.
HIỆU CHỈNH PAN ME
Trước khi sử dụng phải lau chùi dụng cụ đo sạch sẽ, trục pan-me phải chuyển động nhẹ nhàng, để
đảm bảo độ chính xác khi đo.
Xoay trục của thước từ từ, cho đến khi trục gần chạm vào đế của thước.
Xoay đuôi pan me cho bề mặt của trục và đế chạm nhau và tiếp tục xoay cho hai bề mặt áp
vào nhau với một áp lực qui đònh. Khi áp lực của hai bề mặt đúng qui đònh, cơ cấu truyền động
sẽ bò trượt khi ta tiếp tục xoay đuôi trục pan me. Cố đònh trục pan me bằng khoá hãm.
Một thước pan me được coi là chính xác, nếu vạch số 0 trên vành sắt thẳng hàng với đường
chuẩn trên ống bọc ngoài.
Nếu có sự sai lệch thước từ 0,02mm trở xuống, dùng khóa hiệu chỉnh để xoay ống bọc ngoài
của thước sao cho số 0 trên vòng sắt trùng với đường chuẩn trên ống bọc ngoài.
Khi sự sai lệch của thước lớn hơn 0,02mm, cố đònh trục bằng khóa hãm. Dùng chìa khóa nới lỏng
đuôi pan me và điều chỉnh điểm 0 trên vòng sắt trùng với đường chuẩn. Xiết chặt đuôi pan me và
kiểm tra lại.
18
Phương pháp sử dụng dụng cụ trong ngành ôtô
CÁCH ĐỌC PAN ME
Đọc phần nguyên phía trên ống bọc ngoài trước so với mép của vòng sắt.
Đọc phần dưới ống bọc ngoài. Vạch ở dưới đường chuẩn biểu thò 0,5mm.
Đọc vạch nào trên vòng sắt trùng với đường chuẩn.
PAN ME ĐO TRONG
Pan me đo trong dùng để đo kích thước bên trong của các chi tiết. Cấu tạo của pan me đo trong
tương tự như pan me đo ngoài, Chúng chỉ khác nhau về hình dạng.
19
Phương pháp sử dụng dụng cụ trong ngành ôtô
CÁCH SỬ DỤNG
Cách sử dụng của pan me đo trong phức tạp hơn pan me đo ngoài. Khi sử dụng chúng ta theo
phương pháp sau. Ví dụ, đo đường kính của xy lanh.
Cố đònh đầu cố đònh của pan me trong lòng xy lanh và sau đó hiệu chỉnh pan me theo chiều
tăng kích thước của dụng cụ, đồng thời di chuyển đầu hiệu chỉnh được theo phương đứng để
xác đònh kích thước bé nhất. Xác đònh điểm này bằng cách ghi nhớ.
Sau đó di chuyển pan me theo chiều ngang đi qua điểm vừa xác đònh trên và xác đònh đường
kính lớn nhất. Khóa dụng cụ và đọc trò số này tương tự như pan me đo ngoài.
IV. SO KẾ
So kế là dụng cụ đo có phạm vi đo không lớn, đa số được sử dụng để phát hiện sự chênh lệch các
kích thước. So kế thường được dùng để đo khoảng dòch chuyển bé, kiểm tra sự bằng phẳng, độ
cong của trục, độ đảo các chi tiết chuyển động quay…
Độ chính xác của so kế thông thường là 0,01mm và phạm vi đo là 10mm. Có loại so kế có độ chính
xác 0,001mm và phạm vi đo là 3mm.
Mặt số chính có đường kính lớn và làm việc với kim lớn, khoảng cách mỗi vạch của mặt số chính
là 0,01mm hoặc 0,001mm. Mặt số phụ có đường kính nhỏ và làm việc với kim nhỏ, khoảng cách
mỗi vạch là 1mm hoặc 0,1mm. Khi kim lớn quay một vòng thì kim nhỏ thực hiện đúng một vạch.
Một số so kế được chế tạo đặc biệt mang tính chất chuyên dùng như so kế chuyên để đo chiều
sâu…
20
Phương pháp sử dụng dụng cụ trong ngành ôtô
CÁCH SỬ DỤNG
Bảo đảm trục so kế di chuyển nhẹ nhàng.
Trục so kế phải đặt vuông góc với bề mặt cần kiểm tra.
Khi đọc trò số, mắt phải nhìn thẳng vào mặt đồng hồ.
Khi sử dụng, so kế được kết hợp với đồ gá.
VÍ D: Để kiểm tra độ cong của trục khuỷu chúng ta thực hiện như sau:
1. Đặt khối chữ V lên mặt chuẩn.
2. Đặt trục khuỷu lên hai khối chữ V.
3. Đặt đầu trục so kế chạm nhẹ vào bề mặt cần kiểm tra.
4. Xoay trục từ từ đúng vò trí mà kim lớn so kế chỉ giá trò nhỏ nhất.
5. Xoay mặt đồng hồ sao cho vạch số 0 trùng với kim lớn của so kế.
6. Bằng cách xoay trục từ từ và đọc tổng sự di chuyển của hai kim so kế.
V. CA LIP
Ca lip là dụng cụ đo được sử dụng gần giống như so kế . Ca lip có hai loại, đó là loại đo trong và
loại đo ngoài. Ca lip đo trong được sử dụng để đo các đường kính nhỏ mà pan me đo trong không
thể đo được.
Ví dụ: Kiểm tra đường kính trong của ống kềm xú pap.
1. Đo sơ bộ đường kính trong của ống kềm bằng thước kẹp. Thí dụ là 8,40mm.
21
Phương pháp sử dụng dụng cụ trong ngành ôtô
2. Chọn pan me đo ngoài 0 – 25mm và đặt nó vào đồ gá pan me.
3. Chỉnh độ lớn của pan me là 8,50mm và khoá dụng cụ lại.
4. Đưa hai càng đo của calip vào pan- me như hình vẽ.
5. Di chuyển càng đo ca lip, xác đònh vò trí kim trên so kế chỉ giá trò bé nhất và xoay mặt ngoài
của đồng hồ sao cho số 0 trên mặt đồng hồ ngay với kim. Lấy ca lip ra ngoài.
6. Ấn nút bấm trên đồng hồ để khép càng đo và đưa nó vào ống kềm xú pap và xác đònh đường
kính trong giống như pan me đo trong. Đọc giá trò trên ca lip so với số 0 trên mặt đồng hồ.
7. Ví dụ kim của đồng hồ lệch so với số 0 trên mặt đồng hồ về phía nhỏ là 8 vạch. Tức là đường
kính trong ống kềm xú pap nhỏ hơn kích thước của pan me là 0,08mm.
8. Đường kính trong của ống kềm xú pap là: 8,50mm – 0,08mm = 8,42mm.
VI. DỤNG CỤ ĐO XY LANH
Đây là dụng cụ chuyên dùng được chế tạo để kiểm tra đường kính trong của xy lanh. Nó bao gồm
một so kế, bộ phận cảm nhận và thanh nối.
Sự di chuyển của đầu di động ở bộ cảm nhận được thông qua các cơ cấu và được biểu thò trên kim
của so kế.
Ví dụ: Kiểm tra đường kính xy lanh.
1. Dùng thước kẹp đo sơ bộ đường kính
xy lanh. Ví dụ 80,90mm
2. Kiểm tra sự di chuyển nhẹ nhàng của
đầu di động và so kế.
3. Chọn trục thay thế ở vò trí 80mm và
chọn vòng đệm có kích thước 1mm
trong hộp dụng cụ đo. Gá chúng vào
bộ cảm nhận.
4. Chỉnh pan me đo ngoài có kích thước
là 81mm.
5. Đặt đầu đo vào pan me và hiệu chỉnh
số 0 trùng với kim dài của so kế.
6. Đặt nghiêng dụng cụ đo vào xy lanh cần kiểm tra. Giữ cố đònh đầu của bộ cảm nhận và dòch
chuyển đầu có trục thay thế di chuyển theo như hình vẽ bên dưới. Xác đònh đường kính bé nhất
trên so kế. Ví dụ độ lệch của kim so kế so với số 0 là 5 vạch về phía nhỏ. Tức đường kính đang
22
Phương pháp sử dụng dụng cụ trong ngành ôtô
đo nhỏ hơn kích thước 81mm của pan me là 0,05mm. Vậy đường kính tại vò trí đang đo là:
81mm – 0,05mm = 80,95mm
VII. NHỰA KIỂM TRA KHE HỞ
Để kiểm tra khe hở dầu một cách nhanh nhất, người ta sử dụng cọng nhựa tiêu chuẩn để kiểm tra.
Trong động cơ ôtô, cọng nhựa dùng để kiểm tra khe hở dầu trục cam, khe hở đầu to thanh truyền,
khe hở cổ trục chính…
Vỏ cọng nhựa có màu xanh lá dùng để đo khe hở từ 0,025 đến 0,076mm, màu đỏ đo khe hở từ
0,051 đến 0,152mm và màu xanh từ 0,102 đến 0,229mm. Trước khi đo khe hở phải lựa chọn kích
thước cọng nhựa phù hợp .
PHƯƠNG PHÁP ĐO
Ví dụ:
ï Kiểm tra khe hở lắp ghép giữa đầu to thanh truyền và chốt khuỷu.
1. Tháo nắp đầu to thanh truyền ra khỏi chốt khuỷu và làm sạch bề mặt cần kiểm tra.
2. Cắt cọng nhựa có chiều dài bé hơn chiều dài của cổ trục và đặt nó dọc theo đường sinh của
chốt khuỷu.
3. Lắp nắp đầu to thanh truyền trở lại
đúng vò trí.
4. Dùng cần xiết mô men xiết đều và
đúng trò số mô men qui đònh
5. Tháo nắp đầu to và dùng vỏ bao cọng
nhựa để xác đònh trò số khe hở dầu.
Chú ý: Trên vỏ bao cọng nhựa bằng giấy
cho chúng ta các bề rộng khác nhau và bên
cạnh có cho trò số khe hở. Do vậy, chúng ta
chỉ cần xác đònh bề rộng của cọng nhựa
trên chốt khuỷu khớp với một bề rộng trên
vỏ bao, chúng ta sẽ xác đònh được khe hở
đang đo của cổ trục.
23
Phương pháp sử dụng dụng cụ trong ngành ôtô
VIII. CĂN LÁ
Căn lá dùng để xác đònh khe hở giữa hai bề mặt bằng phương pháp tiếp xúc. Căn lá là những lá
thép có hai mặt đo song song, chiều dày của nó đã được xác đònh trước.
Căn lá tập hợp thành bộ, kẹp chặt trong vỏ kim loại theo thứ tự bề dày tăng dần. Bề dày của căn lá
thường thay đổi từ 0,03mm đến 1mm.
Căn lá thường được dùng để kiểm tra độ cong vênh của nắp máy và thân máy, kiểm tra khe hở dọc
thanh truyền, khe hở các bánh răng của bơm nhớt, điều chỉnh khe hở xú pap…
CÁCH SỬ DỤNG
Trước khi đo cần phải lau sạch các lá thép và các chi tiết cần đo, sự dính dầu nhớt cặn bẩn… sẽ
làm cho kết quả đo không chính xác.
Chúng ta có thể ghép nhiều lá thép lại với nhau để đo, nhưng bảo đảm sự sai số của các lá thép
ghép lại là nhỏ nhất.
Khi đo đặt căn lá vào giữa hai chi tiết cần đo khe hở. Nếu căn lá di chuyển nhẹ nhàng giữa hai bề
mặt, phải sử dụng căn lá có bề dày lớn hơn cho đến khi cảm nhận được sự di chuyển của căn lá có
một lực cản nhất đònh. Bề dày căn lá chính là khe hở giữa hai bề mặt chi tiết.
IV. COM- PA
Có hai loại com pa. Đó là com pa đo trong và com pa đo ngoài. Com pa đo trong được sử dụng để
đo các kích thước bên trong mà các dụng cụ khác khó thể đo được.
Phương pháp sử dụng com pa đo trong giống như pan-me đo trong. Kích thước sau khi kiểm tra
được xác đònh lại bằng thước cặp hoặc bằng pan me. Người ta thường dùng com pa để so sánh các
kích thước với nhau.
24
Phương pháp sử dụng dụng cụ trong ngành ôtô
X. CÁC LOẠI DỤNG CỤ KHÁC
Ngoài các loại dụng cụ thông dụng được giới thiệu ở các phần trên, người ta còn chế tạo rất nhiều
loại khác như dưỡng đo bước ren, dụng cụ đo góc, êke, dụng cụ kiểm tra hiệu chỉnh khe hở bu gi,
thước thẳng…
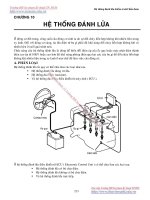
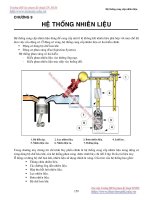
E. THIẾT BỊ KIỂM TRA ĐỘNG CƠ
Thiết bò kiểm tra động cơ có rất nhiều và rất đa dạng. Để kiểm tra, chẩn đoán ôtô người ta dùng
các thiết bò sau:
Máy phân tích khí thải.
Dụng cụ kiểm tra thời điểm đánh lửa và đo số vòng quay động cơ.
Đồng hồâ đo áp suất nén. Đồng hồ đo độ chân không trong đường ống nạp.
Dụng cụ tạo chân không bằng tay.
Dụng cụ kiểm tra áp suất nhiên liệu động cơ phun xăng.
Thiết bò kiểm tra và chẩn đoán động cơ xăng.
Đồng hồ đo góc ngậm điện – Số vòng quay động cơ.
Dụng cụ đo các loại xung cầm tay.
Dụng cụ kiểm tra cảm biến ôxy.
25