Tài liệu Các phương pháp gia công tiên tiến pdf
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.17 MB, 45 trang )
Các phương pháp gia công tiên tiến
Các phương pháp gia
công tiên tiến
Công nghệ tạo mẫu nhanh
1
Các phương pháp gia công tiên tiến
I. SƠ LƯỢC VỀ LỊCH SỬ PHÁT TRIỂN
I. 1 . Giới thiệu:
Việc chế tạo máy tính, nổi bật là máy tính cá nhân (PC) và máy tính mini đã làm thay đổi các
phương thức làm việc ở xí nghiệp. Đặc biệt là máy tính đã được ứng dụng trong nhiều lĩnh vực như:
thiết kế (CAD-Computer Aided Design) ,chế tạo (CAM- Computer Aided Manufacturing), gia công
điều khiển số nhờ máy tính (CNC- Computer Numerical Control). Và hệ thống tạo mẫu nhanh ra đời
với sự tạo mẫu trên môi trường CAD. Bảng 1 dưới đây chỉ ra lịch sử của nhiều công nghệ khác nhau
từ việc đánh giá bắt đầu các giai đoạn.
Bảng 1
I. 2. Khái niệm chung về tạo mẫu nhanh:
Tạo mẫu nhanh (Rapid Prototyping –RP) là công nghệ thiết kế mẫu tự động nhờ quá trình
CAD (thiết kế với sự trợ giúp của máy tính). Với những máy in ba chiều cho phép người thiết kế tạo
ra những mấu hữu hình, truyền ý tưởng thiết kế của họ đến công nhân hoặc khách hàng , ngoài ra tạo
mẫu nhanh còn được sử dụng thiết kế thử những sản phẩm mới.
Tất nhiên “nhanh” là một thời gian tương đối. thong thường, thời gian tạo ra một mẫu mới mất khoảng
3 -72 giờ phụ thuộc vào độ phức tạp của mẫu. So với việc tạo mẫu bằng máy truyên thống thì mất
nhiều tuần đến nhiều tháng thì việc tạo mẫu ở đây là nhanh hơn nhiều.Vì vậy, RP giúp các nhà sản
xuất nhanh chóng đưa sản phẩm ra thị trường và giảm chi phí sản xuất.đó là ưu điểm nổi bật của quá
trình tạo mẫu nhanh.
Công nghệ tạo mẫu nhanh
Năm Công nghệ
1770
1946
1952
1960
1961
1963
1988
Cơ giới hoá
Máy tính đầu tiên
Máy gia công điều khiển kỹ thuật số tự động
Đầu tiên thương mại hoá thiết bị laser
Đầu tiên thương mại hoá robot
Hệ thống sơ đồ tác động tự động
Hệ thống tạo mẫu nhanh tự động
2
Các phương pháp gia công tiên tiến
I. 3. Ba thời kì của quá trình tạo mẫu nhanh:
Mục đích của công nghệ này là mô hình hoá các ý tưởng thiết kế.như vậy mẫu được làm
theo yêu cầu ban đầu của người thiết kế trước khi bắt đầu quá trình sản xuất thực. Các hình thức tạo
mẫu như:hớt vật liệu, gia công cắt gọt, tạo mẫu khuôn,…với nhiều loại vật liệu như:kẽm, urethanes,…
Do đó , trong phạm vi thí nghiệm thì tạo mẫu nhanh là thích hợp nhất.
Bảng tóm tắt các thời kỳ tạo mẫu và tạo mô hình:
Mô hình hình học Quá trình tạo mẫu
Thời kỳ 1:khung tạo toạ độ 2D
• Giữa thập niên 60
• Khuynh hướng:
-Sơ đồ mạch đưa ra trong các bo mạch
-Qua sát kế hoạch cho từng thành phần kỹ
thuật.
• Kỹ thuật tạo mẫu có trong tự
nhiên.
Thời kỳ 1: tạo mẫu thô sơ
• Thực hiện cách đây nhiều thế kỷ.
• Thực hiện tạo mẫu xem như một
nghề khéo léo:
-Mẫu được làm theo truyền thống và
làm bằng tay.
-Dùng vật liệu truyền thống để tạo ra
mẩu.
• Công nghệ tạo mâu rất tự nhiên.
Thời kỳ 2: mô hình mặt và đường cong 3D.
• Giữa thập niên 70.
• Gia tăng mức độ phức tạp.
• Thể hiện nhiều thong tin cấp độ
chính xác về tạo dáng, kích thước
và đường viền bề mặt của từng chi
tiết.
Thời kỳ 2: phần mềm hay quá trình tạo mẫu
ảo.
• Giữa thập niên 70.
• Gia tăng mức độ phức tạp.
• Phần mềm có thể cung cấp ứng
suất, có thể mô phỏng và kiểm tra
vớ các thiết bị chính xác và các
tính chất đặc trưng khác.
Thời kỳ 3: mô hình dạng khối.
• Từ những năm đầu của thập niên
80.
• Các góc, các bề mặt, lỗ được lien
kết với nhau tạo thành chi tiết.
• Từ bên ngoài máy tính có thể tính
chính xác các các bộ phận bên
trong của chi tiết. tuy nhiên vấn đề
là nó không còn dấu vết trên bề
mặt và các phần giao của bề mặt
và gốc.
• Mô hình vẫn chưa được rõ rang
nhưng có độ chính xác cao.
Thời kỳ 3: tạo mẫu nhanh.
• Từ những năm đầu của thập niên
80.
• Lợi ích của việc tạo mẫu nhanh là
thực hiện việc tạo mẫu trong thời
gian rất ngắn, đây là ưu điểm nổi
bật của phương pháp này.
• Sản phẩm của tạo mẫu nhanh có
thể dung để kiểm tra các mẫu được
sản xuất bằng các phương pháp
khác.
• Thiết bị có thể trợ giúp mẫu trong
quá trình sản xuất.
I. 3. a :Thời kỳ 1: tạo mẫu bằng tay:
Ra đời cách đây vài thế kỷ , các mẫu điển hình không có độ phức tạp cao và chế độ tạo mẫu mất
khoảng 4 tuần. Phương pháp tạo mẫu phụ thuộc vào tay nghề và thực hiện công việc một cách cực
kỳ nặng nhọc.
I.3.b:Thời kỳ 2: phần mềm tạo mẫu hay tạo mẫu ảo.
Công nghệ tạo mẫu nhanh
3
Các phương pháp gia công tiên tiến
Khoảng đầu thập niên 70, thời kỳ này đã có phần mềm tạo mẫu hay tạo mẫu ảo.Việc ứng
dụng CAD/CAE/CAM đã trở nên rất phổ biến. phần mềm tạo mẫu sẽ phát hoạ trên máy vi tính
những suy tưởng , ý tưởng mới.các mẫu này như là một mô hình vật lý: được kiểm tra, phân tích
cũng như đo ứng suất và sẽ được hiệu chỉnh cho phù hợp nếu chúng chưa đạt yêu cầu. Thí dụ nhu
phân tích ứng suất và sức căng bề mặt chất lỏng có thể dự đoán bởi vì có thể xác định chính xác
các thuộc tính và tính chất của vật liệu.
Các mẫu trong thời kỳ này trở nên phức tạp hơn rất nhiều so với thời kỳ đầu khoảng trên 2 lần, tức
khuynh hướng cho việc tạo mẫu tăng lên khoảng 16 tuần.Việc vận dụng tốt hơn các máy gia công
chính xác đã cải thiện tốt hơn các tính chất vật lý của mẫu.
Sự tiến bộ trong lĩnh vực tạo mẫu nhanh trong thời kỳ 3 có sự trợ giúp rất lớn của quá trình tạo
mẫu ảo nhưng vẫn còn những giới hạn tồn tại so với công nghệ tạo mẫu nhanh.
Các vấn đề đó bao gồm:
Sự giới hạn về vật liệu (bởi vì các chi phí và cách sử dụng cho từng vật liệu không giống
nhau để tạo chi tiết).
Không có khả năng thực hiện quá tình như những gì ghi trên bản thảo.
Có thể độ tin cậy dữ liệu thấp hay không có.
Những vấn đề này được tập hợp từ qui trình công nghệ tạo mẫu nhanh đến quá trình phân tích giới
hạn các bộ phận cấu tạo.trong ứng dụng phân tích động học và động lực học, phần mềm sẽ phân tích
các tính chất vật lý của nhiều oại vật liệu khác nhau như: thép, nước đá, nhựa, đất sét, hay một số vật
liệu truyền thống khác. Phần mềm sẽ tính toán như là trên một mô hình thật sự, điều này có ý nghĩa rất
lớn cho quá trình sản xuất- hạn chế phế phẩm.
I.3. c :Thời kỳ 3: quá trình tạo mẫu nhanh:
Quá trình tạo mẫu rỗng thích hợp cho việc sản xuất trên bàn nâng hay công nghệ sản xuất
lớp, công nghệ này thể hiện quá trình phát triển tạo mẫu trong thời kỳ thứ 3.
Việc phát minh ra các thiết bị tạo mẫu nhanh là một phát minh quan trọng, đã đáp ứng yêu
cầu của giới kinh doanh trong thời kỳ này: giảm thời gian sản xuất, độ phức tạp của mẫu tăng, giảm
chi phí. Mức độ phức tạp của chi tiết tăng lên gấp ba lần mức độ phức tạp mà các chi tiết đã được làm
vào những năm của thập niên 70 do người tiêu dung đòi hỏi cao về chất lượng lẫn mẫu mã,..
Nhờ vào công nghệ tạo mẫu nhanh nên thời gian trung bình để tạo thành một chi tiết chỉ
còn lại 3 tuần so với 16 tuần ở thời kỳ thứ 2. Năm 1988, hơn 20 công nghệ tạo mẫu nhanh đã được
đưa vào sử dụng.
Nền tảng của quá trình tạo mẫu nhanh:
Các phương pháp tạo mẫu nhanh khác nhau nhưng thường có chung một nền tảng cơ sở như sau:
Mẫu hay một bộ phận chi tiết được thiết kế trên những phần mềm cad và gia công bằng kỹ
thuật số. Mẫu phải thể hiện đấy đủ lý tính để có thể sản xuất và phải thể hiện như một mặt
kín với kích thước giới hạn rõ ràng. Đó là các dữ liệu bên trong, bên ngoài và cả phạm vi
giới hạn của mẫu.
Mô hình dạng khối hay mô hình bề mặt dung để tạo ra lớp kế tiếp có thể thay đổi được ở
file kích thước “.STL” mà các file này khở đầu các hệ thống 3D. file kích thước “ .stl” có
kích thước gần đúng các bề mặt của mô hình đa giác. Các mặt cong bậc cao phải dùng
nhiều mô hình đa giác , điều này có nghĩa là các file .stl dùng cho các chi tiết mặt cong
phải có dung lượng rất lớn. Tuy nhiên có một vài hệ thống tạo mẫu nhanh chỉ chấp nhận
các dữ liệu IGES để cung cấp chính xác các đặc tính.
Công nghệ tạo mẫu nhanh
4
Các phương pháp gia công tiên tiến
Máy tính phân tích file .stl để xác định rõ ràng mô hình cho sản xuất và các lớp mỏng trên
mặt cắt ngang. Bề mặt cắt ngang được tạo ra theo phương pháp hạ dần xuống trong suốt
quá trình hoá cứng của chất lỏng hay bột và sau đó hợp thành mẫu 3D. Một khả năng khác
là bề mặt cắt ngang có thể là lớp mỏng hay ở dạng khối, những lớp mỏng có thể được liên
kết với nhau để hình thành nên một mẫu 3D. Các phương pháp tạo mẫu tương tự khác
cũng có thể dung cho công việc tạo mẫu.
Tóm lại, sự phát triển của quá trình tạo mẫu nhanh được thể hiện qua 4 vấn đề quan
trọng: cung cấp dữ liệu, các phương pháp, vật liệu và các ứng dụng.
Cung cấp dữ liệu :
Dữ liệu 3D cung cấp được chuyển đến bằng các tín hiệu điện tử theo yêu cầu để mô tả các
vấn đề có lien quan đến vật thể. Có 2 vấn đề quan trọng: mô hình trên máy hay một mô hình
vật thể. Hệ thống cad đã tạo ra mô hình trên máy tính, mô hình này có thể ở dạng mặt phẳng
hay dạng khối. không phải tất cả các mô hình vật thể đều đơn giản, nó yệu cầu thu thập dữ liệu
để đưa ra một phương pháp đối lập.trong công nghệ đối lập này được trang bị đầy đủ như các
thiết bị đo toạ độ (cmm) và bộ mã hoá laser.
Các phương pháp :
Hiện nay đã có hơn 20 nhà sản xuất hệ thống tạo mẫu nhanh, ta có thể phân tích thành một số
cấp bậc sau: xử lý quang hoá (chùm laser đơn, chùm laser đôi và đèn mạ), gia công và dán lien
kết, sự nung nóng và sự hoá rắn/sự hoá lỏng và sự lien kết sự bó buộc.
Vật liệu:
Vật liệu có thể ở dạng khối (rắn), dạng lỏng và dạng bột. ở dạng khối có các hình thức khác
nhau như: viên , dây hay phiến mỏng. một số vật liệu đang sử dụng hiện nay là giấy, nilon,
sáp, kim loại và đất sét.
Các ứng dụng:
Các ứng dụng có thể phân chia thành từng nhóm như: (1) thiết kế, (2) công nghệ, phân tích và
lập kế hoạch, (3) gia công cắt gọt và sản xuất. tạo mẫu nhanh đem lại lợi nhuận khổng lồ trong
các lĩnh vực như: vũ trụ không gian, tự động hoá, y-sinh học, điện-điện tử,….
Lợi thế của công nghệ tạo mẫu nhanh:
Các hệ thống tạo mẫu nhanh hiện nay đều là tự động, không gia công, không cần
khuôn mẫu mà vẫn có thể chế tạo trực tiếp các chi tiết trong khả năng chất lượng giới hạn. các
chi tiết được chế tạo từ phương pháp này có độ chính xác cao nhưng chất lượng bề mặt rất
kém vì không được gia công đến nguyên công cuối. vì thế, các sản phẩm này thường được gia
công tinh lại bằng phương pháp gia công khác. Công nghệ tạo mẫu nhanh rút ngắn thời gian
chế tạo một chi tiết rất nhiều và các dữ liệu thiết kế vẫn có thể sử dụng lại nên lợi nhuận từ
công nghệ này rất khổng lồ: lợi nhuận trực tiếp và lợi nhuận gián tiếp.
Lợi nhuân trực tiếp từ người thiết kế chế tạo, từ máy gia công và kỹ sư chế tạo.lợi nhuận gián
tiếp từ bộ phận tiếp thị và từ khách hàng
II. PHÂN LOẠI TẠO MẪU NHANH:
Dựa trên cơ sở vật liệu sản xuất có thể chia thành các ba loại:
Dựa trên cơ sở chất lỏng.
Dựa trên cơ sở dạng khối.
Dựa trên cơ sở dạng bột.
II.1 : TẠO MẪU NHANH DỰA TRÊN CƠ SỞ CHẤT LỎNG:
Công nghệ tạo mẫu nhanh
5
Các phương pháp gia cơng tiên tiến
II.1.1: Khái niệm chung:
Q trình tạo mẫu dựa trên cơ sở chất lỏng là một q trình lưu hố, vật liệu chuyển
đổi từ trạng thái lỏng sang trạng thái rắn. một số phương pháp tạo mẫu nhanh dựa trên cơ
sở chất lỏng:
1. Thiết bị tạo mẫu lạp thể SLA.
2. Thiết bị xử lý dạng khối cubital (SGC).
3. Thiết bị tạo mẫu dạng khối sony (SCS).
4. Thiết bị laser- tử ngoại tạo vật thể dạng khối misuibishi (SOUP).
5. Thiết bị tạo ảnh nổi của EOS.
6. Thiết bị tạo ảnh khối của Teijin Seikils.
7. Thiết bị tạo mẫu nhanh của Meiko cho ngành cơng nghệ đồ trang sức.
8. SLP của Denken.
9. COLAMM của Misui.
10. LMS của Fockele và Schwarze.
11. Thiết bị điêu khắc bằng ánh sang.
12. Thiết bị hai chùm laser.
II.1.2: Phương pháp tạo mẫu lập thể (SLA):
a. Ngun lý hoạt động:
Đầu tiên người ta đặt thiết bị nâng cách bề mặt chất lỏng một khoảng bằng với độ
dày của lớp vật liệu đầu tiên (tức là lớp nằm dưới cùng). Sau đó, chùm tia laser sẽ qt bề mặt
theo những đường viền của mặt cắt, bên trong đường viền được vạch dấu bằng những vạch
song song bằng cách dùng một mẫu vạch. Chất lỏng polime sao chép khi bị tác động của
chùm tia laser tử ngoại sẽ rắn lại hoặc là được xử lý. Bộ phận nâng được dịch chuyển xuống
phía dưới, và các lớp sau đó được chế tạo tương tự như vậy. các lớp liên kết lại với nhau thành
khối. Cuối cùng vật thể được lấy ra từ thùng đụng chất lỏng và chất lỏng còn lại thong thường
được sử lý trong lò nung đặc biệt.
Chùm tia laser làm rắn chất lỏng là HeCd-laser được cho thấy ở góc bên trái của hình
4 dưới đây. Chùm laser được dùng để đảm bảo bề mặt của chất lỏng ở vị trí đúng. Thanh qt
phá sức căng bề mặt giảm tối đa thời gian chế tạo mỗi lớp.
Bởi vì chi tiết được tạo thành trong mơi trường chất lỏng và bên trong vật thể còn chứa chất
lỏng polymer, do đó cần thiết phải thêm các kết cấu trợ giúp để tăng độ cứng chi tiết và để
tránh cho phần chi tiết đã được tạo thành chìm trong chất lỏng khơng bị nổi lên hoặc khơng bị
trơi nổi tự do ở trong thùng.
Thời gian qt chùm tia laser phụ thuộc vào hình dạng hình học của những đường viền,
mẫu vạch, tốc độ của tia laser và thời gian bao phủ (thời gian để một lớp của polyme sao chụp
chất rắn lại và thời gian để lớp cuối cùng rắn lại).
Cơng nghệ tạo mẫu nhanh
6
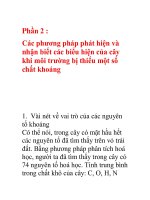
Hình 4. Nguyên lý hoạt động của phương pháp SLA
Gương
Thấu kính
HeCd-laser
Cơ cấu
nâng
Chất lỏng
polyme
Bàn gá
Hene-laser
thanh quét
Các phương pháp gia công tiên tiến
SLA không phải là quy trình công nghệ duy nhất trên cơ sở tạo mẫu lập thể (tạo hình lập thể).
Ngoài ra, SFF cũng tạo mẫu theo nguyên lý này, theo SFF, phương pháp laser photolithograpy
tạo ra những chi tiết bằng vật liệu acrylic hoặc epoxy trực tiếp từ một thùng chất lỏng polymer
bằng một tia laser quét qua.Cơ cấu nâng hạ trong thùng một khoảng rất nhỏ (0.254 mm- 2.54
mm) để chóng đổ vỡ đã đông kết và việc tạo hình chi tiết được chính xác.
b. Hệ thống thiết bị tạo mẫu nhanh với vật liệu chất lỏng:
Hầu hết chất lỏng của quá trình tạo mẫu nhanh để sản xuất chi tiết được chứa trong
một thùng to chứa chất lỏng, nhựa được sấy khô hay đông đặc dưới ánh sáng bức sạ của tia
laser. Việc sấy khô nhựa bằng tia laser trên bề mặt định hình làm cho nhựa được tôi lớp bề
mặt. Một khi lớp bên ngoài của chi tiết được hình thành thì lớp này được hạ xuống bằng một
hệ thống điều khiển cho phép lớp kế tiếp được tạo hình giống như lớp được tạo hình trước đó.
Công việc này cứ tiếp tục cho đến khi kết thúc.
Chất lỏng được dẫn vào hệ thống rót và chi tiết được chuyển đi xử lý điều này là cần
thiết. Có nhiều thay đổi trong công nghệ này do có nhiều nhà sản xuất và sự thay đổi này phụ
thuộc vào phương pháp quét laser, sấy khô nhựa lỏng, kiểu mẫu điển hình và cách sử dụng hệ
thống quang học.
c.Hệ thống thiết bị tạo hình lập thể 3D:
Nhà doanh nghiệp Raymond – S – Freed là những người đầu tiên phát minh ra hệ thống tạo
mẫu lập thể 3d vào những năm 1986.
Một vài kiểu máy thường được sử dụng như: SLA-250,SLA-190, SLA-350, SLA-500,
-Công nghệ của máy SLA-190 là công nghệ đầu tiên của phương pháp tạo mẫu nhanh và sử
dụng tia laser He-Cd.
-Máy cong nghệ SLA-250 là loại máy được sử dụng rộng rãi trên thế giới.
-Máy công nghệ SLA-350 là thế hệ mới của sla, tạo sản phẩm dạng khối ND: YV4 laser và
cho năng suất cao hơn 35% so với máy SLA-250 khi cùng tạo một chi tiết.
-Máy SLA-500 là đỉnh cao của thiết bị sản xuất 3D, nó sử dụng tia laser argon rất mạnh.
Bảng tóm tắt các đặc tính kỹ thuật của hệ thống sla:
Thieát bò SLA-190 SLA-250 SLA-350 SLA-500
Loaïi laser
He-Cd He-Cd YVO
4
Argon
Công nghệ tạo mẫu nhanh
7
Các phương pháp gia cơng tiên tiến
Cường độ laser (mW)
7,5 16 160 132-264
Đường kính tia laser (mm)
0,2-0,29 0,2-0,29 0,25 0,2-0,25
Độ phân giải theo đường
thẳng đứng của máy nâng
(mm)
0,0025 0,0025 0,0018 0,0018
Thể tích chứa (lít)
- 29,5 99,3 253,6
Không gian làm việc, XYZ
(mm.mm.mm)
190.190.25
0
250.250.25
0
350.350.4
00
508.508.5
80
Khối lượng lớn nhất của chi
tiết (kg)
_ 9,1 56,8 68,04
Bề dày lớp nhỏ nhất
(mm)
0,1 0,1 0,05 0,1
Kích thước từng đơn vò
(m.m.m)
0,7x1,2x1,6 0,7x1,2x1,6 1,0x1,0x2,
0
1,8x1,2x2,
0
Đơn vò điều khiển dữ liệu
PC PC PC PC
Nguồn năng lượng cung cấp
115 V
AC
15A
220 V
AC
8 A
115 V
AC
15A
220 V
AC
8 A
200-240
V
AC
16 A
200-
240V
AC
3 pha,
100A/pha
Tốc độ quét trên trục X-Y
0,762 0,762 5 5
Giá cả (US$)
70.000 100.000
-170.00
380.000 490.000
Tất cả các máy đều sử dụng chung một loại vật liệu sản xuất là loại nhựa lỏng được xử
lý để tạo ảnh. Chỉ có một vài loại nhựa sử dụng được và khả năng này phụ thuộc vào loại tia laser
trên máy và u cầu cơ học của chi tiết.
d.Các loại nhựa cảm quang polymer:
Có nhiều loại nhựa lỏng tạo hình, chúng sẽ bị hố cứng khi được chiếu tia điện tử bức
xạ, tia gamma, tia X, ….Phần lớn các loại tạo hình bình thường được xử lý trong trong tầm tác
dụng của tia tử ngoại. Nhựa tạo hình bằng tia tử ngoại là loại nhựa được biết đến từ sự nổ phát
quang và gây chất lỏng từ những đơn chức và chúng có thể có chứa một số chất độn và các chất
gây biến tính hố học khi gặp điều kiện do những u cầu cần thiết của máy.
Cơng nghệ tạo mẫu nhanh
8
Các phương pháp gia công tiên tiến
Mẫu tạo thành từ silicon.
Có thể định nghĩa nhựa cảm quang polymer là quy trình lien kết các phần tử nhỏ (đơn
chất) tạo thành chuỗi phân tử lớn (hợp chất cao phân tử).khi các chuỗi cao phân tử liên kết với chuỗi
khác tạo thành một dạng lien kết ngang của polymer. Quang hoá polymer bắt đầu bằng quang hoá do
một điểm xuất phát cảm ứng với nguồn năng lượng bức xạ.
Sự polymer hoá quang hoá polymer thường phụ thuộc vào nguồn năng lượng có ích hay là phản ứng
phát nhiệt. chất xúc tác được đưa vào theo yêu cầu của sự trùng hợp, vào thời gian thích hợp với tỷ lệ
thích hợp.
Nguồn gốc của sự phát sinh nguồn năng lượng quang hoá là sự nổ phát quang, là phản ứng
quang hoá photon để tạo ra gốc của chật xúc ta1ccho quy trình polymer hoá. Một số photon kết hợp lại
tạo nên nổ phát quang và nâng trạng thái kích thích lên cao. Một số trạng thái thay đổi gây phản ứng
nổ giữa các phân tử, sau khi thay đổi thành phần hoá học làm nguồn năng lượng thay đổi. sau đó, các
phần tử phản ứng với chuỗi đầu tiên trong bước, phản ứng trong chuỗi truyền đi cho đến khi kết thúc
phản ứng trùng hợp mới dừng lại.
Ở thời điểm polymer hoá là rất quan trọng, polymer có đầy đủ các liên kết ngang bởi vì thế
các phân tử trùng hợp sẽ không có phản ứng ngược lại tạo chất lỏng đơn chất. Do vậy, các dạng phân
tử polymer có liên kết đủ bền để khống chế điều kiện bền của cấu trúc, trong khi nhựa đã được xử lý
hoàn tất để có thể chịu những tác động khác nhau.
Sự hoá cứng nhự lỏng phụ thuộc vào mật độ năng lượng trên mỗi diện tích hoá cứng (thời
gian chiếu sang), trong lúc tiêu điểm nằm trên bề mặt của nhựa trùng hợp. Thời gian chiếu sáng phải
đủ để nhựa trùng hợp tạo thành khối cứng. Để duy trì được độ chính xác và tính nhất quán trong tạo
mẫu bằng phương pah1p SLA, phải xử lý chiều sâu và bề rộng của đường gia công. Thông số ảnh
hưởng đến năng suất và cấu trúc của mẫu là tính chất lý-hoá của nhựa, tốc độ và độ phân giải của hệ
thống quét quang học, nguồn năng lượng, song dài và loại tia laser được sử dụng, kích thước và vị trí
của tia laser, hệ thống bảo vệ và quá trình xử lý vị trí.
Sản phẩm và khuôn làm bằng phương pháp SLA.
II.1.3. Phương pháp xử lý trên cơ sở khối (SGC):
A. Khái quát chung:
Solid Ground Curing (SGC) do Công ty Cubital Ltd (Israel) phát triển.
Công nghệ tạo mẫu nhanh
9
Các phương pháp gia công tiên tiến
Công nghệ này cũng dựa trên cơ sở của STL: sử dụng tia cực tím và vật liệu chất dẻo cảm quang.
Điểm khác biệt ở phương pháp này là thực hiện cùng lúc cho tất cả các đối tượng trên 1 lớp, thông qua
nhiều đèn chiếu tia cực tím.
b. Nguyên lý làm việc:
Chi tiết được xây dựng từng lớp một từ vật liệu lỏng photopolymer. Loại vật liệu này sẽ bị
động cứng dưới tác dụng của tia cực tím. Bao gồm các bước được tiến hành như sau:
Chuẩn bị dữ liệu :dữ liệu được tạo từ cao phần mềm thiết kế.
Tạo mặt nạ : Mặt nạ này được tạo từ dữ liệu CAD nhập và in trên một nền trong suốt (thủy
tinh) bằng phương pháp tĩnh điện, giống như quá trình được sử dụng trong máy photocopy và máy
in laser. Một lớp màu đen sẽ phủ lên toàn bộ bề mặt trừ những tiết diện của sản phẩm thể hiện bằng
những miền trong suốt phản ánh chính xác mặt cắt ở lớp hiện hành của sản phẩm. Lớp màu đen này
có thể xóa được để tạo mặt nạ cho những lớp vật liệu tiếp theo.
Dưới tác dụng của chùm tia tử ngoại xuyên qua tấm thuỷ tinh khi tấm thuỷ tinh di chuyển
đến vị trí gần phía trên đỉnh của lớp mỏng chất lỏng polymer và chiếu vào thùng vật liệu bên dưới.
Phần vật liệu bị chiếu bởi tia tử ngoại sẽ được đông đặc nhanh chóng, cùng lúc này hình ảnh trên
tấm thuỷ tinh sẽ được xoá đi để chuẩn bị cho lớp tiếp theo.
Vật liệu dư không bị đông đặc sẽ được thu hồi lại, và khoảng trống xung quanh sản phẩm
đang được chế tạo sẽ được điền đầy bằng sáp (wax), có tác dụng như là bộ phận hỗ trợ trong suốt
quá trình tạo sản phẩm. Để đảm bảo cho quá trình hoá rắn nhanh, sáp lỏng được đông đặc bằng một
tấm làm nguội sáp. Sau đó, đầu phay sẽ làm nhẵn bề mặt sản phẩm và xác định đúng bề dày của một
lớp. Bộ phận đỡ sản phẩm sẽ dịch xuống đúng bằng chiều dày của một lớp và quá trình được lặp lại
cho đến khi hoàn thành sản phẩm.
c. Ưu và nhược điểm của phương pháp SGC.
Ưu điểm:
-Hệ thống xử lý song song: quá trình tạo mẫu và xử lý tinh xảy ra song song do đó tiết kiệm thời
gian từ 25-50%, giảm ứng suất bên trong và độ cong vênh sản phẩm.
-Không cần thiết kế kết cấu hỗ trợ .
-Đặc tính sản phẩm đồng nhất.
-Có thể chế tạo cùng lúc nhiều sản phẩm.
Nhược điểm:
-Giá thành hơi cao, thiết bị làm việc hơi ồn.
-Vật liệu sử dụng bị hạn chế.
-Phải qua giai đoạn hậu xử lý.
-Chi phí vận hành và bảo trì cao.
-Phải lấy sáp ra khỏi sản phẩm khi chế tạo xong.
d. Các lĩnh vực ứng của phương pháp SGC: các ứng dụngcủa GSC được chia thành
bốn vùng sau:
-Trong những ứng dụng chung như: kiểm tra kỹ thuật, phân tích chức năng, trưng bày sản
phẩm, nghiên cứu thị trường…
-Tạo mẫu đúc và tạocông cụ: đúc khuôn mẫu chảy, đúc khuôn cát, sản xuất tự do công cụ
nhanh bằng vật liệu nhựa.
-Tạo khuôn và công cụ: tạo công cụ bằng vật liệu Silicon-Rubber, epoxy, phun kim loại,
Công nghệ tạo mẫu nhanh
10
Các phương pháp gia cơng tiên tiến
acrylic, khn đúc thạch cao.
-Ứng dụng trong y học: chuẩn đốn, phẫu thuật, thiết kế các bộ phận giả thay thế
Cơng nghệ tạo mẫu nhanh
11
Nguyên lý gia công trên cơ sở khối (SGC).
Mặt nạ
Đèn thủy ngân
Sáp dư
Đầu phay
Sáp
Đế
Chất lỏng polyme
Tấm bảo vệ
Bộ phận làm sạch
Các phương pháp gia công tiên tiến
Công nghệ tạo mẫu nhanh
12
Các phương pháp gia công tiên tiến
II.2. TẠO MẪU NHANH DỰA TRÊN CƠ SỞ KHỐI :
II.2.1. Khái niệm chung :
Công nghệ tạo mẫu nhanh
13
Các phương pháp gia công tiên tiến
Ngoại trừ các vật liệu dạng bột, các hệ thống tạo mẫu nhanh với vật liệu cơ bản dạng khối có
lien quan đến tất cả các hình thức vật liệu dạng khối bao gồm các dạng: dây, cuộn, dát mỏng và dạng
viên.
Một số phương pháp tạo mẫu nhanh tượng trưng cho phương pháp này:
1. Thiết bị chế tạo vật iệu từng lớp mỏng (LOM).
2. Thiết bị mẫu làm nóng chảy của Stratasy (FDM).
3. Thiết bị dập nóng và chọc chất kết dính của KiRa.
4. Thiết bị tạo mẫu nhanh của Kenergy.
5. Thiết bị tạo mẫu 3D của Multi-Jet.
6. Thiết bị tạo mẫu nhanh của IBM.
7. Thiết bị tạo mẫu cát của công ty Model Maker MM-6B.
8. Sparx AB’S Hot Plot.
9. Tạo mẫu không gian giới hạn của Laser CAMM.
II.2.2. Phương pháp tạo mẫu nhanh Laminate Object Manufacturing (LOM ).
Công nghệ tạo mẫu LOM được phát minh bởi Michael Feygin vào năm 1985 và được tung ra
thị trường bởi công ty Helisy.
a . Nguyên lý làm việc của quá trình LOM : Được thể hiện trên hình vẽ bên dưới.
Đầu tiên, thiết bị nâng (đế) ở vị trí cao nhất cách con lăn nhiệt một khoảng bằng đúng độ
dày của lớp vật liệu, tiếp theo con lăn nhiệt sẽ cán lớp vật liệu này, dưới bề mặt của vật liệu có chất
kết dính mà khi được ép và gia nhiệt bởi trục lăn nó sẽ giúp lớp này liên kết với lớp trước. Hệ thống
quang học sẽ đưa tia laser đến để cắt vật liệu theo hình dạng hình học của mô hình đã tạo từ CAD.
Vật liệu được cắt bởi tia laser theo đường viền của mặt cắt lát. Phần vật liệu dư sẽ được thu
hồi bằng con lăn hồi liệu. Sau đó đế hạ xuống cấu nâng hạ xuống thấp và vật liệu mới được nạp vào,
cơ cấu lại nâng lên chậm đến vị trí thấp hơn chiều cao trước đó, trục cán sẽ tạo liên kết giữa lớp thứ
hai với lớp thứ bằng đúng chiều dày lớp vật liệu kế tiếp Chu kỳ này được lặp lại cho đến khi kết thúc.
Những vật liệu dư đóng vai trò như cơ cấu phụ trợ để đỡ cho chi tiết. Vật liệu dư này cũng được cắt
thành những đường ngang dọc (cross-hatch). Những đường giao tuyến song song này làm bong những
vật liệu dư để nó được lấy đi dễ dàng sau khi chế tạo
Sau đó, bề mặt của chi tiết có thể được đánh bóng, xi mạ, hoặc sơn phủ theo yêu cầu.
b. Vật liệu:
Theo nguyên tắc tất cả các vật liệu dạng tấm đều có thể sử dụng cho hệ thống LOM. Nhưng
thông thường LOM sử dụng nhiều nhất là giấy, plastic, gốm và vật liệu composite.
Công nghệ tạo mẫu nhanh
14
Các phương pháp gia công tiên tiến
Nguyên lý quá trình tạo mẫu LOM.
Công nghệ tạo mẫu nhanh
15
Các phương pháp gia công tiên tiến
Hình 3: Máy tạo mẫu LOM
c. Tấm mỏng (tấm kim loại):
Chúng ta có thể kết hợp những tấm kim loại mỏng thành những tấm dày hay mỏng, cùng
hay khác vật liệu trong một chi tiết. một lợi điểm của phương pháp sử dụng tấm mỏng là chi tiêt chỉ
bị cắt chu vi, trong khi hầu hết các phương pháp khác toàn bộ diện tích của chi tiết phải được gia
công. Do đó, kỹ thuật tấm mỏng có khả năng cho tốc độ sản xuất cao.
Kết dính giữa các tấm :
- Một lớp phủ polyme được sử dụng để kết dính các tấm lại với nhau bằng cách tăng
dần nhiệt độ.
- Một phương pháp khác được đề nghị là việc sử dụng những từ trường, vật liệu từ
tính có thể sử dụng như vật liệu tấm. từ tính sẽ kết dính các tấm với nhau, quá trình
kết dính không phụ thuộc vào nhiệt độ và những lớp phủ.
- Một giải pháp khác là sử dụng những tấm phẳng để chúng tự kết dính với nhau. Một
phương pháp ít phổ biến hơn dùng rung động. rung động có thể chứng minh việc chế
tạo trực tiếp những chi tiết kim loại kế tiếp bằng việc tạo mẫu tự do.
d. Một số đặc điểm kỹ thuật của LOM:
Công nghệ tạo mẫu nhanh
16
Các phương pháp gia cơng tiên tiến
-LOM-1015 và LOM-2030 đều dùng laser CO
2
,
LOM-1015 hoạt động ở cơng suất 25W và LOM-2030 là 50W.
Bảng tóm tắt đặc điểm kỹ thuật :
LOM-1015 LOM-2030
Quá trình Cán và cắt laser
Loại laser
CO
2
CO
2
Công suất laser (W)
25 50
Kích thước vết (mm)
0,25-0,35 0,203-0,254
Tốc độ cắt theo XY (m/s)
0,38 0,61
Độ chính xác (mm)
± 0,25 ± 0,25
Loại vật liệu tấm
Chiều dày vật liệu tấm (mm) Giấy và những vật liệu khác được phủ chất kết dính
Quy trình cán
0,05-0,38 0,05-0,38
Kích thước làm việc (mm) p con lăn nhiệt
Chiều dày lớp nhỏ nhất (mm)
380 x 250 x 350 810 x 550 x 500
Kích thước máy (m)
0,05 0,05
Hệ thống điều khiển dữ liệu
1,2 x 0,99 x 1,27 2,08 x 1,47 x 1,42
Nguồn điện Máy 486, MS Window NT, MS-DOS và LOMSlice
Giá (USD, năm 1996)
140.000 272.000
e. Một số ưu nhược điểm của phương pháp LOM.
Ưu điểm.
-Vật liệu đa dạng, rẻ tiền. Về ngun tắc có thể sử dụng các loại vật liệu: giấy, chất dẻo, kim loại,
composites và gốm.
- Độ chính xác cao đạt được tốt hơn 0,25 mm. Bằng việc cắt vật liệu thay vì hóa rắn nó, hệ thống có
thể bảo vệ được những đặc tính ban đầu của vật liệu.
- Tốc độ cao, nhanh hơn các phương pháp tạo lớp khác bởi vì tia laser khơng cắt tồn bộ diện tích
mà chỉ qt theo chu vi bên ngồi. Do đó, vật liệu dày và mỏng có tốc độ cắt bằng nhau.
- Khơng có sự thay đổi pha trong q trình chế tạo chi tiết nên tránh được độ co rút của vật liệu.
- Khơng độc hại và ơ nhiễm mơi trường.
-Hệ thống đơn giản gọn nhẹ.
-Tạo ra những mẫu phức tạp, giảm chi phí và thời gian tạo mẫu.
Nhược điểm.
- Khơng thu hồi được vật liệu dư. Sự cong vênh của chi tiết thường là vấn đề chính của phương pháp
LOM.
- Lấy sản phẩm ra khỏi kết cấu hỗ trợ khó khăn.
- Độ bóng bề mặt khơng cao.
- Giá thành thiết bị khá đắc.
- Q trình chuẩn bị và gia cơng rất tốn thời gian.
Cơng nghệ tạo mẫu nhanh
17
Các phương pháp gia công tiên tiến
II.3. TẠO MẪU NHANH DỰA TRÊN CƠ SỞ DẠNG BỘT :
II.3.1. Khái niệm chung:
Trong khả năng được giới hạn, dạng trạng thái bột vẫn còn được xem như dạng trạng
thái khối. tuy nhiên, nó được tạo ra trên ý định là một loại thiết bị không phụ thuộc vào hệ thống thiết
bị tạo mẫu nhanh vật liệu trạng thái khối cơ sở.
một số phương pháp tạo mẫu nhanh tượng trưng:
1. Thiết bị in laser của DTM (SLS).
2. Thiết bị sản xuất khuôn đúc trực tiếp của Soligen (DSPC).
3. Thiết bị xử lý hoá cứng nhiều giai đoạn của Fraunhofer (MJS).
4. Hệ thống các thiết bị Eosint của EOS.
5. Thiết bị sản xuất công nghệ đường đạn đạo (BPM).
6. Thiết bị sản xuất in 3d của mit (3DP).
Phương pháp này không có tính đồng nhất trong các hệ thống, thể hiện bằng việc một số sử
dụng tia laser, trong khi đó một số khác lại sử dụng chất kết dính/keo để đạt mức độ lien kết.
II.3.2. Phương pháp thêu kết laser:
II.3.2.A. Thiêu kết vật liệu phi kim loại:
Thay vì chất lỏng polymer, bột của những vật lieu khác nhau được phunn lên khắp tấm
đỡ (platform) bởi trục lăn. Laser sẽ gia nhiệt những vùng hạt để làm nóng chảy các hạt đó, sau đó làm
rắn lại. không giống như các phương pháp đã đề cặp ở trên, chỉ có một pha chuyển tiếp, trong quá
trình tạo vật thể từ vật liệu dạng bột (sintering) ở đây có 2 pha: từ rắn chuyển sang lỏng rồi lại trở về
rắn.
A.1. Phương pháp thiêu kết laser chọn lọc SLS (Selective Laser Sintering)
Phương pháp này được phát minh bởi Carl Deckard vào năm 1986 ở trường đại học
Texas và được bằng sáng chế 1989, được đưa ra thị trường bởi tập đoàn DTM (được thành lập 1987).
Thiết bị đầu tiên được thương mại hoá vào 1992. Đây là một trong những phương pháp đầu tiên và
được công nhận sau SLA. Phương pháp này cũng dựa trên quá trình chế tạo từng lớp nhưng chất
polymer lỏng được thay bằng vật liệu bột.
a.Nguyên lý làm việc:
Phương pháp SLS sử dụng tính chất của vật liệu bột là có thể hóa rắn dưới tác dụng của
nhiệt (như nylon, elastomer, kim loại). Một lớp mỏng của bột nguyên liệu được trải trên bề mặt của xy
lanh công tác bằng một trống định mức. Sau đó, tia laser hóa rắn (kết tinh) phần bột nằm trong đường
biên của mặt cắt (không thực sự làm chảy chất bột), làm cho chúng dính chặt ở những chỗ có bề mặt
tiếp xúc. Trong một số trường hợp, quá trình nung chảy hoàn toàn hạt bột vật liệu được áp dụng. Quá
trình kết tinh có thể được điều khiển tương tự như quá trình polymer hoá trong phương pháp tạo hình
lập thể SLA. Sau đó xy lanh hạ xuống một khoảng cách bằng độ dày lớp kế tiếp, bột nguyên liệu được
đưa vào và quá trình được lặp lại cho đến khi chi tiết được hoàn thành.
Trong quá trình chế tạo, những phần vật liệu không nằm trong đường bao mặt cắt sẽ
được lấy ra sau khi hoàn thành chi tiết, và được xem như bộ phận phụ trợ để cho lớp mới được xây
dựng. Điều này có thể làm giảm thời gian chế tạo chi tiết khi dùng phương pháp này. Phương pháp
SLS có thể được áp dụng với nhiều loại vật liệu khác nhau: Policabonate, PVC, ABS, nylon, sáp,…
Những chi tiết được chế tạo bằng phương pháp SLS tương đối nhám và có những lỗ hỗng nhỏ trên bề
mặt nên cần phải xử lý sau khi chế tạo (xử lý tinh).
Công nghệ tạo mẫu nhanh
18