BAI GIANG CONG NGHE KIM LOAI CHƯƠNG 4 cán KIM LOẠI
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (163.74 KB, 5 trang )
CHƯƠNG 4
CÁN VÀ KÉO KIM LOẠI
4.1. CÁN KIM LOẠI
4.1.1. Thực chất của quá trình cán.
Cán là phương pháp gia công kim loại bằng áp lực trong đó kim loại được biến dạng
qua khe hở giữa hai trục cán quay ngược chiều nhau, khe hở nhỏ hơn vật cán.
Hình dạng kích thước khe hở giữa hai trục cán quyết định hình dạng kích thước
tiết diện ngang của sản phẩm cán.
- Khi máy cán có trục cán là hình trụ trơn ta sẽ cán được những tấm mỏng, các
băng kim loại .
- Khi máy cán bằng các trục cán có các rãnh định hình ta sẽ được các vật cán
có tiết diện khác nhau như tiết diện đường ray xe lửa, tiết diện chữ I, chữ U v. v…
- Các phương pháp cán chủ yếu là cán dọc, cán ngang, cán nghiêng. Hầu hết
các trường hợp cán kim loại thường là cán dọc được sử dụng tới 90% trong công
nghiệp cán.
- Cán dọc được thực hiện trên máy cán có hai trục song song quay trái chiều
nhau, phôi kim loại dịch chuyển vuông góc với đường tâm trục cán .
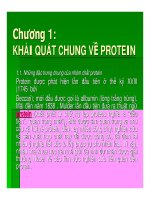
* Các thông số biểu thị khi cán:
α
N
T
hình 4.1
- Hệ số kéo dài:
µ=
l1 F0
=
l 0 F1
l0, F0: Chiều dài, diện tích phôi cán
l1, F1: Chiều dài, diện tích tiết diện sau khi cán
- Lượng ép tuyệt đối: h = h0 – h1= D(1-cosα)
D: Đường kính trục
α: Góc ăn
- Phản lực N
N X = N . sin α
N Y = N . cos α
37
- Lực ma sát T
TX = T . cos α = N . f . cos α
TY = T . sin α
* Biện pháp công nghệ tăng hệ số ma sát bằng cách:
- Khoét rãnh , hạ nhiệt độ ở đầu phôi.
- Bôi các chất tăng ma sát.
- Thay đổi độ hở giữa hai trục cán.
4.1.2. Phân loại các phương pháp cán :
- Cán có thể thực hiện ở trạng thái cán nóng và cán nguội.
+ Cán nóng có ưu điểm : Dễ biến dạng do kim loại có độ dẻo cao, năng suất cao, lực cán nhỏ.
Nhưng chất lượng bề mặt kém vì có vẩy sắt trên mặt phôi khi nung. Do đó cán nóng dùng để
cán thô, cán tấm dày, cán thép hợp kim.
+ Cán nguội khắc phục được các khiết tật của cán nóng : Bề mặt nhẵn bóng, kích thước chính
xác nhưng năng suất thấp, lực cán lớn, khuôn chóng mòn nên dùng để cán tinh, cán thép
mỏng, cán kim loại mềm dẻo.
+ Ngoài ra còn có các phương pháp cán theo chiều quay của trục cán như cán ngang, cán dọc,
cán nghiêng.
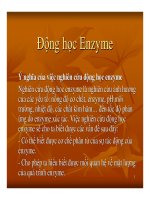
4.1.3. Cán sản phẩm cán.
- Công nghệ cán được sử dụng để cán rất nhiều loại kim loại ( như thép, nhôm, hợp kim
nhôm, đồng…) Sản phẩm cán rất đa dạng và phong phú, có nhiều loại hình.
Hình 4.2
- Loại hình: Có thể chia làm 2 nhóm:
+ Đơn giản: Là loại có tiết diện vuông, tròn, tam giác, chữ nhật, bầu dục, bán nguyệt…
+ Phức tạp: Là loại có tiết diện hình chữ T , L , I, U, thép góc, thép đường ray,…
- Loại tấm:
+ Tấm dày: Từ 460 mm hoặc lớn hơn, rộng từ 600mm đến5000mm, dài từ 4000mm
đến12000mm.
+ Tấm mỏng: Từ 0,2mm đến 3,75mm.
+ Dải: Là các dải dài có chiều rộng từ 200mm đến180m, chiều dài từ 100mm đến
60000mm,dày từ 0.2 đến 2mm.
38
- Loại ống: Có 2 loại:
+ Ống không có mối hàn
+ Ống có mối hàn
- Loại hình dạng đặc biệt: Như các chi tiết loại bi, các chi tiết có hình dạng phức tạp.
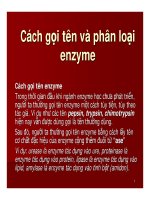
4.1.4. Thiết bị cán.
- Gía cán: Để lắp trục cán, có thiết bị điều chỉnh khoảng cách giữa các trục cán.
- Trục cán: Gồm trục cán trơn và trục cán lỗ hình : Bánh cán; Cổ trục; Đầu chữ thập
Hình 4.3
- Hộp giảm tốc: Giảm tốc độ từ trục động cơ đưa đến trục cán
- Hộp bánh răng chữ V: Nhận chuyển động từ hộp giảm tốc, qua các bánh răng chữ V để
phân phối trên trục cán.
Tất cả các bộ phận trên được cố định trên nền cán.
4.2. KÉO DÂY
4.2.1. Thực chất của quá trình kéo dây kim loại.
- Là quá trình kéo phôi kim loại qua lỗ khuôn kéo làm cho tiết diện ngang của phôi giảm và
chiều dài tăng. Các sản phẩm có thể đạt độ chính xác cấp 2 đến cấp 4.
- Độ bóng và độ chính xác thấp hơn sản phẩm kéo nguội.
- Mỗi lần kéo qua khuôn, tiết diện phôi giảm từ 15% đến 35%.
σ
d0 =
1+
ρ (1 + f . cot gα )
d1
K: Hệ số kéo cho phép.
d0,d1: Đường kính phôi trước và sau khi kéo.
σ : Giới hạn bền trung bình của kim loại(N/mm2).
f : Hệ số ma sát.
ρ : Áp lực khuôn kéo lên kim loại(N/mm2).
α : Góc nghiêng lỗ khuôn.
* Tính số lần kéo n.
Từ đường kính ban đầu d đến đường kính cuối cùng dn phải kéo qua các khuôn kéo trung
gian thì:
K=
Lần kéo 1: K= d 0 -> d1 = d 0
d1
K
Lần kéo 2: K= d1/d2 -> d2 = do/K2
Lần kéo n: K= d n-1 /dn -> dn = do/ Kn
Kn= do /dn=
n.lgK= (lgd0 - lgdn)
-> n = (lgd0 - lgdn)/ lgK
* Tính lực kéo dây:
39
- Lực kéo dây có thể được xác định theo công thức :
P = σ .F.lg(1+f.cotg ) (N)
σ : Giới hạn bền của kim loại(N/mm2)
F0,F1: Tiết diện trước và sau khi kéo (mm2)
f: Hệ số ma sát giữa kim loại và khuôn.
4.2.2. Dụng cụ và thiết bị kéo dây.
4.2.2.1. Khuôn kéo
* Quá trình kéo được thực hiện trên máy kéo qua một dụng cụ có lỗ gọi là khuôn kéo.
Khuôn kéo gồm các vùng cơ bản sau:
- Phần vuốt nhỏ I để làm biến dạng phôi.
- Phần làm trơn II.
- Phần vuốt nhẵn III.
- Phần thoát IV
Hình 4.4. Khuôn kéo
Phần vuốt nhẵn thường là hình trụ còn các hình khác đều là hình côn.
Khuôn thép có thể dùng bằng thép dụng cụ hoặc hợp kim cứng tuỳ theo tính chất vật
kéo. Để giảm bớt ma sát ở khuôn kéo người ta dùng các chất bôi trơn như dầu, mỡ, bột xà
phòng v.v… Muốn phục hồi lại tính chất ban đầu sau khi kéo ta phải ủ để làm mất lớp biến
cứng mặt ngoài.
1.Vùng bôi trơn có góc 900 chứa chất bôi trơn để phôi đi vào dễ dàng
2. Vùng biến dạng, góc 2 α ( 2 α = 60 ÷ 180 )
3. Vùng định đường kính l3 =1/2 d
4. Vùng thoát khuôn, có góc bằng 60 0 ,để phôi thoát khuôn được dễ dàng, tránh xướt bề
mặt sản phẩm kéo.
- Vật liệu để làm thân khuôn thường là hợp kim cứng và thép dụng cụ thuộc nhóm
thép khuôn dập nguội ( CD80, CD120 ), hợp kim cacbit W, thép hợp kim Cr-Ni.
- Đế khuôn làm bằng thép thường và hàn chặt vào máy kéo.
4.2.2.2 Máy kéo dây
-Thiết bị kéo gồm 2 loại:
40
+ Máy kéo thẳng: Dùng để kéo dây hoặc ống có đường kính lớn, lực kéo từ 0.2 đến 75
tấn, tốc độ kéo từ 15 m/ph đến 45 m/ph.
Dùng bộ phận truyền động xích, trục vít, đai ốc, thanh răng và bánh răng.
+ Máy kéo có tang cuộn loại không trượt hoặc có trượt, dùng dây kéo hoặc thỏi có đường
kính 4.5 đến 16mm. Dùng hệ thống ròng rọc làm căng dây.
Hình . :Máy kéo có tang cuộn: 1.Ống cuộn; 2.Khuôn kéo; 3.Trống.
Hình 4.5
41