“Xây dựng hệthống quản lý an toàn thực phẩm theo nguyên tắc HACCP cho dây chuyền sản xuất bia chai HuBi - Nha Trang công suất 10 triệu lít/năm
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (827.87 KB, 109 trang )
1
MỞ ĐẦU
1. Đặt vấn đề
An toàn thực phẩm là một trong những vấn đề được xã hội đang được xã hội
đặt lên hàng đầu. Đây cũng là vấn đề được các nhà sản xuất và doanh nghiệp rất quan
tâm. Trong những năm gần đây tình trạng ngộ độc thực phẩm diển ra rất phổ biến trên
thế giới và trong nước Việt Nam. Vì vậy mà các nhà sản xuất cần h
ết sức quan tâm
đến vấn đề an toàn thực phẩm để bảo vệ sức khoẻ của cộng đồng. Chính vì vậy một
loạt các hệ thống quản lý và kiểm tra chất lượng sản phẩm được các doanh nghiệp áp
dụng trong sản xuất nhằm tạo ra thực phẩm sạch và an toàn cho người sử dụng. Hệ
thống HACCP là một trong những hệ thống giúp cho nhà sản xuất quản lý chất l
ượng
sản phẩm an toàn và hiệu quả nhất hiện nay.
Ưu điểm của hệ thống này là:
- Tạo ra sản phẩm có độ an toàn tuyệt đối, chất lượng sản phẩm ngày càng tăng
và ổn định.
- Giúp ngăn chặn và phát hiện các mối nguy trước khi nó xảy ra.
- Giúp các nhà quản lý quản lý qui trình một cách nghiêm ngặt.
- Hạn chế tối đa chi phí sản xuất cho các sản phẩm hỏng.
Dựa vào lợ
i ích của việc áp dụng hệ thống HACCP mà em đã chọn đề tài:
“Xây dựng hệ thống quản lý an toàn thực phẩm theo nguyên tắc HACCP cho dây
chuyền sản xuất bia chai HuBi - Nha Trang công suất 10 triệu lít/năm “
2. Mục đích của đề tài:
- Nghiên cứu qui trình sản xuất bia và các mối nguy trong qúa trình sản xuất
- Xây dựng bộ tài liệu theo HACCP áp dụng cho nhà máy sản xuất bia.
3. Nội dung đề tài:
- Lời mở đầu
- Tổng quan về
tình hình an toàn vệ sinh thực phẩm
- Áp dụng HACCP trong sản xuất
- Xây dựng nhà máy bia
- Xây dựng bộ tài liệu HACCP cho nhà máy sản xuất bia.
2
CHƯƠNG I: TỔNG QUAN
I. Vệ sinh an toàn thực phẩm :[1]
Đảm bảo chất lượng, vệ sinh an toàn thực phẩm (CLVSATTP) giữ vị trí quan
trọng trong công việc bảo vệ sức khoẻ con người, góp phần giảm tỉ lệ bệnh tật, duy trì
và phát triển nòi giống, tăng cường sức lao động, học tập, thúc đẩy sự phát triển kinh tế,
văn hoá xã hội và thể hiện nếp sống văn minh c
ủa đất nước. Vấn đề đảm bảo
CLVSATTP hiện đang được nhiều quốc gia quan tâm, đặc biệt là các nước phát triển
và đang phát triển. Công việc đảm bảo CLVSATTP vốn là công việc hết sức phức tạp,
ngay cả ở các nước công nghiệp phát triển, có hệ thống quản lí CLVSATTP tiên tiến thì
những rủi ro vẫn xảy ra như năm 1996 ở Nhật Bản có 1217 vụ với trên 40000 người
m
ắc, năm 1997 có 1960 vụ với 39989 người mắc. Ở Úc mỗi ngày có khoảng 11500 ca
mắc các bệnh cấp tính do ăn uống gây ra. Thống kê của trung tâm kiểm soát và phòng
ngừa bệnh tật (CDC), ở Mĩ mỗi năm có đến con số hàng triệu trường hợp ngộ độc do
thực phẩm. Thế giới đã chứng kiến thịt bò điên ở Anh nhập vào các nước EU, những
năm vừa qua thực phẩm bị
nhiễm Dioxin ở các nước Châu Âu do hãng Verkest sản
xuất và phân phối thức ăn gia súc sử dụng dầu nhiễm hoá chất độc hại này. Đầu năm
2000 sự kiện các sản phẩm thịt lợn đóng hộp xông khói ở Pháp bị nhiễm Listeria làm
thiệt hại 19 người đã gây xôn xao dư luận khắp các nước Châu Âu.
Ở Việt Nam, theo tổ chức y tế thế giới (WHO), số ca ngộ độc có thể lên đến
600.000 - 700.000/năm. WHO cho rằng số ca ngộ độc thực phẩm được báo cáo chỉ
chiếm 1% con số thực.
Các yếu tố ảnh hưởng và dịch tễ học các bệnh có liên quan đến ngộ độc thực
phẩm bao gồm việc tưới tiêu, thực hành nông nghiệp, mức độ vệ sinh trong chế biến,
du lịch quốc tế, thương mại toàn cầu, phương thức cung cấp, phân phối sản phẩm, sự
lan truyền vi sinh vật (VSV) gây bệnh tới các vùng địa lí mới, sự thay đổi độc tính và
môi trường tồn tại của VSV gây bệnh, sự suy giảm miễn dịch trong bộ phận dân số,
đặc biệt là người già, trẻ em và sự thay đổi thói quen ăn uống. Ngăn ngừa ô nhiễm là
phương pháp hiệu quả, chắc chắn nhất và mọi nỗ lực bảo vệ thực phẩm là cần phải
phòng ô nhiễm ngay từ gốc. Chính vì vậy "an toàn thực phẩm từ nông trại cho tới tận
bàn ăn" trở thành một chiến lược mới cho thế kỉ 21 ở Mĩ.
3
1. Ngộ độc thực phẩm và vấn đề sức khoẻ:
VSATTP đang thu hút được toàn thế giới bởi nguy cơ thực phẩm không an toàn
do bị nhiễm VSV, dư lượng thuốc trừ sâu, thuốc bảo quản, thuốc kích thích tăng
trưởng, phân bón hoá học trong rau quả, thuốc tăng trọng trong thịt, các sản phẩm màu
trong bánh kẹo Đó là những ngưyên nhân gây ngộ độc, ung thư, thậm chí dẫn đến tử
vong. Sự
tích luỹ các chất độc này còn có thể gây hậu quả di truyền không lường trước
cho các thế hệ nối tiếp.
Phát triển kinh tế và vấn đề đô thị hoá ngày càng cao cũng như mở rộng giao lưu
quốc tế công tác quản lí chất lượng VSATTP Việt Nam phát triển để hoà nhập dần với
khu vực mậu dịch tự do Châu Á (AFTA), tổ chức thương mại thế giới (WTO). Vì vậy
lĩnh vực sản xuất thực phẩm trong nước cần hoạt động có hệ thống, kế hoạch nhằm
đảm bảo VSATTP.
Vấn đề sức khoẻ: [1]
Bệnh do thực phẩm tạo ra tình trạng nguy hại cho sức khoẻ cộng đồng, ở Mĩ hàng
năm có 9000 người chết, 6,5 - 33 triệu người mắc bệnh do thực phẩm. Chi phí cho các
bệnh nhân này lên tới trên 3 tỉ đô la. Nước ta c
ũng tiêu tốn hàng chục tỉ đồng cho cứu
chữa người bị ngộ độc thực phẩm.
Tiền thuốc men và viện phí cho mổi nạn nhân ngộ độc do vi sinh vật tốn chừng
300.000– 500.000 đồng, các ca ngộ độc do hoá chất từ 3-5 triệu đồng, nhưng các chi
phí bệnh viện còn tốn hơn nhiều.
Ngộ độc thực phẩm là một bệnh lý xảy ra do ăn uống phải các thức ăn b
ị ô nhiểm
các chất độc hại đối với cơ thể con người. Ngộ độc thực phẩm thường biểu hiện dưới 2
dạng:
- Ngộ độc cấp tính: Thường 30 phút đến vài ngày sau khi ăn thức ăn bị ô nhiểm có các
biểu hiện: đi ngoài phân lỏng nhiều lần trong ngày, đau bụng buồn nôn hoạc nôn mửa liên
tục, mệt mỏi khó chịu hoạc đau đầu, hoa mắ
t, chóng mặt. Ngộ độc cấp tính thường do ăn
thức ăn nhiểm các vi sinh vất hay hoá chất một lượng lớn.
- Ngộ độc mản tính: Thường không có dấu hiệu rỏ ràng sau khi ăn các thức ăn bị ô
nhiểm. Nhửng chất độc có trong thức ăn tích tụ ở nhửng bộ phận trong cơ thể, ảnh
hưởng đến các quá trình chuyển hoá các chất, rối loạn hấp thụ gây nên suy nhược, m
ệt
mỏi kéo dài hay các bệnh lý khác, củng có khi các chất độc gây biến đổi các tế bào
ung thư. Ngộ độc mản tính thường do ăn phải các thức ăn gây ô nhiểm các thức ăn
4
nhiểm các chất hoá học trong thời gian dài. Nguyên nhân gây ngộ độc thực phẩm củng
rất đa dạng và biểu hiện cũng rất phức tạp.
2. Các mối nguy đối với thực phẩm:
Có 3 loại mối nguy ảnh hưởng tới chất lượng thực phẩm:
- Mối nguy hoá học
- Mối nguy sinh học
- Mối nguy vật lý
2.1. Mối nguy sinh học:
Các tác nhân sinh học chính gây ô nhiểm bao g
ồm: Vi khuẩn, nấm mốc, virut,
vi sinh vật kí sinh.
Vi khuẩn có mọi nơi xung quanh chúng ta: Phân nước giải, rác bụi, thực phẩm
tươi sống là ổ chứa nhiều loại vi khuẩn gây bệnh. Trong không khí ,ngay cả trên cơ thể
củng có hang trăm loại vi khuẩn gây bệnh, trong không khí, ngay cả ở trên cơ thể
củng có hàng trăm cơ thể củng cơ trú (đặc biệt là bàn tay), ở miệng, ở đường tiêu hoá,
đường hô hấp, b
ộ phận sinh dục, tiết niệu. Thức ăn chin để trong nhiệt độ bình thường
là môi trường tôt nhất cho vi khuẩn trong không khí xâm nhập và phát triển mạnh, đặc
biệt là các thức ăn còn thừa sau một vài tiếng đồng hồ là vi khuẩn có thể đạt đến mức
gây ngộ độc thực phẩm.
Nấm mốc thường gặp trong môi trường sống, nhất là trong các loại ngủ quả,
quả hạt có dầu d
ự trữ trong điều kiện khí hậu nống ẩm như nước ta. Nấm mốc gây hư
hỏng thực phẩm, một số loại còn sản sinh ra các độc tố gay nguy hiểm. Alatoxinlaf
độc tố vi nấm được biết rỏ nhất Aspergillus Flavus và Aspergillus Parasiticus sản sinh
ra trong ngô, lạc ẩm mốc củng có thể gây ung thư gan.Virut gây ngộ độc thực phẩm
thường có trong ruột người. Các nhuyển thể sống ở nguồ
n nước gây ô nhiểm, rau quả
tưới nước phân tươi thường hay bị nhiểm virut bại liệt, virut viêm gan.
Virut có thể lây truyền phân qua tay người tiếp xúc hoạc nứơc bị ô nhiểm phân
vào thực phẩm, với số ít virut đố nhiểm bệnh cho người. Virut ở người có thể lây sang
người khoẻ trước khi phát bệnh.
Kí sinh vật thường gặp trong thực phẩm như giun sán. Người ăn phải thịt có ấu
trùng sắn dây trong thịt bò (
sán dây bò), trong thịt lợn (thịt lợn gạo) chưa nấu chín, khi
vào cơ thể thì ấu trùng sẽ thành sán trưởng thành ký sinh ở đường tiêu hoá gây rối loạn
5
tiêu hoá.
Trứng thịt gia cầm chưa chín do Salmonella: Gây sốt, tiêu chảy, đau bụng, mụn.
Sữa tươi, nước chưa khử trùng hoạc đun sôi, thịt gia cầm náu chưa chín do
Campylobacter: gây buồn nôn tiêu chảy, đau bụng, phân có máu.
Sử dụng nguồn nước ô nhiểm để làm kem, tưới rau quả, thực phẩm nấu chưa chín hoặc
ăn sống do V.cholarae (phân khuẩn tả): Gây tiêu chảy, phân lỏng, nhiều nước và đau
bụng.
Thự
c phẩm đóng hộp bị ô nhiểm trong quá trình chế biến: cá, thịt, các loại rau
do Clostridium botulinum (vi khuẩn kỵ khí): Gây giảm trương lực cơ, đặc biệt là ở mắt
và phổi (gây khó thở),
Sản phẩm từ sữa, thịt gia cầm chưa chín: nhiểm trìng từ mủi, tay, da và lây sang
thức ăn chứa Staphylococcus aureus (tụ cầu): Gây tiêu chảy, có loại gây triệu chứng
hoạc phân có máu, bệnh tả.
2.2 . Mối nguy hoá họ
c:
- Các chất ô nhiểm trong công nghiệp và môi trường như: Các đioxin, các chất
phóng xạ, các kim loại nặng (chì, thuỷ ngân, asen, cadimi).
- Các chất hoá học sử dụng trong công nghiệp như: Thuốc bảo vệ thực vật, thuốc thú
y, chất tăng trưởng, phân bón, thuốc trừ sâu, chất trừ giun sán và chất hun khói.
- Các chất phụ gia sử dụng không đúng qui định: Các chất tạo màu tạo mùi, tạo
ngọt, tăng độ bền kết dính, ch
ất ổn định, chất bảo quản, chất chống oxi hoá, chất tẩy
rửa và các hợp chất không mong muốn trong quá trình bao gói, chứa đựng thực phẩm.
- Các chất độc hại tạo ra trong quá trình chế biến thực phẩm như như thịt hun
khói, dầu mở bi cháy khét, các hợp chất tạo ra do phản ứng hoá học trong thực phẩm.
- Các độc tố tự nhiên có sẵn trong thực phẩm như mầm khoai tây, sắn, mă
ng,
nấm độc, cá nóc.
- Các chất gây dị ứng trong một số loại hải sản, nhộng, tôm.
Việc kiểm soát mối nguy hoá học tương đối phức tạp bới nhiều chất hoá học
không được sử dụng trong thực phẩm hoạc chỉ được sử dụng một lượng rất nhỏ vẩn
được các nhà chế biến lạm dụng. Trong khi năng lực phân tích của các phòng thí
nghiệm trong nướ
c (kể cả nước ngoài) còn rất hạn chế. Do đó, việc truy suất ngồn gốc,
đảm bảo một dây chuyền sản xuất sạch xuyên suốt từ khâu nguyên liệu ban đầu đến
thành phẩm là hết sức cần thiết.
6
2.3. Mối nguy vật lý:
Các tác nhân gây nên mối nguy vật lý bao gồm các di vật bị lẩn vào sản phẩm có
khả năng gây hại cho người sử dụng. Xét về mức độ nguy hại, tác nhân vật lý không
nguy hiểm như tác nhân sinh học và tác nhân sinh học nhưng nó lại thường dể nhận
thấy nhất và ảnh hưởng trực tiếp tới người sử dụng và vì vậy nó thường bị người tiêu
dung phàn nàn nhiều nhất. Sau đây là các tác nhân v
ật lý thường hay gặp trong thực
phẩm:
Dị vật
Nguồn lây nhiểm
Kim loại
Từ thiết bị, ghìm kẹp tài liệu, kim tiêm, búi rửa…từ công
nhân chế biến
Gỗ
Từ vật liệu xây dựng, gia kê, chuôi dao, khuôn …Từ giá
thể nuôi trồng.
Nhựa, nilon Từ giàn làm lạnh, bao bì, giấy lót khuôn
Lông, tóc Từ động vật, bao bì, giấy kót khuôn
Thuỷ tinh Từ chai lọ, dụng cụ chứa, mặt đồng hồ, bong điện…
Côn trùng hoạc
phân côn trùng
Do điều kiện cơ sở hạ tầng, vệ sinh chung kém.
Bảng 1.1: các tác nhân vật lý thường hay gặp trong thực phẩm
An toàn thực phẩm là mối quan tâm toàn cầu. Những sự kiện trong quá khứ dã
chứng minh rằng kiểm soát thực phẩm yếu kém có thể ảnh hưởng nghiêm trọng dến
cuộc sống hàng ngày và ngay cả làm thay đổi cơ may của công ty đang thành công. Là
một mặt hàng có sức tiêu thụ cao, việc sản xuất ra nhửng loại bia an toàn chất lượng là
một yếu tố hết s
ức quan trọng trong việc nâng cao danh tiếng và doanh thu của mỗi
công ty. Vì vậy việc áp dụng các qui trình sản xuất an toàn, vệ sinh trong nhà máy là
một yếu tố bắt buộc để khẳng định vị thế của công ty đó trong mắt người tiêu dùng.
Phân tích mối nguy và điểm kiểm soát tới hạn (HACCP) là một tiêu chuẩn quốc
tế xác định các yêu cầu của một hệ thống quản lý thực phẩm an toàn. Hệ thống
HACCP giúp t
ổ chức tập trung vào các nguy cơ có ảnh hưởng đến an toàn vệ sinh thực
phẩm và xác định một cách có hệ thống, thiết lập và thực hiện các giới hạn kiểm soát
quan trọng tại các điểm kiểm soát tới hạn trong suốt quá trình chế biến thực phẩm.
Ở Việt Nam, theo thống kê tình hình ngộ độc thực phẩm từ năm 2001 – 2005 là:
7
Bảng 1.2 Tình hình ngộ độc thực phẩm năm 2001 – 2005: [2]
Năm Số vụ Số mắc Số tử vong
Số vụ hàng
loạt
2001 245 3901 63 30
2002 218 4984 71 41
2003 238 6428 37 42
2004 145 3584 41 27
2005 144 4304 53 32
Tổng 990 23201 265 172
Bảng 1.4 Nguyên nhân gây ra ngộ độc thực phẩm: (%) [2]
Năm 2001 2002 2003 2004 2005
Vi sinh vật 38,4 42,2 49,2 55,8 51,4
Hoá chất 16,7 25,2 19,3 13,2 8,3
Thực phẩm có độc 31,8 25,2 21,4 22,8 27,1
Không rõ nguyên nhân 13,1 7,4 10,1 8,2 13,2
Nguyên nhân của tình trạng này là do nhận thức và việc kiểm soát về vệ sinh
ATTP thời gian qua còn hạn chế và nhiều bất cập. Việc đảm bảo vệ sinh ATTP chỉ
được quan tâm trong các doanh nghiệp xuất khẩu mà chưa chú trọng kiểm soát đối với
các sản phẩm tiêu dùng trong nước. Nhiều danh nghiệp thực phẩm vẫn chưa quan tâm
đến các hệ thống quản lý chất lượng và các hoạt động liên quan. Việc kiểm soát chặt
ch
ẽ về VSATTP mới chỉ được áp dụng chủ yếu trong ngành thuỷ sản. Trong số hơn
100 doanh nghiệp áp dụng và được chứng nhận hệ thống HACCP có tới hơn 90 doanh
nghiệp thuộc ngành thuỷ sản. Như vậy, giải quyết vấn đề đảm bảo an toàn vệ sinh và
chất lượng thực phẩm đang là một nhiệm vụ cấp bách của các cơ quan quản lý nhà
nước cũng như của các nhà sản xuất Việt Nam nhằm hướng tới một thị trường thực
phẩm lành mạnh, đảm bảo sức khoẻ con người.
Tổng cộng trong bia có hơn 136 chất, không có chất độc.
- Chỉ có acid- amin là Valin, Phenyl alanin.
- 70-80% chất đạm trong bia ở dạng cơ thể hấp thụ nhanh.
- Khoáng phosphat là chủ yếu, chứa từ 0.4-1g/l.
- Vitamin B
1
, B
2
, PP…
Ngoài các chất trên trong bia còn chứa các chất Dextrin, các chất đạm dưới dạng
Polime, các chất Humic trong bia giúp cho thức ăn phân tán tốt trong ruột, cải thiện
quá trình trao đổi chất.
Nhờ những ưu điểm này mà bia được sử dụng rộng rãi hầu hết khắp các nước trên thế
8
giới và sản lượng của nó ngày càng tăng.
Hiện nay trên thế giới có rất nhiều nước sản xuất bia với sản lượng khá lớn
Sau đây là số liệu và khả năng tiêu thụ bia của một số nước trên thế giới: [3]
Nước tiêu thụ Bình quân đầu người ( lít/năm)
Cộng hòa liên bang Đức 200
Cộng hòa Séc 155
Anh Quốc 133
Đan Mạch 135
Nhật bản 54
Đài loan 40
Nam triều tiên 35
Philippin 24
Trung Quốc 12
Thái lan 4
Malayxia 4
Việt Nam 4
Riêng ở Việt Nam ngoài 2 cơ sở sản xuất bia lớn là Nhà máy Bia Halida Hà Nội
và nhà máy bia SABECO với sản lượng trên 100 triệu lít/năm. Hiện nay cũng như
trong tương lai đã và đang sẽ phát triển nhiều cơ sở sản xuất bia có quy mô vừa và nhỏ
ở khắp các tỉnh, thành phố như bia: HuBi - NHA TRANG, Sammiguel, Tiger,
Heniken… đã góp phần đáp ứng nhu cầu ngày càng tăng của người tiêu dùng.
Chính vì vậy, khả năng mở rộng sản xuấ
t ngày càng tăng. Như vậy, vấn đề đặt ra
cho các nhà công nghệ là phải quan tâm hàng đầu về chất lượng cũng như giá thành của
sản phẩm nhằm đáp ứng như cầu và thị hiếu của người tiêu dùng để thu được lợi nhuận
cao nhất cho công ty và góp phần phát triển đất nước.
II. Xu hướng phát triển:
Bia từ lúc nguyên thủy chỉ được làm từ hạt đại mạch và một số
loại ngủ cốc nảy
mầm, với việc sử dụng một số loại cây cỏ như ngải cứu, lupin…để góp phần tạo nên
hương vị cho bia. Khoảng thế kỉ XIX, những vùng được coi là quê hương của hoa
houblon như Xibiri, Đông Nam nước Nga…người ta mới sản xuất ra bia giống như
9
ngày nay, đó là bia từ malt đại mạch, houblon và nước.
Cùng với tiến trình phát triển của khoa học kĩ thuật ngành sản xuất bia cũng đã
được thừa hưởng những thành tựu của khoa học kĩ thuật và ngày càng được quan tâm
hơn. Mặt khác do đời sống của con người ngày một nâng cao và nhu cầu ngày càng
tăng lên, nên phải đáp ứng được nhu cầu đó của con người đòi hỏi các nhà công nghệ
không ngừng tìm tòi, nghiên cứu tìm ra những giải pháp công nghệ tốt nhất
để hạn chế
mức thấp nhất những thiệt hại và rủi ro phát sinh trong quá trình sản xuất.
Ngành sản xuất bia của Việt Nam thực ra được hình thành từ những năm đầu thế
kỉ nhưng mới ở quy mô nhỏ. Từ năm 1990 trở lại đây, sản lượng bia tăng nhanh đạt bình
quân 8 lít/ người năm 1999. Tổng số tiền đầu tư vào ngành sản xuất bia lên đến gần
5500 t
ỉ đồng, thu nộp ngân sách cho nhà nước xấp xỉ 3000 tỉ đồng, mang lại công ăn
việc làm cho hơn 17500 lao động trực tiếp và hàng vạn lao động trong các ngành có liên
quan (thống kê của hiệp hội rượu - bia - nước giải khát 12- 1999). [4].
Ngành bia là một trong những ngành thực phẩm, sản xuất ra loại đồ uống có
chất lượng phục vụ nhu cầu xã hội, trong vòng 10 năm qua ngành bia có tốc độ tăng
trưởng nhanh đáp ứng nhu c
ầu trong nước thay thế phần nhập khẩu trước đây.
Bảng 2: Sản lượng bia cả nước [4].
Năm 1987 1992 1997 1999-2000
Sản lượng bia cả nước (triệu lít) 84.5 169 667 1000
Bảng 3: Mức tăng trưởng bình quân hàng năm [4].
Năm 1991-1992 1993-1994 1995-1996 1997-1998 1999-2000
Mức tăng
trưởng bình
quân hàng
năm (%)
26.62 14.30 17.0 10.0 10.0
10
Ngành bia trong vòng 10 năm qua đã tập trung đầu tư mạnh nhằm nâng cao công suất
tăng sản lượng và chất lượng sản phẩm. Ngành đã chú trọng đầu tư các dây chuyền
thiết bị hiện đại tiên tiến, đồng bộ và có công nghệ tiên tiến trên thế giới và đã đóng
góp vào ngân sách nhà nước rất lớn thể hiện ở bảng sau:
Bảng 4: Mức doanh thu năm 2006 [5].
Toàn ngành bia Đơn vị Doanh thu Lợi nhu
ận Nộp ngân sách
Bia trung ương Triệu đồng 2.264.162 445.691 1.209.000
Bia liên doanh Triệu đồng 2.257.310 -64.115 1.034.402
Bia địa phương Triệu đồng 1.077.150 -72.015 295.000
Tổng Triệu đồng 5.598.622 309.483 2.538.000
Một số sản phẩm bia tiêu thụ rộng rãi ở Việt Nam
III. TÌM HIỂU VỀ CHẤT LƯỢNG SẢN PHẨM: [6].
Muốn nhập khẩu được sản phẩm bia vào các thị trường có thu nhập cao như:
Mỹ, Nhật, Canada, EU… đòi hỏi các nhà chế biến Việt Nam phải có chương trình
quản lý chất lượng tương với các chương trình quản lý chất lượng của các nước nhập
khẩ
u. Mà chương trình quản lý chất lượng theo kiểu truyền thống thì không đáp ứng
được yêu cầu đó. Đó là lý do vì sao các nhà chế biến Việt Nam phải tìm hiểu các
chương trình quản lý chất lượng như: GMP, HACCP, ISO 9000, TQM…để mong tìm
một chương trình quản lý chất lượng phù hợp với tình hình cụ
thể của xí nghiệp mình. Trong đó việc áp dụng HACCP cũng rất quan trọng. Sau đây
em xin giới thiệu hệ thống quản lý chất l
ượng theo HACCP.
III.1. Hệ thống quản lý chất lượng trên cơ sở phân tích các điểm kiểm soát trọng
yếu (HACCP):
An toàn thực phẩm luôn là vấn đề quan trọng đối với mọi người ở mọi quốc gia,
tuy nhiên chỉ trong vài thập kỷ gần đây an toàn thực phẩm mới được quan tâm một
11
cách đúng mức và kiểm soát tương đối có hiệu quả.
Phương thức quản lý chất lượng truyền thống dựa trên việc kiểm tra chất lượng thành
phẩm cuối cùng không đủ khả năng đảm bảo được chất lượng và vệ sinh của thực
phẩm sản xuất và cung cấp cho người tiêu dùng, chỉ khi nào kiểm soát được một cách
chủ động và hệ thống các yếu tố chất l
ượng và điều kiện vệ sinh trong toàn bộ quá
trình sản xuất, chế biến và cung ứng mới có khả năng đảm bảo an toàn thực phẩm. Một
trong các hệ thống có thể kiểm soát chặt chẽ và có hiệu quả các quá trình trên là hệ
thống HACCP.
III.2. Lịch sử phát triển của hệ thống HACCP:
HACCP được viết tắt từ tiếng Anh "Hazard Analysis Critical Control Points" là
hệ thống quản lý chất lượng mang tính phòng ngừa, nhằ
m đảm bảo an toàn thực phẩm
và chất lượng thực phẩm dựa trên việc phân tích mối nguy và xác định các biện pháp
kiểm soát tại điểm kiểm soát tới hạn. HACCP kiểm soát và phòng ngừa các yếu tố gây
hại đến sự an toàn của thực phẩm thay vì chỉ kiểm tra sản phẩm cuối cùng.
Hệ thống HACCP áp dụng trong an toàn thực phẩm được triển khai đầu tiên từ
những năm 1960 ở công ty Pilsbury, các phòng thí nghiệ
m trong quân đội Mỹ ở Natrick
và NASA trong khuôn khổ chế tạo thực phẩm phục vụ cho các chương trình vũ trụ của
Mỹ. Ngay từ khi đó đã có nhu cầu cần thiết các bước kiểm soát và các bước điều chỉnh
trong quá trình sản xuất thực phẩm để đảm bảo tiêu diệt những mầm bệnh và chất độc
có trong nguyên liệu thô hoặc phát sinh trong quá trình sản xuất. Năm 1971, Công ty
Plisbury đã trình bày khái niệm về
HACCP tại Hội nghị về an toàn thực phẩm. Sau đó,
khái niệm này được áp dụng rộng rãi trong các ngành công nghiệp thực phẩm. Năm
1974 Cơ quan Dược phẩm và Thực phẩm của Mỹ đã đưa HACCP vào trong quy chế về
thực phẩm đóng hộp ở môi trường axit thấp. Trong những năm 80, nhiều công ty thực
phẩm lớn đã áp dụng hệ thống HACCP. Năm 1985, Uỷ ban khoa học quốc gia của Mỹ
đã đưa ra lời khuyên cho các công ty chế biến thực phẩm nên áp dụng HACCP để đảm
bảo an toàn thực phẩm.
Ngày nay, rất nhiều tổ chức như Tổ chức Quốc tế về các tiêu chuẩn Vi sinh cho Thực
phẩm (ICMSF), Tổ chức Quốc tế về Sữa, Thực phẩm và vệ sinh Môi trường (IAMFES)
khuyến khích việc áp dụng HACCP. Uỷ ban Tiêu chuẩn hoá Quốc tế về Thực phẩ
m
(Codex Alimentarius Commission - CAC) gần đây đã và đang khuyến khích thực thi
các hệ thống HACCP trong lĩnh vực công nghiệp thực phẩm. Uỷ ban vệ sinh thực
12
phẩm đã tiến hành soạn thảo những tiêu chuẩn áp dụng HACCP để thực hiện trong các
nước thành viên.
III.3 Những lợi ích của việc áp dụng HACCP:
- HACCP là cách tiếp cận bao quát tất cả các phương diện của an toàn thực phẩm
từ nguyên liệu thô, quy trình sản xuất cho đến các sản phẩm cuối cùng.
- Áp dụng HACCP sẽ giúp chuyển từ việc kiểm tra sản phẩm cuối cùng sang
tiếp cận phòng ngừa các nguy hại trong t
ừng giai đoạn của quá trình sản xuất nhằm
đảm bảo an toàn thực phẩm.
- Áp dụng HACCP sẽ giúp cho việc sử dụng các nguồn lực hiệu quả hơn, giảm
chi phí trong quá trình sản xuất và có nhiều thời gian trong việc giải quyết vấn đề về
an toàn thực phẩm.
- Một nghiên cứu ứng dụng HACCP đúng đắn phải xác định những nguy hại
bao gồm cả những nguy hại có th
ể dự báo được trong thực tế.
- Áp dụng HACCP là tiền đề cho việc áp dụng các hệ thống bảo đảm chất lượng
khác và hệ thống tiêu chuẩn ISO 9000.
Tóm lại về lợi ích của HACCP Tổ chức Y tế thế giới cho rằng:
- HACCP là cách chủ động, dự đoán được các vấn đề trước khi chúng xảy ra.
- HACCP cung cấp các cơ chế kiểm soát nhanh và dễ giám sát.
- HACCP đảm bảo an toàn thực phẩm ít tố
n kém hơn phương pháp phân tích
hoá học, vi sinh.
- HACCP nhấn mạnh vào giám sát các điểm kiểm soát trọng yếu cho người trực
tiếp chế biến thực phẩm.
- HACCP có thể áp dụng để chuẩn đoán các mối nguy hiểm tiềm ẩn.
III.4. Tình hình áp dụng hệ thống HACCP hiện nay trên thế giới:
Hệ thống phân tích mối nguy và điểm kiểm soát tới hạn HACCP là một hệ
thống quản lý chất lượng đượ
c thừa nhận như là một công cụ hữu hiệu nhất để quản lý
VSATTP và giảm thiểu nguy cơ mất an toàn thực phẩm trong quá trình nuôi trồng, sản
xuất, chế biến và tiêu thụ.
Từ khi được áp dụng đầu tiên từ đầu những năm 1960 đến nay, hệ thống
HACCP trải qua hơn 40 năm hoàn thiện ngày càng thể hiện tính ưu việt của nó. Một số
tổ chức quốc tế
như Học viện Quốc gia về khoa học Mỹ, Ban cố vấn quốc gia về các
13
chỉ tiêu vi sinh cho thực phẩm (Mỹ) và tiểu ban hỗn hợp WHO/FAO Codex đã xem
HACCP như là một hệ thống hiệu quả và kinh tế nhất cho việc đảm bảo cung cấp thực
phẩm an toàn. Tiểu ban Codex đã ban hành tiêu chuẩn CAC/RCP1 - 1996.
Ngày càng nhiều quốc gia có xu hướng quy định bắt buộc áp dụng HACCP đối
với một số thực phẩm như: Mỹ, Anh, Úc, Canada, v.v Các nước muốn xuất khẩu
thực phẩm trong đó có thuỷ
sản vào các thị trường này cũng phải chứng tỏ rằng các
doanh nghiệp sản xuất thực phẩm của họ đã và đang áp dụng HACCP một cách có
hiệu quả.
III.5. Tình hình áp dụng hệ thống HACCP tại Việt Nam:
Tại nước ta, các chương trình cấp quốc gia về thực phẩm như chương trình nuôi
trồng 2 triệu tấn thuỷ sản, các chương trình chuyển dịch cơ cấu nông nghiệp theo
h
ướng kết hợp Nông - Lâm - Ngư v.v Đều hướng tới mục tiêu xuất khẩu, do đó việc
xây dựng, áp dụng và chứng nhận hệ thống HACCP là thực sự cần thiết và cấp bách.
Những năm 1990 Việt Nam đã xuất khẩu mặt hàng thủy sản sang các nước EU, Mỹ, vì
vậy các doanh nghiệp chế biến thuỷ sản tăng cường hệ thống kiểm soát chất lượng sản
phẩm xuất khẩu. Đồng thời EU còn yêu cầu các cơ quan thẩm quyền ở các nước xuất
khẩu áp dụng hệ thống công nhận điều kiện đảm bảo VSATTP của doanh nghiệp. Do
đó các doanh nghiệp chế biến thuỷ sản phải thực hiện mô hình quản lý chất lượng dựa
trên phân tích và kiểm soát các mối nguy có thể xảy ra, đó là hệ thống HACCP.
Ưu điểm của HACCP là buộc các nhà sản xu
ất, cung cấp nguyên liệu như cơ
quan chức năng phải luôn cập nhật và thực hiện việc kiểm soát chất lượng dựa trên tri
thức khoa học hiện đại. Ngoài ra áp dụng HACCP còn lợi về kinh tế vì nó có khả năng
phát hiện, sửa chữa các lỗi hoặc thiếu sót trong quá trình sản xuất mà không phải đợi
cho đến khi sản phẩm đựoc bao gói và tiêu thụ.
Ngành thuỷ sản: Năm 1994 chính phủ Việt Nam thành lập trung tâm ki
ểm tra
chất lượng và vệ sinh an thuỷ sản (NAFIQACEN), năm 1997 trung tâm đề ra yêu cầu
mới cho các doanh nghiệp muốn xuất hàng sang EU và Mỹ, đó là các quy định công
nhận đối với:
- Vùng thu hoạch nhuyễn thể 2 mạnh vỏ cho thị trường EU.
- Điều kiện vệ sinh và hệ thống HACCP của các doanh nghiệp muốn xuất hàng
vào thị trường EU.
- Hệ thống HACCP của các doanh nghiệp muốn xuất hàng sang Mỹ.
14
Năm 1998 Bộ thuỷ sản quyết định chọn hệ thống HACCP áp dụng trong tất cả
cơ sở chế biến thuỷ sản trên phạm vi toàn quốc từ 01/01/2001.
Sản phẩm nội địa: Nước ta lượng hàng thực phẩm nội tiêu dùng khá lớn, người
tiêu dùng đòi hỏi về ATTP ngày càng cao. Mọi người dân có xu hướng thích dùng
hàng ngoại nhập, vì vậy các nhà sản xuất phải nâng cao chất lượng sản phẩm
để cạnh
tranh với hàng ngoại. Từ 04/01/1997 Tổng cục tiêu chuẩn đo lường chất lượng đã ra
quyết dịnh 05/TĐC-QĐ cho các chi cục chịu trách nhiệm hướng dẫn các cơ sở sản
xuất thực phẩm áp dụng hệ thống GMP và HACCP. Tháng 07/1999 Bộ công nghiệp
đã tổ chức một hội nghị chuyên đề về HACCP và tiến tới hướng dẫn áp dụng HACCP
cho các doanh nghiệp. Ngày 07/09/2000 Tổng cụ
c tiêu chuẩn đo lường chất lượng Vụ
kỹ thuật - Bộ thuỷ sản đã tổ chức hội thảo về hệ thống quản lý chất lượng VSATTP
theo HACCP. Ngày 09/09/2000 cục quản lý chất lượng VSATTP mở hội thảo về hoạt
động quản lý chất lượng VSATTP.
An toàn thực phẩm không chỉ phụ thuộc vào một mắt xích nào đó trong dây
truyển sản xuất thực phẩm mà nó là công vi
ệc xuyên suốt toàn bộ dây truyền đó. Vì
vậy, các yêu cầu đảm bảo VSATTP là áp dụng các hệ thống đảm bảo chất lượng tại
các cơ sở sản xuất như: "Thực hành sản xuất tốt (GMP), hệ thống phân tích nguy cơ và
xác định điểm kiểm soát trọng yếu (HACCP), hệ thống ISO 9000 (Bộ tiêu chuẩn quốc
tế về quản lý), quản lý chất lượng toàn diện TQM (Total Quality Managerment)". Đó
cũng là động cơ phát triển công nghiệp hoá, hiện đại hoá đối với nền sản xuất hàng
hoá thực phẩm, tiến tới hội nhập khu vực và tăng cường hàng hoá thực phẩm xuất
khẩu. Các chuyên gia trên thế giới đánh giá cao về tiềm năng thực phẩm ở Việt Nam,
nhưng để phát triển và hội nhập với các nước trên thế giới thì chính phủ Việt Nam cần
nghiên cứu kỹ lưỡng và có chiến lược cụ thể về GMP, HACCP như các nước phát
triển đã áp dụng.
III.6. Cách tiến hành xây dựng hệ thống HACCP:
Hệ thống HACCP được thiết kế để phòng ngừa và kiểm soát các mối nguy liên
quan đến thực phẩm ngay từ khi tiếp nhận nguyên liệu, trải qua suốt quá trình sản xuất
tới nơi phân phối cho người tiêu dùng. Hệ thống HACCP phải được xây dự
ng trên nền
tảng vững chắc của các Qui phạm sản xuất tốt (GMP) và các Qui phạm vệ sinh chuẩn
(SSOP). GMP và SSOP tác động đến môi trường của hoạt động chế biến sản xuất và
cần được coi là chương trình tiên quyết của HACCP.
15
Điều kiện áp dụng HACCP:
- Các nhà máy chế biến sản xuất thực phẩm phải đáp ứng các yêu cầu của
TCVN, tiêu chuẩn ngành tương ứng cho từng loại thực phẩm.
- Cơ sở phải thiết lập bằng văn bản Qui phạm sản xuất tốt (GMP) cho từng công
đoạn trong tất cả dây chuyền công nghệ sản xuất. Qui định rõ ràng và hướng dẫn chi
tiết thao tác kĩ
thuật của công nhân, các thông số kĩ thuật cần đảm bảo, trách nhiệm
của từng cá nhân quản lí sản xuất tổ chức thực hiện và có hồ sơ theo dõi đầy đủ việc
thực hiện Qui phạm đó.
- Cơ sở phải thiết lập bằng văn bản Qui phạm vệ sinh sản xuất chuẩn (SSOP),
nêu rõ các thủ tục, qui trình, phương pháp làm vệ sinh, biện pháp kiểm soát, phương
pháp giám sát cho từng lĩnh vực đảm bảo vệ sinh công nghiệp, tổ chức thực hiện và có
hồ sơ theo dõi đầy đủ việc thực hiện Qui phạm đó.
Trong thực tế hệ thống HACCP chỉ có thể thực hiện được trên cơ sở nền tảng
của việc áp dụng GMP và SSOP là các chương trình vệ sinh cơ bản đảm bảo điều kiện
sản xuất bao gồm: nhà xưởng, kho tàng, dây chuyền sản xuất, thiết bị dụng cụ, con
người và môi trường sản xuất
III.6.1.Hệ thống HACCP được xây dựng và áp dụng dựa trên 7 nguyên tắc cơ bản
sau:
Nguyên tắc 1: Tiến hành phân tích các hiểm nguy.
Xác định các nguy hại (sinh học, hoá học, vật lí) có khả năng xuất hiện ở tất cả các
giai đoạn trong quá trình sản xuất từ nguyên liệu thô, chế biến, bảo quản, phân ph
ối
cho đến khi sản phẩm tới tay người tiêu dùng và đề ra các biện pháp để kiểm soát các
nguy hại này.
Nguyên tắc 2: Xác định các điểm kiểm soát trọng yếu (CCPs).
Xác định các điểm, các quá trình và các giai đoạn được kiểm soát để loại trừ hoặc
giảm đến mức tối đa sự xuất hiện của các nguy hại. Các giai đoạn trong quá trình sản
xuất bao gồm nhận vào hoặc chế bi
ến nguyên liệu thô, vận chuyển nguyên liệu thô,
quá trình chế biến bảo quản
Nguyên tắc 3: Xác định các ngưỡng tới hạn
Xác định các ngưỡng tới hạn đảm bảo những điểm kiểm soát trọng yếu nằm trong
vùng kiểm soát.
16
Nguyên tắc 4: Thiết lập hệ thống kiểm soát, điều chỉnh các điểm kiểm soát trọng
yếu.Thiết lập hệ thống kiểm soát, điều chỉnh các điểm kiểm soát trọng yếu bằng các
thủ tục kiểm tra hoặc quan sát.
Nguyên tắc 5: Thiết lập những hành động kịp thời cần đưa ra một khi các quan sát
theo dõi cho thấy một điểm kiểm soát tr
ọng yếu nào đó bị chệch khỏi vùng kiểm soát.
Nguyên tắc 6: Thiết lập hệ thống kiểm tra để đánh giá xem hệ thống HACCP hoạt
động có hiệu quả không.
Nguyên tắc 7: Tiến hành tư liệu hoá tất cả những thủ tục tiến hành cũng như các hồ sơ
liên quan đến các nguyên tắc và quá trình áp dụng hệ thống này.
III.6.2. HACCP áp dụng cho qui trình chế biến thực phẩm:
HACCP là hệ thống qu
ản lí chất lượng trên cơ sở kiểm tra phòng ngừa tại các
điểm kiểm soát trọng yếu. Hệ thống này chỉ có thể hữu hiệu khi tuân thủ nghiêm ngặt
các chương trình điều kiện tiên quyết, đó là: các điều kiện sản xuất, nhà xưởng và vệ
sinh được thực hiện tốt. Những điều này được quyết định thành quy phạm phải tuân
theo đó là:
- Quy phạm sả
n xuất tốt (GMP)
- Quy phạm vệ sinh tốt (SSOP)
Các quy phạm này đạt yêu cầu, thì việc thực hiện HACCP cũng coi như thắng lợi một
phần.
III.6.2.1.Quy phạm sản xuất tốt (GMP):
GMP là chữ cái viết tắt từ “Good Manufacturing Pratices”. GMP là các biện pháp,
thao tác thực hành cần tuân thủ nhằm đảm bảo sản xuất ra những sản phẩm đạt yêu cầu
về chất lượng sản phẩm. GMP giúp kiểm soát tấ
t cả các yếu tố liên quan đến chất
lượng sản phẩm trong quá trình sản xuất, từ khâu nguyên liệu đến thành phẩm cuối
cùng.
Quy phạm về xây dựng nhà xưởng:
* Địa điểm và môi trường xung quanh
- Không bị ô nhiễm.
- Không bị ngập lụt.
- Có nguồn nước bảo đảm.
17
- Thuận tiện về giao thông.
* Yêu cầu về thiết kế bố trí nhà xưởng:
- Có tường bao ngăn cách.
- Có kích thước phù hợp.
- Dây chuyền sản xuất đi theo một chiều.
- Thuận tiện cho làm vệ sinh và khử trùng.
- Không tạo nơi ẩn náu cho động vật nguy hại
- Giữa các phân xưởng phải có sự ngăn cách hợp lí.
* Yêu cầu về kết cấu nhà xưởng:
- Kết cấu vững chắc, dễ làm vệ
sinh và khử trùng.
- Thiết bị lắp đặt trong phân xưởng phải liên hoàn.
- Các yêu cầu chính như nền, trần phải chịu được axít và xút. Tường, cửa phải
thông gió và có đủ ánh sáng.
Quy phạm về thiết bị và dụng cụ chế biến:
- Vật liệu sử dụng phải thích hợp với từng loại sản phẩm, an toàn vệ sinh
(không gây độc), bền, dễ bảo trì, dễ làm vệ sinh và khử trùng.
- Yêu cầ
u máy móc thiết bị, thiết bị hiện đại, không được lạc hậu về công nghệ
trong vòng 15 – 20 năm.
- Thiết bị máy móc phải có nhiều tính năng tác dụng, các chỉ tiêu kinh tế, kĩ
thuật cao.
III.6.2.2. Quy phạm vệ sinh (SSOP):
SSOP (Sanitation Standard Operating Procedues) là quy trình làm vệ sinh và
thủ tục kiểm soát vệ sinh xí nghiệp.
* Tại sao phải áp dụng SSOP:
- SSOP giúp thực hiện mục tiêu duy trì các GMP.
- Giảm số lượng các điểm kiểm soát trong kế hoạch HACCP.
- Tăng hiệu quả của kế hoạch HACCP.
- Cần thiết ngay cả khi không có chương trình HACCP.
* Các lĩnh vực cần xây dựng SSOP:
- An toàn nguồn nước.
- Vệ xinh thiết bị, nhà xưởng.
18
- Vệ sinh cá nhân.
- Sức khoẻ công nhân.
- Chất thải.
Trong đó, bao gồm các công tác kiểm soát sức khoẻ công nhân, kiểm soát vệ sinh cá
nhân, kiển soát việc làm vệ sinh khử trùng thiết bị nhà xưởng, kiểm soát việc sử dụng thiết bị
sản xuất, kiểm soát việc lây nhiễm chéo, kiểm soát động vật gây hại, kiểm soát việc sử dụng
và bảo quản hoá chất - dầu máy, kiểm soát nguồn nước. Như vậy, SSOP chính là m
ột phương
thức cụ thể hoá nội dung của GMP.
Như vậy, giải quyết vấn đề đảm bảo an toàn vệ sinh chất lượng thực phẩm đang
là một nhiệm vụ cấp bách của các cơ quan quản lí nhà nước cũng như của các nhà sản
xuất tại Việt Nam nhằm hướng tới một thị trường thực phẩm lành mạnh, đảm bảo sức
kho
ẻ con người.
Việc áp dụng các nguyên tắc của hệ thống HACCP bao gồm các bước sau:
19
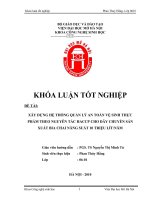
Hình 1: Các bước logic của quá trình áp dụng hệ thống HACCP.
Thành lập nhóm HACCP
Mô tả sản phẩm
Xác định mục đích sử dụng của sản phẩm
Xây dựng quá trình sản xuất
Thẩm tra tại chỗ sơ đồ quy trình sản xuất
Liệt kê tất cả các nguy hại phân tích các nguy hại.
Nêu các biện pháp kiểm soát
.
Xác định các điểm kiểm soát trọng yếu (CCPs)
Xác định các ngưỡng tới hạn, điều chỉnh cho từng
điểm kiểm soát trọng yếu (CCP)
Thiết lập hệ thống kiểm soát, điều chỉnh cho từng
điểm kiểm soát trọng yếu (CCP)
,
Đưa ra các biện pháp hành động kịp thời
Xây dựng các bước kiểm tra
Thiết lập hệ thống lưu giữ hồ sơ và tư liệu
1
2
3
4
5
6
7
8
9
10
11
12
.
20
Nói tới kế hoạch HACCP người ta thường nghĩ tới 7 nguyên tắc của nó, nhưng
thực ra nó còn bao gồm các bước chuẩn bị. Nếu không chú ý đúng mức tới các bước
chuẩn bị có thể dẫn đến việc giảm hiệu quả của việc thiết kế, thực hiện và quản lí kế
hoạch HACCP.
Để chuẩn bị xây dựng kế hoạch HACCP mỗi cơ sở phải tạ
o ra nền tảng vững
chắc của nó.
Các bước chuẩn bị bao gồm:
+ Thành lập nhóm HACCP.
+ Mô tả sản phẩm và hệ thống phân phối.
+ Xác định mục đích sử dụng và khách hàng dự tính của sản phẩm.
+ Vẽ sơ đồ qui trình công nghệ.
+ Thẩm tra sơ đồ qui trình công nghệ.
Bước 1: Thành lập nhóm HACCP:
Thành lập nhóm HACCP là một bước quan trọng trong việc xây dựng chương
trình HACC. Người lãnh đạo cao nhấ
t của cơ sở phải ra quyết định bằng văn bản thành
lập nhóm HACCP kèm theo bản danh sách và phân công trách nhiệm rõ ràng cho các
thành viên của nhóm.
Nhóm HACCP phải bao gồm những người đã được đào tạo về HACCP có đủ
kiến thức kinh nghiệm để xây dựng và tổ chức thực hiện chương trình HACCP có hiệu
quả, các thành viên có thể gồm các kỹ sư công nghệ, KCS, chuyên gia về ATTP.
Nhóm sẽ xây dựng hệ thống HACCP, soạn thảo SSOP, th
ẩm tra và thực hiện
HACCP. Nhóm phải am hiểu các mối nguy ATTP và các nguyên tắc HACCP. Khi nảy
sinh các vấn đề mà cán bộ của cơ sở không giải quyết được nên tuyển chuyên gia bên
ngoài.
Thành viên của nhóm HACCP phải bao gồm:
- Thành viên phụ trách đánh giá các mỗi nguy (hoá học, vật lý, vi sinh)
- Thành viên phụ trách xác định các kiểm soát trọng yếu (CCPs)
- Thành viên phụ trách điều chỉnh các điểm kiểm soát trọng yếu
- Thành viên phụ trách kiểm tra các hoạt động tại các
điểm kiểm soát trọng yếu
- Thành viên phụ trách kiểm tra các sản phẩm và quá trình kiểm tra, đánh giá.
Việc lựa chọn chính xác các thành viên của nhóm rất quan trọng và có ý nghĩa
quyết định sự thành công của việc áp dụng hệ thống HACCP. Trưởng nhóm
21
hoặc một chuyên gia có kinh nghiệm ở bên ngoài là người đứng ra chọn các thành viên
của nhóm. Các thành viên phải là những người nắm vững về công nghệ và các thiết bị
dùng trong dây chuyền sản xuất. Sơ đồ dây chuyền sản xuất, vi sinh vật, các nguyên
tắc cơ bản của HACCP.
Bước 2: Mô tả sản phẩm:
Mô tả sản phẩm nhằm xác định khả năng nhiễm bẩn thực phẩm có thể có trong
nguyên liệ
u, trong chế biến hoặc bảo quản và tiêu thụ. Mô tả sản phẩm phải bao gồm
các chi tiết quan trọng nhất của nguyên liệu, thành phần, phụ gia thực phẩm, vật liệu
bao gói, v.v đồng thời xác định được mối nguy hại có thể xảy ra đối với các thành
phần đó tại các công đoạn sản xuất, bao gồm:
+ Đối với sản phẩm:
- Nguyên liệu và các thành phần được sử
dụng
- Mối nguy hại có từ các thành phần đó (nêu chi tiết cụ thể của các mối nguy hại sinh
học, vật lý, hoá học)
- Nếu sử dụng phụ gia thực phẩm (phẩm màu, chất bảo quản, ) cần nêu rõ người sản
xuất và cung cấp, tên, mã số các chất phụ gia, chỉ tiêu chính về chất lượng vệ sinh,
công thức sử dụng trong công thức chế biến và giới hạ
n tối đa cần khống chế.
- Các chỉ tiêu ức chế sự phát triển vi sinh vật của sản phẩm: pH, Aw, Eh.
Những nội dung của mục này được thể hiện ở phụ lục 4.
+ Đối với quá trình chế biến:
- Khả năng nhiễm bẩn từ các công đoạn chuẩn bị, chế biến, bảo quản
- Các bước có nhiều nguy cơ nhiễm bẩn nhất trong các công đ
oạn trên và các mối
nguy hại chính.
- Khả năng nhiễm vi sinh vật hoặc độc tố trước và sau các giai đoạn xử lý nhiệt đối với
thực phẩm ăn ngay.
- Công đoạn nào cần kiểm soát chặt chẽ để ngăn chặn các mối nguy hại.
+ Mô tả về nguyên liệu và thành phần cần nêu:
- Đặc trưng cơ bản của nguyên liệu hoặc thành phần.
- Các dạng m
ối nguy có thể có.
Bước 3: Xác định mục đích sử dụng của sản phẩm:
Xác định mục đích và phương thức sử dụng đối với sản phẩm cuối cùng và các yêu
22
cầu liên quan để đảm bảo được mục đích đó, bao gồm:
- Phương thức sử dụng (ăn ngay hay phải qua chế biến nhiệt hoặc pha chế hoặc dùng
trong trường hợp ăn kiêng, )
- Phương thức phân phối (bán buôn, bán lẻ, xuất khẩu, )
- Thời hạn sử dụng và điều kiện bảo quản
- Yêu cầu về ghi nhãn (công bố các xác nhận, giới thiệu cách sử
dụng, )
Các yêu cầu về mục đích sử dụng được thể hiện theo mẫu trình bày tại phụ lục 4.
Bước 4: Xây dựng sơ đồ qui trình sản xuất:
Nhóm HACCP cần phải xây dựng sơ đồ qui trình sản xuất. Sơ đồ qui trình sản
xuất bao gồm tất cả các bước trong dây chuyền. Mỗi bước trong dây chuyền sản xuất
phải được nghiên cứu kĩ lưỡng và phả
i chứa đựng các thông tin về các số liệu cần thiết
của qui trình sản xuất.
*Các yêu cầu về nhà xưởng
Các yêu cầu về nhà xưởng cũng như nơi đặt các thiết bị cũng cần phải được
xem xét một cách kỹ lưỡng. Dưới đây là các ví dụ về các số liệu cần dùng, tuy nhiên
không nhất thiết chỉ giới hạn trong những số liệu này:
+ Kế hoạch bố trí nhà x
ưởng, mặt bằng sàn.
+ Các đường đi lại của công nhân trong dây chuyền.
+ Những đường đi lại có khả năng gây nhiễm vào sản phẩm.
+ Không gian trong dây chuyền.
+ Nơi để nguyên liệu thô, nguyên liệu dùng cho bao gói, bao bì.
+ Vị trí phòng thay đồ của công nhân, phòng tắm, phòng ăn.
Bước 5: Thẩm tra tại chỗ sơ đồ qui trình sản xuất:
Nhóm HACCP cần phải kiểm tra tại chỗ từng bước trong sơ đồ qui trình sản xuất mộ
t
cách cẩn thận đảm, bảo sơ đồ đó thể hiện một cách đúng đắn quá trình hoạt động của
qui trình sản xuất trong thực tế. Sơ đồ phải sửa chữa sau khi nhận thấy cần phải có
những thay đổi trong thực tế.
Bước 6: Liệt kê tất cả các nguy hại có thể có trong từng giai đoạn của qui trình sản
xuất, phân tích các nguy hại và nêu các biện pháp kiểm soát các nguy h
ại đó.
Nhóm HACCP cần phải liệt kê tất cả các mối nguy hại có thể xuất hiện trong từng giai
đoạn của qui trình sản xuất từ giai đoạn nhận nguyên liệu thô, chế biến, đóng gói, bảo
23
quản, phân phối đến tay người tiêu dùng.
Nhóm HACCP cần phải tiến hành phân tích các mối nguy hại đã liệt kê ở trên để có
thể đưa ra những nguy hại mà việc loại trừ hay giảm bớt tới mức chấp nhận được là
nhất thiết để đảm bảo an toàn cho sản phẩm.
Khi tiến hành phân tích các mối nguy hại, nhóm HACCP cần phải lưu ý những điểm
sau:
+ Khả năng xuất hiệ
n các nguy hại và ảnh hưởng của chúng tới sức khoẻ của người
tiêu dùng.
+ Đánh giá định lượng các mối nguy hại.
+ Khả năng sống và phát triển của các loại VSV có khả năng xuất hiện trong các giai
đoạn của quá trình sản xuất.
+ Sự xuất hiện các loại chất độc, các tạp chất hoá học và vật lý trong sản phẩm.
+ Các điều kiện dẫn đến các nguy hại.
- Các mối nguy có thể bắt nguồn từ:
+ Nhà xưởng, thiết bị, dụng cụ, con người (thường được kiểm soát bằng chương trình
vệ sinh tiên quyết như GMP hoặc SSOP được nêu ở phần sau).
+ Nguyên liệu, vật liệu, thành phần.
+ Các công đoạn trong quá trình chế biến, bao gói, vận chuyển, bảo quản và sử dụng
(phần chính của quá trình phân tích).
Bước 7: Xác định các điểm kiểm soát trọng yế
u:
Trong qui trình sản xuất đã được xem xét, các biện pháp kiểm soát cho các bước sau
phải được xem xét cViệc xác định các điểm kiểm soát trọng yếu (CCP) trong hệ thống
HACCP có thể dễ dàng hơn nếu áp dụng cây quyết định. Việc áp dụng cây quyết định
cần được chỉ ra sao cho thuận lợi cho từng giai đoạn trong quá trình sản xuất. Khi các
biện pháp kiểm soát nguy hại cho một bước nào đó trho tới khi cây quyết đị
nh đã được
áp dụng cho tất cả các bước trong qui trình được biểu diễn trong sơ đồ qui trình sản
xuất.
24
Câu
hỏi 1
Câu
hỏi 2
Câu
hỏi 3
Câu
hỏi 4
Sơ đồ1: Cây quyết định.
Có biện pháp kiểm soát phòng ngừa không?
Có Không Sữa đổi bước, quá trình hay sản phẩm
Kiểm tra bước này có cần thiết
với an toàn thực phẩm không ?
Có
Không
Không phải CCP Ngưng *
Bước chế biến này có được thiết kế cụ thể để loại bỏ hay làm
giảm khả năng xảy ra mối nguy xuống tới mức chấp nhận được
hay không ? (**)
Có
Không
Liệu nhiễm bẩn có các mối nguy đã được xác định khi vượt quá
mức chấp nhận được, hay liệu các mức này có tăng lên tới những
mức không thể chấp nhận được không ?
Có Không Không phải CCP Ngưng (*)
Có Không
ĐIỂM KIỂM SOÁT TỚI HẠN
Không phải CCP Ngưng (*)
Bước chế biến tiếp theo có loại bỏ được các mối nguy đã được xác định.
Hoặc làm giảm khả năng của chúng xuống tới mức chấp nhận được không?
25
Bước 8: Xác định các ngưỡng tới hạn cho từng điểm kiểm soát trọng yếu:
Sau khi xác định tất cả các điểm kiểm soát trọng yếu, nhóm HACCP nên xác
định các ngưỡng tới hạn cho từng điểm kiểm soát trọng yếu phải được biểu diễn bằng
những thông số. Những thông số nào có thể đo được một cách dễ dàng và nhanh chóng
nên được ưu tiên lựa chọn để
đưa vào xem xét. Những thí dụ về các thông số này là
nhiệt độ, thời gian, độ ẩm, PH, hoạt động của nước, các chỉ tiêu cảm quan
Bước 9: Thiết lập hệ thống giám sát, điều chỉnh cho từng điểm kiểm soát trọng yếu:
Các bước kiểm soát, điều chỉnh phải có khả năng phát hiện được sự mất kiểm
soát của từng CCP. Hơn thế nữa, các ho
ạt động kiểm soát phải có khả năng cung cấp
những thông tin kịp thời khi tiến hành điều chỉnh để đảm bảo việc kiểm soát qui trình
sản xuất và ngăn ngừa sự vượt ra ngoài mức tới hạn của từng điểm kiểm soát trọng
yếu. Sự điều chỉnh cần phải được tiến hành trước khi có sự cố xảy ra. Các số liệu thu
được trong quá trình chỉnh cần phải được một người có chuyên môn đánh giá để người
này có thể đưa ra những hành động kịp thời khi cần thiết. Nếu như quá trình kiểm soát
không phải là liên tục thì số lần kiểm tra cần phải được xác định rõ để bảo đảm những
điểm trọng yếu đều nằm trong tầm kiểm soát. Phần lớn những bước kiểm tra và điều
ch
ỉnh phải được tiến hành rất nhanh chóng vì các bước này được tiến hành trong quá
trình sản xuất nên không thể kéo dài lâu được. Những người chịu trách nhiệm về các
bước kiểm soát, điều chỉnh các điểm kiểm soát trọng yếu phải ký vào tất cả các tài liệu
liên quan đến bước này.
Bước 10: Đưa ra các biện pháp hành động kịp thời:
Nhóm HACCP cần phải đưa ra các biện pháp hành động kịp thời đối vớ
i từng
điểm kiểm soát trọng yếu để có thể giải quyết ngay nếu như có sự cố xảy ra. Các hành
động này nhằm đảm bảo việc đưa điểm kiểm soát trọng yếu trở lại tầm kiểm soát.
Bước 11: Xây dựng các bước kiểm tra:
Các bước kiểm tra thẩm định được dùng để xem xét hệ thống HACCP hoạt động có
chính xác và hiệu quả không. Các hoạt động c
ủa quá trình kiểm tra có thể bao gồm:
- Xem xét lại hệ thống HACCP và các hồ sơ.
- Xem xét lại các sự cố.
- Xem xét lại để bảo đảm các điểm kiểm soát trọng yếu nằm trong tầm kiểm soát.
Bước 12: Thiết lập hệ thống lưu trữ hồ sơ và các bản tư liệu: