BÀI TẬP LỚN môn CƠ KHÍ ĐẠI CƯƠNG Đề số 17 : Sản phẩn dạng vỏ , hộp giảm
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (245.3 KB, 25 trang )
1
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VIỆN CƠ KHÍ
Bộ mơn Hàn & Cơng nghệ Kim loại
------o0o------
BÀI TẬP CƠ KHÍ ĐẠI CƯƠNG
Mã HP: ME 2030
Thực hiện :
Hướng dẫn:
HÀ NỘI – 06/2021
2
BÀI TẬP CƠ KHÍ ĐẠI CƯƠNG
Đề số 17 : Sản phẩn dạng vỏ , hộp giảm tốc
Chương 1) Các đặc điểm cơ bản và ứng
dụng
1) Các đặc điểm cơ bản của hộp giảm tốc
Đề số 17 ta sẽ tìm hiểu về hộp giảm tốc 2 cấp
hình chữ Z
*Hộp giảm tốc 2 cấp hình chữ Z :
Trước tiên hộp giảm tốc là cơ cấu truyền
động bằng ăn khớp trực tiếp, có tỉ số truyền
không đổi, thường đi kèm với động cơ máy
khuấy.
=> Hộp giảm tốc 2 cấp là hộp giảm tốc bình thường với 2 lần thay đổi tỉ số
truyền động. Hộp giảm tốc hai cấp thường chia thành hai loại: hộp giảm tốc hai
cấp có bánh răng trụ răng thẳng và bánh răng trụ răng nghiên. Có thể nói, hộp
giảm tốc hai cấp được ứng dụng rộng khắp trong hầu hết các lĩnh vực.
- Tỉ số truyền:
Tỉ số truyền là tỉ số biến thiên tốc độ giữa trục vào và trục ra của động cơ hộp
giảm tốc, là đại lượng thể hiện sự biến thiên tốc độ của động cơ khuấy ban đầu
với đầu ra động cơ (tốc độ sử dụng thực tế) thông qua bộ phận giảm tốc là hộp
giảm tốc.
Hộp giảm tốc 2 cấp hình chữ Z được thiết kế với 9 kiểu tỷ số truyền từ 1/8 đến
1/50.
*Vai trò của hộp giảm tốc
Tại sao phải sử dụng hộp giảm tốc, khi mà tác dụng chính của nó chỉ là giảm
tốc độ của động cơ? Thay vì đó khơng chế tạo trực tiếp động cơ có tốc độ quay
nhỏ?
- Bởi vì rất khó tạo ra động cơ có tốc độ quay như mong muốn. Thơng thường
động cơ có tốc độ quay rất cao, trong khi đưa vào hệ thống truyền tải, hay khi
phối hợp với người sử dụng hoặc bộ phận, máy móc khác yêu cầu tốc độ quay
thấp hơn nhiều lần, thì việc giảm tốc cho động cơ là yêu cầu cần thiết.
- Thứ hai, việc chế tạo động cơ có cơng suất nhỏ (thỏa mãn u cầu sử dụng)
cần chi phí rất cao, trong khi động cơ có cơng suất lớn (tốc độ quay lớn) thường
nhỏ gọn, thiết kế đơn giản, với chi phí thấp hơn rất nhiều.
Cho nên, để tối ưu hóa về chi phí, đồng thời đảm bảo sự nhỏ gọn, đơn giản, dễ
sử dụng và bảo dưỡng của hệ thống động cơ giảm tốc, người ta vẫn cần sử dụng
hộp giảm tốc.
-Hai đặc điểm cơ bản của hộp giảm tốc là :
3
+ Giảm tốc: Vì động cơ (theo chuẩn quốc tế) thường có tốc độ cao, trong khi
nhu cầu sử dụng thực tế (tốc độ đầu ra) lại thấp, cho nên sẽ cần tới hộp giảm tốc
để điều chỉnh vòng quay để được tốc độ như ý.
+ Tăng tải: Lắp hộp giảm tốc vào động cơ làm tăng moment xoắn, từ đó làm
tăng khả năng tải trọng và độ khỏe của trục ra hộp giảm tốc.
Một đặc trưng nữa của hộp giảm tốc cần lưu ý đó là, hộp giảm tốc chỉ điều chỉnh
(giảm) xuống được một tốc độ quay nhất định, khác với biến tần, có thể điều
chỉnh cho trục ra nhiều tốc độ sử dụng khác nhau.
2) Ứng dụng của hộp giảm tốc 2 cấp hình chữ Z:
Trong thực tiễn hộp giảm tốc 2 cấp hình chữ Z là sản phẩm phổ biến nhất cho
cơ cấu băng tải, nâng hạ như palang (tời), xe con, cầu trục tại các nhà máy máy
hóa chất, dệt may, hoặc các cơ sở khai thác quặng mỏ và được dùng tại tất cả các
cảng biển Việt Nam.
Chương 2) Lựa chọn vật liệu chế tạo (một hoặc nhiều loại) cho sản
phẩm và trình bày các đặc tính cơ bản của vật
liệu :
Vật liệu để chế tạo vỏ hộp giảm tốc thường là gang
xám, thép tấm.... Trong đó gang xám là vật liệu chế
tạo chủ yếu. Việc chế tạo phôi của vỏ hộp từ gang
xám GX15-32 chủ yếu là bằng phương pháp đúc.
Gang xám là loại gang mà hầu hết cacbon ở dạng
graphit. Do tổ chức này làm cho bề mặt gãy có màu
xám vì vậy gọi là gang xám.
Tổ chức tế vi của gang xám gồm nền cơ sở và
graphit. Nền của gang xám có thể là : peclit; peclit-ferit. Do vậy cơ tính của
gang xám phụ thuộc vào nền , hình dạng và sự phân bố graphit trên nền của nó.
Các thơng số cơ bản của gang xám GX15-32
Mác
Gang
Độ bền
Kéo
GX15- 15
32
Hàm lượng các ngun tố
Uốn
30
Độ
cứng
HB
C (%)
163229
3.5
Si (%)
2.2
Mn
(%)
P (%)
0.6
0.3
S (%)
(khơng (khơng
q )
q)
0.15
Cơ tính của gang xám GX15-32: có nền peclit- ferit, grafit thơ hình tấm , có độ
bền nén cao nhưng bền kéo , có khả năng tự bơi trơn , cơ tínhkhơng cao => Cơ
tính gang xám GX15-32 thấp do có tổ chức grafit tấm với độ bền rất thấp (có thể
4
coi bằng khơng), có dạng bề mặt lớn, coi như vết nứt, rỗng chia cắt rất mạnh nền
kim loại (thép) và sự tập trung ứng suất ở các đầu nhọn của tấm grafit làm giảm
rất mạnh độ bền kéo.
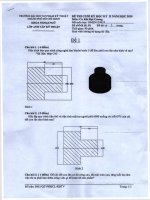
Chương 3) Lựa chọn phương pháp chế tạo sản phẩm và mô tả trình tự
gia cơng với sản phẩm cụ thể đã chọn, tính tốn thơng số cắt gọt chính
cho một số ngun cơng cơ bản
3.1)Phương pháp chế tạo phơi
Có rất nhiều phương pháp chế tạo phôi khác nhau: rèn, dập, đúc.. để chế tạo
phơi ta phải dựa vào hình dáng và khối lượng của chi tiết để chọn phương pháp
hợp lý.
Ở đây ta thấy việc chọn phôi được xác định theo nhiều yếu tố:
− Kết cấu chi tiết là chi tiết dạng hộp.
− Điều kiện làm việc: Va đập nhẹ và ứng suất thay đổi .
− Dạng sản xuất là hàng khối.
Căn cứ vào các yếu tố đó với, với chi tiết nắp và thân dưới hộp giảm tốc này thì
ta chọn phương pháp đúc là hợp lý nhất.
Đúc là phương pháp phổ biến trong chế tạo hiện nay, đúc nhiều loại chi
tiết với nhiều vật liệu khác nhau.
Công nghệ đúc có nhiều phương pháp:
1. Đúc trong khn cát mẫu gỗ
Là phương pháp được áp dụng rộng rãi và phổ biến trong sản xuất với chi
tiết nhỏ, lớn trong sản xuất loạt nhỏ, loạt vừa và hàng khối với sản lượng hàng
năm không lớn. Với phưpng pháp này để đảm bảo chính xác cho phơi thì mẫu
gỗ phải được chế tạo chính xác và hàm khn được định vị chính xác. Để khắc
phục sản xuất của phương pháp này ta có thể làm khuôn bằng máy. Phương
pháp này được dùng phổ biến hiện nay vì nó vừa kinh tế và việc chế tạo khn
đơn giản, nămg suất và độ chính xác của phơi là tương đối. Trong q trình làm
khn nó đảm bảo được độ đồng nhất và giảm sai số do q trình làm khn gây
nên.
Đúc trong khn cát có đặc điểm là dễ chế tạo, đơn giản... Nhưng nhược điểm là
độ chính xác của các bề mặt và độ nhẵn bóng của chi tiết thấp...
2. Đúc khn bằng kim loại
Với phương pháp này thì lượng dư nhỏ, tiết kiệm được ngun liệu phơi
đúc, có độ chính xác hơn mẫu khn cát. Nhưng có nhược điểm là giá thành chế
tạo khuôn cao nên chỉ phù hợp với dạng sản xuất loạt khối, loạt lớn, không áp
dụng được với chi tiết có cấu tạo hình dáng phức tạp.
3. Đúc khn mẫu chảy
5
Có độ chính xác, lượng dư gia cơng nhỏ, có nhẵn bề mặt khuông phải gia
công . Nhưng là theo phương pháp này giá thành chế tạo khuôn cao nên chỉ có
thể sử dụng cho gia cơng co cấu tạo phức tạp mà các phương pháp khác không
làm được.
Như vậy, căn cứ vào các yêu cầu kỹ thuật và các phương pháp phân tích trên :
Ta chọn phương pháp đúc trong khuôn cát là hợp lý.
Vật liệu: Gang xám 15- 32 có:
C=3¸3,8 %
Mn=0,5¸0,8 %
Si=0,5¸3 %,
S=0,1¸0,2 %
P=0,1¸0,4 %
dbn=150 MPa
dbu=320
MPa
Tra sổ tay cơng nghệ chế tao phơi, ta có chính xác đúc là cấp II
Chọn chuẩn gia công :
Chọn bề mặt giữa hai chi tiết khi chưa lắp ghép với nhau làm chuẩn thô.
- Đối với nắp: Mặt lắp ghép với thân làm chuẩn thơ gia cơng mặt trên sau
đó gia cơng các lỗ lắp ghép để làm chuẩn tinh cho các ngun cơng gia cơng các
bề mặt, lỗ cịn lại.
- Đối với thân: Mặt đáy làm chuẩn thô, để gia công mặt lắp ghép . Sau
đó lấy mặt lắp ghép làm chuẩn tinh để gia công mặt đáy và 6lỗ ghép với nắp làm
chuẩn thơ gia cơng mặt trên sau đó lật lại gia công mặt lắp ghép và 4 lỗ hai bên
sau đó dùng 2 lỗ xa nhau nhất và mặt lắp ghép làm làm chuẩn tinh để gia công
các bề mặt, lỗ còn lại.
- Sau này mặt đáy và 6 lỗ hai bên dùng làm chuẩn tinh thống nhất để gia
công nắp và thân (lắp ghép). Đặc biệt gia cơng các lỗ trục lắp ổ lăn.
3.2) Quy trình gia công
Nguyên tắc chung khi thiết kế nguyên công là đảm bảo được năng suất và độ
chính xác yêu cầu. Năng suất và độ chính xác phụ thuộc vào chế độ cắt, lượng
dư, những bước và thứ tự các bước công nghệ ...
Vì vậy khi thiết kế ngun cơng phải dựa vào dạng sản xuất, phưong pháp phân
tán vừa phải nguyên công để chọn sơ đồ nguyên công cho hợp lý.
Quy trình cơng nghệ tổng qt :
Gia cơng một số bề mặt nắp, một số bề mặt thân đế
Sau đó lắp ghép để gia công một số lỗ và những bề mặt cịn lại
Quy trình ngun cơng:
6
I. NGUN CƠNG I:
TẠO PHƠI
a. Mặt phân khn
Chọn mặt phân khuôn cần tuân thủ theo các nguyên tắc sau đây:
- Đảm bảo yêu cầu về mặt
- Đảm bảo độ chính xác bề mặt của vật đúc
- Đảm bảo lấy được mẫu dễ dàng, khi rút mẫu không được vỡ cát, ít miếng mẫu
rời và sữa khuôn một cách dễ dàng....
II. NGUN CƠNG II: PHAY MẶT TRÊN LẮP GHÉP ĐẠT KÍCH
THƯỚC 432+0.2 và Rz40
2. Phân tích nguyên công
a. Định vị
- Mặt đáy dùng 2 phiến tỳ phẳng hạn chế 3 bậc tự do.
- Một mặt đầu hạn chế 2 bậc tự do dùng 2 chốt tỳ.
- Mặt bên dùng 1 chốt hạn chế nốt bậc tự do còn lại
b. Kẹp chặt
Dùng 4 mỏ kẹp liên động, kẹp chặt hai bên đặt vào 1 mặt gờ của chi tiết vng
góc với mặt phẳng đáy cần định vị .
c. Máy: dùng máy FSS400 (máy phay đứng của Đức STCNCTM T3 T.78)
d. Dao : dao phay mặt cầu gắn mảnh hợp kim cứng BK8
có D=160 ; d=50 ;B=80 ; Z min = 16 răng
III.NGUYÊN CÔNG III: PHAY MẶT ĐÁY CHO THÂN HỘP
a.Định vị
- Mặt phẳng lắp ghép khống chế 3 bậc tự do
- Mặt phẳng bên không chế 2 bậc tự do
b. Kẹp chặt
Dùng 4 mỏ kẹp liên động, kẹp chặt hai bên đặt vào 1 mặt gờ của chi tiết vng
góc với mặt phẳng đáy cần định vị .
c. Dùng máy FSS400 (máy phay đứng của Đức )
d. Dao : dao phay mặt cầu gắn mảnh hợp kim cứng BK8
IV. NGUYÊN CÔNG IV: LẦN LƯỢT KHOAN - DOA 6LỖ ĐÁY ứ28
LÀM ĐỊNH VỊ .
2. Phân tích nguyên công
a. Định vị
7
- Mặt lắp ghép dùng làm mặt kết hợp với hai phiến tỳ hạn chế 3 bậc tự do.
- Một mặt đầu hạn chế 2 bậc tự do dùng chốt trỳ.
- Mặt bên dùng 1 chốt hạn chế nốt bậc tự do còn lại.
b. Kẹp chặt
- Dùng 4 mỏ kẹp liên động, kẹp vào gờ mặt định vị.
- Lực kẹp hướng vng góc với mặt định vị chính.
c. Đồ gá gia cơng
Dùng đồ gá khoan- doa chun dùng có bạc dẫn hướng. Kẹp chặt bằng ren vít,
đai ốc.....
d. Chon máy
Máy khoan cần : 2III57 (STCNCTMT3 -Tr 47)
- Công suất động cơ: N= 7(KW), hiệu suất máy: 0,95
- Công suất động cơ nâng là: N= 5,5(KW)
- Kích thước làm việc của bàn máy là: 450x590(mm)
- Khoảng cách từ đường trục chính tới trụ là: 1120-2240(mm)
V. NGUYÊN CÔNG V: KHOAN VÀ DOA LỖ ĐẾ CHO THÂN HỘP
- Định vị: dùng phiến dẫn tháo dời nên định vị gồm 2 phần
a. Đồ gá:
- Chi tiết mặt bích ghép khống chế 3 bậc tự do
- Cơ cấu kẹp: dùng 2 mỏ kẹp kiểu đòn gánh 2 đầu hộp
b.Chi tiết , phiến dẫn:
- Định vị :
+ mặt phẳng đáy khống chế 3 bậc tự do
+ chốt mặt bên khống chế 2 bậc tự do
+ chốt đầu khống chế 1 bậc tự do
- Cơ cấu kẹp: Dùng 2 mỏ kẹp hình thước thợ kết hợp với bánh lệch tâm
c.Chọn máy: chọn máy 2H55 (máy khoan cần LB Nga )
+ Dùng mũi khoan Փ12 , mũi khoét Փ16,75 ; mũi doa Փ17.
VI. NGUYÊN CÔNG VI: PHAY VẤU LỒI CHO THÂN HỘP
a. Định vị :
- Mặt phẳng đáy khống chế 3 bậc tự do
- 1 chốt trụ khống chế 2 bậc tự do
8
- 1 chốt trám khống chế 1 bậc tự do
b. Cơ cấu kẹp : dùng 2 mỏ kẹp kiểu đòn gánh 2 bên cạnh hộp
c. Máy: chọn máy FW200 ( máy phay vạn năng đứng , ngang STCNCTM T3
T.78)
d.Dao : dùng dao phay ngón gia cơng phá , loại chi cơn thép P18
VII. NGUN CƠNGVII: PHAY MẶT ĐẦU LỖ CỔ TRỤC CHÍNH
BÊN TRÁI ĐẠT KÍCH THƯỚC 516+0,2 VÀ Rz40
a. Định vị
- Mặt phẳng đáy kết hợp với 2 phiến tỳ hạn chế 3 bậc tự do.
- Dùng một chốt trụ ngắn định vị vào lỗ 28 hạn chế hai bậc tự do.
- Dùng một chốt trám định vi vào lỗ 28 hạn chế bậc tự do còn lại
Như vậy 6 bậc tự do của chi tiết đã được định vị hoàn toàn.
b. Kẹp chặt
Dùng 4 mỏ kẹp liên động kẹp vào mặt gờ vng góc và hướng vào mặt định vị
chính.
c. Chọn đồ gá gia cơng
Ta chọn đồ gá phay chuyên dùng, có cử so dao
d. Chon máy
Chon máy phay ngang: 6H13B (STCNCTN2-Tr75)
VIII . NGUYÊN CÔNG VIII: KHOAN + KHOÉT LỖ THĂM DẦU
TRÊN THÂN HỘP
a. Định vị :
- Mặt phẳng đáy khống chế 3 bậc tự do
- 1 chốt trụ khống chế 2 bậc tự do
- 1 chốt trám khống chế 1 bậc tự do
b. Cơ cấu kẹp : dùng 2 mỏ kẹp kiểu đòn gánh 2 bên cạnh hộp
c.Máy : Dùng máy 2A592 , đầu khoan xoay nghiêng 45 độ (STGCCO T.468)
d. Dao: dùng mũi khoan Փ12 , mũi kht Փ20
IX. NGUN CƠNG IX: KHOAN LỖ BÍCH GHÉP Փ13 CHO
THÂN HỘP
- Định vị: dùng phiến dẫn tháo dời nên định vị gồm 2 phần
a.Đồ gá: chi tiết:
-Định vị: mặt phẳng đáy khống chế 3 bậc tự do
9
- Cơ cấu kẹp: Dùng 2 mỏ kẹp kiểu đòn gánh 2 đầu hộp
b.Chi tiết, phiến dẫn:
-Định vị:
+ 2 chốt trụ tì vào mặt bên khống chế 2 bậc tự do
+ 3 chốt trụ tì đầu phẳng tì vào mặt lắp ghen khống chế 3 bậc tự do
+ 1 chốt tì vào mặt lỗ gối trục khống chế 1 bậc tự do
- Cơ cấu kẹp : dùng hai mỏ kẹp hình thước thợ kết hợp với bánh lệch tâm
c.Máy : dùng máy khoan 2H55 ( STGCCO T.468)
d. Dao : dùng mũi khoan Փ13
X. NGUYÊN CÔNGX: KHOAN - TARÔ CÁC LỖ M14 BÊN PHẢI
a. Định vị
- Mặt phẳng đáy kết hợp với 2 phiến tỳ hạn chế 3 bậc tự do.
- Dùng một chốt trụ ngắn định vị vào lỗ 28 hạn chế hai bậc tự do .
- Dùng một chốt trám định vi vào lỗ 28 hạn chế bậc tự do còn lại
- Dùng hai chốt tỳ phụ, tỳ từ dưới lên nhằm tăng độ cứng vững cho chi tiết gia
công. Chốt tỳ phụ không han chế bậc tự do
b. Kẹp chặt
Dùng 4 mỏ kẹp liên động kẹp vào mặt gờ chi tiết, vng góc và hướng vào mặt
định vị chính.
c. Chọn đồ gá gia cơng
Ta chon đồ gá khoan - tarơ chun dùng, có bạc dẫn hướng được gá trên phiến
dẫn
d. Chọn máy
May khoan cần : 2III57 (STCNCTMT3 -Tr47)
- Công suất động cơ: N= 7(KW), hiệu suất máy: 0,75
- Cơng suất động cơ nâng là: N= 5,5(KW)
- Kích thước làm việc của bàn máy là: 450x590(mm)
XI. NGUYÊN CÔNG XI : PHAY MẶT PHẲNG BÍCH GHÉP CHO
NẮP HỘP
a. Định vị:
- Mặt phẳng thơ phía trên nắp hộp khống chế 3 bậc tự do
- 2 chốt tì vào mặt bên khống chế 2 bậc tự do
- 1 chốt tì ở đầu hộp khống chế 1 bậc tự do
10
b.Cơ cấu kẹp : Dùng địn gánh + ren vít giữa hộp để kẹp chặt
c. Máy: dùng máy FSS400 (máy phay đứng của Đức STCNCTM T3 T.78)
d. Dao : dao phay mặt cầu gắn mảnh hợp kim cứng BK8
XII. NGUYÊN CÔNG XII :
PHAY MẶT LỖ THĂM DẦU
a. Định vị
- Mặt phẳng đáy kết hợp với 2 phiến tỳ hạn chế 3 bậc tự do.
- Dùng một chốt trụ ngắn định vị vào lỗ 28 hạn chế hai bậc tự do .
- Dùng một chốt trám định vị vào lỗ 28 hạn chế bậc tự do còn lại
- Để tăng độ cứng vững cho chi tiết gia công. Ta dùng một chốt tỳ phụ, tỳ vào
mặt dưới của chi tiết. Chốt tỳ phụ chỉ làm tăng thêm độ cứng vứng cho chi tiết
chứ không hạn chế bậc tự do.
b. Kẹp chặt
Dùng 4 mỏ kẹp liên động kẹp vào mặt gờ vuông góc và hướng vào mặt định vị
chính.
c. Chọn đồ gá gia cơng
Ta chọn đồ gá phay chun dùng, có cơ cấu so dao .
d. Chọn máy
Chon máy phay ngang: 6H13B (STCNCTM2-Tr75) có:
- Có cơng suất chính của động cơ: N= 4(KW), 0,75
- Phạm vi tốc độ trục chính: 63-31501(v/ph)
XIII. NGUYÊN CÔNG XIII: PHAY MẶT PHẲNG CỦA SỔ CHO
NẮP HỘP
a.Định vị :
- 3 chốt tìvào mặt lắp ghép khống chế 3 bậc tự do
- 2 chốt tì vào mặt bên khống chế 2 bậc tự do
-1 chốt tì ở đầu hộp khống chế 1 bậc tự do
b.Cơ cấu kẹp: dùng 2 mỏ kẹp kiểu đòn gánh ở 2 đầu
c. Máy : dùng máy FSS400(máy phay đứng của Đức STCNCTM T3 T.78)
d. Dao : dao phay mặt cầu gắn mảnh hợp kim cứng BK8
có D=160 ; d=50 ;B=80 ; Z min = 16 răng
XIV. NGUYÊN CÔNG XIV:
PHAY MẶT LỖ THÁO DẦU
a. Định vị
- Mặt lắp ghép dùng làm mặt kết hợp với 2 phiến tỳ hạn chế 3 bậc tự do.
11
- Một mặt cạnh dùng 1chốt tỳ hạn chế 2 bậc tự do.
- Mặt bên dùng 1 chốt hạn chế nốt bậc tự do còn lại.
b. Kẹp chặt
Dùng 4 mỏ kẹp liên động kẹp hướng vng góc với mặt định vị chính.
c. Đồ gá
- Dùng đồ gá phay chuyên dùng
- Kẹp chặt bằn ren vít, đai ốc
d. Chọn máy
Chon máy phay ngang: 6H13B (STCNCTN2-Tr75) có:
- Có cơng suất chính của động cơ: N= 4(KW).
- Phạm vi tốc độ trục chính: 63-31501(v/ph)
- Kích thước bề mặt làm việc của bàn máy: 400x1600(mm)
- Số cấp bước tiến bàn máy: 18 cấp
- Khối lượng máy: 2245(kg)
- Góc quay lớn nhất của bàn: 45độ
e. Chon dao
- Dao phay mặt đầu răng chắp, gắn mảnh HKC BK6.
- Đường kính dao: D = 180(mm)
- Bề rộng: B = 50(mm)
- Số răng: z = 8răng
f. Dụng cụ đo
Dùng thước cặp 1/20, thước lá 200mm
g. Chọn bậc thợ
Ở ngun cơng nay ta chọn thợ phay, có bậc thợ là: 3/7.
3. Tính tốn chế độ cắt
*Bước1: Phay thơ
a. Chiều sâu cắt
Chọn chiều sâu cắt: t = 1,5(mm)
b. Lượng chạy dao
Bảng (5-125) - CĐC- GCC: Sz = 0,.29 (mm/r)
XV. NGUYÊN CƠNG XV: KHOAN LỖ BÍCH CỬA SỔ
Đồ gá là phiến dẫn tháo dời nên ta tách làm 2 phần:
12
a.Đồ gá, chi tiết :
-Định vị:
+ Mặt phẳng bích của sổ khống chế 3 bậc tự do
+ Chốt tì làm phần lõm khống chế 1 bậc tự do
- Cơ cấu kẹp: dùng 2 mỏ kẹp kiểu đòn gánh kẹp ở hai đầu
b.Chi tiết –phiến dẫn :
- Định vị :
+ Mặt phẳng bích cửa sổ khống chế 3 bậc tự do
+2 chốt tì cạnh bên khống chế 2 bậc tự do
+ 1 chốt tì cạnh đầu khống chế 1 đầu tự do
c. Máy : dùng máy 2H55 ( STGCCO T.468 )
d. Dao : dùng mũi khoan thép gió Փ3; Փ8.5; mũi taro M4, M10
XVI. NGUYÊN CÔNG XVI: LẮP THÂN VỚI NẮP HỘP
Nguyên công này thực hiện lắp ráp thân với nắp hộp ổn định với nhau bằng 10
bộ bulong M12
- Định vị :
+ Mặt phẳng lắp ghép khống chế 3 bậc tự do
+ Mặt bên của hộp khống chế 2 bậc tự do
+Mặt đầu của hộp khống chế 1 bậc tự do
XVII. NGUYÊN CÔNG XVII: KHOAN VÀ DOA LỖ CHỐT CÔN
a.Định vị:
+ Mặt phẳng đáy khống chế 3 bậc tự do
+ Lỗ trên mặt bích nắp hộp đã gia cơng làm phiến dẫn
b.Cơ cấu kẹp : vì lỗ Փ7.5 rất nhỏ so với trọng lượng của hộp nên không cần cơ
cấu kẹp
c.Máy : dùng máy 2H55 ( STGCCO T.468)
d.Dao
+ Dùng mũi khoan thép gió Փ7.5
+ Dùng mũi doa có độ cơn 1:50 Փ8
XVIII . NGUYÊN CÔNG XVIII: GIA CÔNG THÔ + BÁN TINH +
VÁT MÉP Փ149.79;Փ101
a.Định vị :
+ Mặt phẳng đáy khống chế 3 bậc tự do ( dùng phiến tì)
13
+1 chốt trụ khống chế 2 bậc tự do (ở lỗ đáy Փ17)
+ 1 chốt trám khống chế 1 bậc tự do ( ở lỗ đáy Փ17)
b.Cơ cấu kẹp : dùng 2 mỏ kẹp xoay để kẹp phôi
c.Máy : dùng máy T611 ( máy doa ngang STGCC T.452)
d.Dao : Dùng dao 1 lưỡi gắn mảnh hợp kim cứng BK8
XIX. NGUYÊN CÔNG XIX:
KIỂM TRA
a. Kiểm tra độ đồng tâm của gai lỗ và độ vng góc của mặt đầu so với tâm
lỗ trục chính
Độ đồng tâm của hai lỗ (bên phảivà bên trái) cuả chi tiết được kiểm tra bàng
trục gá 3, bạc 4 và đồng hồ lò so 2. Trục gá 3 được lắp vao lỗ bên phải còn bạc 4
được lắp vào lỗ bên trái. Đồng hồ so 2 được gá vào trục gá 3 và khi quay trục gá
3 cùng đồng hồ so 2 một vòng sung quanh bạc 4, độ lệch của kim đồng hồ so 2
chỉ độ đồng tâm của hai lỗ.
Độ vng góc giữa hai mặt đầu và lỗ đ ược kiểm tra bằng đồng hồ so 1 khi đồng
hồ này được gá trên trục gá 3 và được quay cùng trục gá một vòng. Độ lệch của
kim đồng hồ chính là độ khơng vng góc cầ đo.
b. Kiểm tra độ song song của các tâm lỗ trục chính so với mặt phẳng đáy.
Chi tiết cần được kiểm tra 2 được dặt trên bàn máp, dùng trục gá 4 (có lắp thêm
bạc 3) gá vào lỗ. Đồng hồ so 1 được đặt ở vị trí I (đầu đo tiếp xúc với đường
sinh cao nhất) sau đó đem đồng hồ so I đặt ở vị trí II (đầu đo tiếp xúc với đường
sinh cao nhất). Độ lệch của kim đồng hồ chính là độ khơng song song của tâm lỗ
và mặt đáy cần đo.
14
Chương 4: Phương pháp xử lí nhiệt
Xử lý nhiệt ( Nhiệt luyện ) là một phương pháp tác động nhiệt độ lên vật
chất nhằm làm thay đổi vị cấu trúc chất rắn , đôi khi tác động làm thay
đổi thành phần hóa học , đặc tính của vật liệu . Chủ yếu của ứng dụng
nhiệt luyện là thuộc về ngành luyện kim . Nhiệt luyện cũng được sử dụng
trong nhiều lĩnh vực khác nhau , ví dụ như ngành sản xuất thủy tinh . Quá
trình nhiệt luyện bao gồm sự nung nóng hoặc làm nguội với mức độ
chênh lệch đáng kể , hoặc xử lý nhiệt theo một thời gian biểu nhằm mục
đích làm mềm hay làm cứng vật liệu , cũng như tạo ra sự cứng hay mềm
khác nhau trên củng một vật liệu , ví dụ như tơi bề mặt , vật liệu chí cứng
ở bề mặt ( chống mài mòn ) nhưng lại dẻo dai ở phần bên trong chịu va
đập cũng như chịu uốn rất tốt ) . Nhiệt luyện địi hỏi một quy trình chặt
chẽ và có kiểm sốt thời gian và tốc độ trao đổi nhiệt trên vật liệu . Nhiều
quốc gia tiên tiến chưa cơng bố và bí mật một số cơng nghệ nhiệt luyện yếu tố tạo ra một vật liệu có giá thành hạ nhưng tính năng sử dụng rất cao
. Ví dụ , với một chi tiết trục động cơ , người ta sử dụng vật liệu thép hợp
kim thấp ( giá thành rẻ ) . sau công đoạn nhiệt luyện ram , thâm vật liệu
có bề mặt cứng chịu được bài mòn cao , nhưng thân trục lại chịu được
chân động và chịu tốn khá lớn . chi tiết được bán với giá rất cao . Bản
chất của nhiệt luyện kim loại là làm thay đổi tính chất thơng qua biến đổi
tổ chức của vật liệu . Một quy trình nhiệt luyện bao gồm 3 giai đoạn :
Nung , giữ nhiệt , làm nguội . Khi nung , tổ chức vật liệu sẽ thay đổi theo
nhiệt độ , tuỳ thời điểm nâng , hạ nhiệt với các tốc độ khác nhau mà nhiệt
luyện với các phương pháp khác nhau sẽ cho ra tính chất vật liệu mong
muốn . Để làm thay đổi mạnh hơn nữa các tính chất của kim loại và hợp
kim , người ta còn kết hợp đồng thời các tác dụng của biến đang deo và
nhiệt luyện hay tác dụng hoá học và nhiệt luyện . Như vậy Nhiệt luyện
nói chung ) bao gồm ba loại : Nhiệt luyện đơn giản . Cơ nhiệt luyện . Hoả
nhiệt luyện.
Một số phương pháp nhiệt luyện :
15
Tôi bề mặt: Thực hiện tôi trên bề mặt chi tiết hợp kim, thường sử dụng
các lò tần số để chỉ nung phần mặt ngoài của chi tiết.
Sản Phẩm vỏ hộp giảm tốc được tôi bề mặt để đảm bảo độ cứng bề mặt cao (để
chống mài mòn), nhưng phần bên trong nó lại dẻo.
Ram: Ram là q trình nhiệt luyện gồm nung kim loại đã được tôi đến
nhiệt độ thấp hơn nhiệt độ chuyển biến pha, đưa hợp kim về trạng thái
cân bằng, do đó mà tổ chức khơng ổn định khi tôi sẽ được phân huỷ thành
tổ chức ổn định hơn.
Chương 5) Kết luận
Hộp giảm tốc là sản phẩn cơ khí có nhiều cơng dụng lớn . Các máy móc, cơ cầu
thường lắp đặt hộp giảm tốc đó là cửa cuốn, máy khuấy bột, băng tải vận tải đất
đá, động cơ xe máy, động cơ xe cơ giới, đồng hồ, hệ thống lò hơi… Ứng dụng
đa dạng của hộp số giảm tốc loại nhỏ, loại lớn trong công nghiệp như: băng
chuyền sản xuất xi măng, sản xuất thức ăn gia súc, hệ thống chế biến gỗ, in ấn
bao bì… Đặc biệt với các máy ép, máy nghiền, máy khuấy trộn, máy xi mạ, máy
cán thép phục vụ cho ngành sản xuất sắt, thép, luyện kim, cơ khí chế tạo thì hộp
số là thành phần khơng thể thiếu.Các băng tải, băng chuyền, cẩu dùng trong vận
chuyển hàng hóa, khai thác khống sản cũng cần phải có hộp giảm tốc.Hầu hết,
các khách hàng, kỹ sư đều phải công nhận tầm quan trọng của thiết bị này trong
công nghiệp với các ngành: sản xuất, luyện kim, gia cơng, chế biến, khai
khống…Để sử dụng hộp giảm tốc cũng như khai thác tốt nhất thiết bị này thì
những từ ngữ có liên quan cần phải được hiểu, nắm kỹ như: trục vào còn có tên
gọi khác là trục nối với motor hay trục nhỏ, trục tốc độ nhanh.
BẢNG TĨM TẮT
TT TT
TÊN
NGUN NGUN
CƠNG
CƠNG
MƠ TẢ
1
Phương pháp :đúc
khn cát mẫu gỗ
Ngun
cơng 1
Tạo phơi
CHẾ DỘ
GIA
CƠNG
U
CẦU
KĨ
THUẬ
T
Phay trên
máy phay
FSS400
đạt kích
thước
432+0.2
Dụng cụ:
dao phay
độ
nhám
Vật kiệu : GX15-32
2
Ngun
cơng 2
Phay
mặt trên lắp
ghép
Phương pháp : phay
mặt đầu.
Trình tự bước :
. Định vị
16
- Mặt đáy dùng 2
phiến tỳ phẳng hạn
chế 3 bậc tự do.
mặt cầu
gắn mảnh
hợp kim
- Một mặt đầu hạn chế cứng BK8
2 bậc tự do dùng 2
chốt tỳ.
rz40
- Mặt bên dùng 1 chốt
hạn chế nốt bậc tự do
cịn lại
3
Ngun
cơng 3
Phay mặt
đáy cho thân
hộp
Phương pháp : phay
mặt đầu.
Trình tự bước:
Định vị
- Mặt phẳng lắp ghép
khống chế 3 bậc tự do
- Mặt phẳng bên
không chế 2 bậc tự do
4
Nguyên
công 4
Lần lượt
khoan - doa
6lỗ đáy làm
định vị .
Phương pháp : khoan
và doa
Trình tự bước :
Định vị
- Mặt lắp ghép dùng
làm mặt kết hợp với
hai phiến tỳ hạn chế 3
bậc tự do.
Phay trên
máy phay
FSS400
độ
nhám
Rz40
Dụng cụ:
dao phay
mặt cầu
gắn mảnh
hợp kim
cứng BK8
Dùng máy
khoan :
2III57
(STCNCT
MT3 -Tr
47)
Dung
sai:
0,2 mm
Độ
nhám :
Rz40
- Một mặt đầu hạn
chế 2 bậc tự do dùng
chốt trỳ.
- Mặt bên dùng 1 chốt
hạn chế nốt bậc tự do
cịn lại.
5
17
Ngun
cơng 5
Khoan và
Phương pháp : khoan
doa lỗ đế
và doa
cho thân hộp Trình tự:
chọn máy Kích
2H55 (máy thước
khoan cần đạt mũi
LB Nga )
Định vị: dùng phiến
dẫn tháo dời nên định
vị gồm 2 phần
a. Đồ gá:
- Chi tiết mặt bích
ghép khống chế 3 bậc
tự do
+ Dùng
mũi khoan
Փ12 , mũi
khoét
Փ16,75 ;
mũi doa
Փ17
- Cơ cấu kẹp: dùng 2
mỏ kẹp kiểu đòn gánh
2 đầu hộp
khoan
Փ12 ,
mũi
khoét
Փ16,75
; mũi
doa
Փ17;
Độ
nhám :
Rz40
b.Chi tiết , phiến dẫn:
- Định vị :
+ mặt phẳng đáy
khống chế 3 bậc tự do
+ chốt mặt bên khống
chế 2 bậc tự do
+ chốt đầu khống chế
1 bậc tự do
6
Nguyên
công 6
Phay vấu lồi Phương pháp : phay
cho thân hộp mặt bên.
Trình tự : Định vị :
- Mặt phẳng đáy
khống chế 3 bậc tự do
- 1 chốt trụ khống chế
2 bậc tự do
- 1 chốt trám khống
chế 1 bậc tự do
18
Máy: chọn
máy
FW200 (
máy phay
vạn năng
đứng ,
ngang
STCNCT
M T3
T.78)
Dao : dùng
dao phay
ngón gia
cơng phá ,
loại chi
cơn thép
P18
đạt: 30
mm
Dung
sai:
0,2 mm
Độ
nhám :
Rz40
7
Ngun
cơng 7
Phay mặt
đầu lỗ cổ
trục chính
bên trái
Phương pháp : phay
mặt đầu
Chon máy
phay
ngang:
Trình tự : định vị:
6H13B
- Mặt phẳng đáy kết
(STCNCT
hợp với 2 phiến tỳ hạn N2-Tr75)
chế 3 bậc tự do.
- Dùng một chốt trụ
ngắn định vị vào lỗ 28
hạn chế hai bậc tự do.
- Dùng một chốt trám
định vi vào lỗ 28 hạn
chế bậc tự do cịn lại
8
Ngun
cơng 8
Khoan +
Phương pháp : khoan
khoét lỗ
và khoét
thăm dầu
Trình tự: Định vị :
trên thân hộp
- Mặt phẳng đáy
khống chế 3 bậc tự do
- 1 chốt trụ khống chế
2 bậc tự do
9
Ngun
cơng 9
Khoan lỗ
bích ghép
փ13 cho
thân hộp
- 1 chốt trám khống
chế 1 bậc tự do
Dao: dùng
mũi khoan
Փ12 , mũi
khoét Փ20
Phương pháp: khoan
Dùng máy
khoan
2H55
( STGCCO
T.468)
Trình tự- Định vị:
dùng phiến dẫn tháo
dời nên định vị gồm 2
phần
a.Đồ gá: chi tiết:
-Định vị: mặt phẳng
đáy khống chế 3 bậc
tự do
- Cơ cấu kẹp: Dùng 2
mỏ kẹp kiểu đòn gánh
2 đầu hộp
b.Chi tiết, phiến dẫn:
19
Dùng máy
2A592 ,
đầu khoan
xoay
nghiêng 45
độ
(STGCCO
T.468)
Khoan
phải
xoay
nghiêng
45 độ ,
phải
dùng
mũi
khoan
Փ12 ,
mũi
khoét
Փ20
dùng
mũi
khoan
Փ13
-Định vị:
+ 2 chốt trụ tì vào mặt
bên khống chế 2 bậc
tự do
+ 3 chốt trụ tì đầu
phẳng tì vào mặt lắp
ghen khống chế 3 bậc
tự do
+ 1 chốt tì vào mặt lỗ
gối trục khống chế 1
bậc tự do
10
Nguyên
công 10
Khoan - tarơ
các lỗ m14
bên phải
Phương pháp: khoan
Máy khoan
cần : 2III57
Trình tự : Định vị
(STCNCT
- Mặt phẳng đáy kết
MT3
hợp với 2 phiến tỳ hạn -Tr47)
chế 3 bậc tự do.
Dung
sai:
- Dùng một chốt trụ
ngắn định vị vào lỗ 28
hạn chế hai bậc tự do .
Rz40
0,2 mm
Độ
nhám :
- Dùng một chốt trám
định vi vào lỗ 28 hạn
chế bậc tự do còn lại
- Dùng hai chốt tỳ
phụ, tỳ từ dưới lên
nhằm tăng độ cứng
vững cho chi tiết gia
công. Chốt tỳ phụ
không han chế bậc tự
do
11
20
Ngun
cơng 11
Phay mặt
phẳng bích
ghép cho
nắp hộp
Phương pháp : phay
mặt bên
- Mặt phẳng thơ phía
trên nắp hộp khống
chế 3 bậc tự do
Dùng máy độ
FSS400
nhám
(máy phay Rz40
đứng của
Đức
STCNCT
M T3 T.78)
- 2 chốt tì vào mặt bên
Dao : dao
Trình tự : Định vị:
khống chế 2 bậc tự do
- 1 chốt tì ở đầu hộp
khống chế 1 bậc tự do
12
13
21
Nguyên
công 12
Nguyên
công 13
Phay mặt lỗ
thăm dầu
Phương pháp : phay
mặt đầu
phay mặt
cầu gắn
mảnh hợp
kim cứng
BK8
Chon máy
phay
ngang:
Trình tự : Định vị
6H13B
- Mặt phẳng đáy kết
(STCNCT
hợp với 2 phiến tỳ hạn M2-Tr75)
chế 3 bậc tự do.
có:
- Dùng một chốt trụ
- Có cơng
ngắn định vị vào lỗ 28 suất chính
hạn chế hai bậc tự do . của động
cơ: N=
- Dùng một chốt
trám định vị vào lỗ 28 4(KW),
hạn chế bậc tự do còn 0,75
lại
- Phạm vi
tốc độ trục
- Để tăng độ cứng
chính: 63vững cho chi tiết gia
31501(v/ph
cơng. Ta dùng một
)
chốt tỳ phụ, tỳ vào
mặt dưới của chi tiết.
Chốt tỳ phụ chỉ làm
tăng thêm độ cứng
vứng cho chi tiết chứ
không hạn chế bậc tự
do.
Phay mặt
Phương pháp : phay
phẳng của sổ mặt bên
cho nắp hộp Trình tự : .Định vị :
Dung
sai
0.2mm
Độ
nhám
Rz40
. Máy :
độ
dùng máy nhám
FSS400(m Rz40
áy phay
- 3 chốt tì vào mặt lắp đứng của
ghép khống chế 3 bậc Đức
tự do
STCNCT
- 2 chốt tì vào mặt bên M T3 T.78)
khống chế 2 bậc tự do Dao : dao
phay mặt
-1 chốt tì ở đầu hộp
khống chế 1 bậc tự do
14
Nguyên
công 14
Phay mặt lỗ
tháo dầu
cầu gắn
mảnh hợp
kim cứng
BK8
Phương pháp : phay
mặt đầu
Chon máy
phay
ngang:
Trình tự : Định vị
6H13B
- Mặt lắp ghép dùng (STCNCT
làm mặt kết hợp với 2 N2-Tr75)
phiến tỳ hạn chế 3 bậc có:
tự do.
- Có cơng
- Một mặt cạnh dùng suất chính
1chốt tỳ hạn chế 2 bậc của động
tự do.
cơ: N=
- Mặt bên dùng 1 chốt 4(KW).
hạn chế nốt bậc tự do - Phạm vi
cịn lại.
tốc độ trục
chính: 6331501(v/ph
)
- Kích
thước bề
mặt làm
việc của
bàn máy:
400x1600(
mm)
- Số cấp
bước tiến
bàn máy:
18 cấp
- Khối
lượng máy:
2245(kg)
- Góc quay
lớn nhất
của bàn:
45độ
Dao phay
mặt đầu
22
Góc
quay
lớn nhất
của bàn
là 45 độ
răng chắp,
gắn mảnh
HKC BK6
15
Ngun
cơng 15
Khoan lỗ
bích cửa sổ
Phương pháp : khoan
Máy : dùng
máy 2H55
Trình tự : Đồ gá là
phiến dẫn tháo dời nên ( STGCCO
T.468 )
ta tách làm 2 phần:
Dao :
a.Đồ gá, chi tiết :
dùng mũi
-Định vị:
khoan thép
+ Mặt phẳng bích của gió Փ3;
sổ khống chế 3 bậc tự Փ8.5; mũi
taro M4,
do
M10
+ Chốt tì làm phần
lõm khống chế 1 bậc
tự do
Phải
dùng
mũi
khoan
thép gió
Փ3;
Փ8.5;
mũi taro
M4,
M10
- Cơ cấu kẹp: dùng 2
mỏ kẹp kiểu địn gánh
kẹp ở hai đầu
16
Ngun
cơng 16
Lắp thân với
nắp hộp
Phương: pháp lắp ráp
Trình tự : Định vị :
+ Mặt phẳng lắp ghép
khống chế 3 bậc tự do
+ Mặt bên của hộp
khống chế 2 bậc tự do
+Mặt đầu của hộp
khống chế 1 bậc tự do
17
Ngun
cơng 17
Khoan và
doa lỗ chốt
cơn
Phương pháp : khon
Trình tự: Định vị:
+ Mặt phẳng đáy
khống chế 3 bậc tự do
Thực hiện
lắp ráp
thân với
nắp hộp ổn
định với
nhau bằng
10 bộ
bulong
M12
thân với
nắp hộp
ổn định
với
nhau
bằng 10
bộ
bulong
M12
Máy : dùng
máy 2H55
( STGCCO
T.468)
Dùng
mũi
khoan
thép gió
Փ7.5
Dao
+ Lỗ trên mặt bích nắp
+ Dùng
hộp đã gia cơng làm
mũi khoan
phiến dẫn
thép gió
23
+ Dùng
mũi doa
có độ
cơn
Փ7.5
1:50 Փ8
+ Dùng
mũi doa có
độ cơn
1:50 Փ8
18
Ngun
cơng 18
Gia cơng thơ Phương pháp : gia
+ bán tinh + công thô , bán tinh ,
vát mép
vát mép .
Trình tự : .Định vị :
+ Mặt phẳng đáy
khống chế 3 bậc tự do
( dùng phiến tì)
+1 chốt trụ khống chế
2 bậc tự do (ở lỗ đáy
Փ17)
Փ149.7
9;Փ101
Dùng
dao 1
lưỡi
gắn
Dao : Dùng mảnh
dao 1 lưỡi hợp kim
cứng
gắn mảnh
BK8
hợp kim
cứng BK8
Máy : dùng
máy T611 (
máy doa
ngang
STGCC
T.452)
+ 1 chốt trám khống
chế 1 bậc tự do ( ở lỗ
đáy Փ17)
19
Nguyên
công 19
Kiểm tra
Kiểm tra độ đồng tâm
của gai lỗ và độ vng
góc của mặt đầu so
với tâm lỗ trục chính
Kiểm tra độ song song
của các tâm lỗ trục
chính so với mặt
phẳng đáy
24
Độ
vng
góc
giữa hai
mặt đầu
và lỗ
25