BÁO CÁO THỰC TẬP-SỔ TAY CÔNG TÁC BẢO TRÌ và KIỂM TRA
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (850.57 KB, 14 trang )
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 1/14
SỔ TAY CÔNG TÁC BẢO TRÌ và KIỂM TRA
ACB World Super AE – Type AE-SW
AE630-SW
AE1000-SW
AE1250-SW
AE1600-SW
AE2000-SWA
AE2500-SW
AE3200-SW
AE4000-SWA
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 2/14
CÔNG TÁC KIỂM TRA VÀ BẢO TRÌ
Nội dung và tần suất kiểm tra-bảo trì là khác nhau phụ thuộc vào môi trường và điều kiện làm
việc. Đọc kỹ từng chi tiết chỉ dẫn sau đây để thực hiện công tác kiểm tra – bảo trì được đầy đủ.
MỤC LỤC
1. Công tác chuẩn bị trước khi kiểm tra
2. Chi tiết mặt trước và cấu tạo bên trong
3. Quy trình kiểm tra chi tiết
4. Công tác kiểm tra
5. Chẩn đoán hư hỏng
6. Kiểm tra tiếp điểm
Phụ lục: Các biểu mẫu biên bản
! CHÚ Ý !
• Chỉ những người có chuyên môn cần thiết mới được thực hiện công tác bảo trì/kiểm tra.
Nên nhớ nguy cơ điện giật trong quá trình thực hiện
• Chỉ được thao tác sau khi cắt điện ở máy cắt tổng đầu nguồn và bảo đảm không có điện.
Luôn nhớ có nguy cơ bị điện giật
Nếu như công tác kiểm tra/bảo trì buộc phải tiến hành mà không thể cắt điện trong một vài
trường hợp, thì phải mang găng tay cao su, mang ủng cách điện và lót thảm cao su trên sàn
nhà khi thao tác. Chỉ sử dụng các dụng cụ có bọc cách điện. Chỉ cho phép tiếp xúc với các
phần mang điện đối với các công nhân có chú ý đầy đủ đến việc cách điện cho cơ thể.
Các thao tác đóng cắt bình thường có thể thực hiện an toàn vì các phần mang điện đã được
bao bọc bởi vỏ cách điện của thiết bị.
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 3/14
1- Công tác chuẩn bị trước khi thực hiện kiểm tra:
Đối với công việc kiểm tra định kỳ trong điều kiện đang hoạt động bình thường thực hiện các bước
sau:
! CHÚ Ý !
Không được kéo ACB ra khi mặt chỉ thị còn chỉ “ON”
1.1- Sau khi kéo ACB ra khỏi khung, tháo mặt che theo cách sau:
1.1.1- Tháo vít M6 (h.3-2)
AE630 ~ AE1600-SW
AE2000-SWA
AE2000~3200-SW 3 pole
AE4000-SWA 3 pole
4 vít M6
AE2000~3200-SW 4 pole
AE4000-SWA 4 pole
6 vít M6
1.1.2- Tháo mặt che phải để cần nạp ở trạng thái nạp
Ghi chú:
Vì lý do an toàn, xả nạp về vị trí OFF sau khi tháo mặt nạ
1.2- Tháo buồng dập hồ quang:
1.2.1- Tháo vít M6 (h.4-1)
AE630~AE1600-SW
AE2000-SWA
1 vít / cực
AE2000~3200-SW
AE4000-SWA
2 vít / cực
1.2.2- Kéo trượt nắp che buồng dập hồ quang ra (h.4-2)
1.2.3- Kéo buồng dập hồ quang lên (h.4-3)
2- Chi tiết mặt trước và kết cấu bên trong
2.1- Mặt trước
h.5-1 Loại cố định h.5-2 Loại ngăn kéo
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 4/14
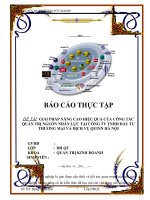
2.2- Kết cấu bên trong
(h.5.3)
[1] Trạm nối của mạch điều khiển [14] Tiếp điểm động
[2] Đấu nối mạch điều khiển [15] Tiếp điểm cố định
[3] Công tắc phụ [16] Thanh dẫn phía máy cắt
[4] Shunt trip, cuộn đóng [17] Thanh dẫn phía đế máy
[5] Rơ le trip điện tử [18] Nối mạch động lực
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 5/14
[6] Mặt che trước [19] Đế
[7] Cơ cấu trip [20] Lò xo tiếp điểm
[8] Cơ cấu đóng [21] Thanh dẫn phía máy cắt
9] Cơ cấu sạc [22] Thanh dẫn phía đế máy
[10] Lò xo đóng [23] Biến dòng CT
[11] Cơ cấu kéo ra [24] Cuộn cảm biến dòng
[12] Bệ trung gian [25] Khung vỏ
[13] buồng dập hồ quang
3- Hướng dẫn quy trình kiểm tra và thay thế:
3.1- Giới thiệu
Việc kiểm tra ACB nhằm phát hiện sớm các chi tiết có nguy cơ gây hư hỏng để duy trì hoạt
động của ACB thông qua việc thay đúng lúc các chi tiết /vật tư hao mòn hoặc hư hỏng để ngăn ngừa
tai nạn/ sự cố mà thiết bị có thể gây ra cận lúc hết hạn sử dụng.
Mitsibishi Electric đề xuất các hướng dẫn sau đây để thực hiện công tác kiểm tra và thay thế,
kiểm tra định kỳ và chi tiết. Xin vui lòng đọc kỹ đoạn sau đây trước khi sử dụng.
3.2- Hướng dẫn quy trình kiểm tra và thay thế căn cứ theo thời gian và môi trường sủ dụng
Mức độ sử
dụng
Môi trường làm việc Thí dụ HD kiểm
tra
HD thay thế
1 Nơi sạch sẽ khô ráo Phòng điện có ngăn bụi
hoặc điều hòa kkhí
10-20 năm Điều kiện
tham khảo
2 Trong nhà không có khí
ăn mòn và ít bụi
Bảng tủ điện phân phối
trong phòng điện không
ngăn bụi hoặc điều hòa
kkhí
2-3 năm /
lần
7-15 năm
1 Nơi ít bụi nhưng có khí
lẫn muối, axít
Nhà máy điện địa nhiệt,
xử lý nước thải, sắt thép,
bột giấy,…
1 lần / năm 3-7 năm Môi
trường
xấu
2 Nơi có nhiều khí ăn
mòn, bụi mà người
không thể ở lâu dài
Nhà máy hóa chất, quặng
mỏ
1 lần / nửa
năm
1-3 năm
3.3- Hướng dẫn quy trình kiểm tra và thay thế căn cứ theo số chu kỳ hoạt động
H. Dẫn K. Tra Giới hạn số ckỳ hđộng với Iđm G.hạn số ckỳ hđộng
với dòng quá tải
Số chu kỳ hđộng
Kích cỡ
AE
Số Ckỳ
hđộng
với Iđm
(*)
Số c kỳ
h động
kg Iđm
Ckỳ h
động/giờ
Với
Iđm
Kg Iđm Tổng số
Dòng
điện
Số ckỳ hđộng
630-SW
1000-SW
1250-SW
1600-SW
Mỗi 500
ckỳ
5,000
20,000
2000SWA 1,500 23,500
25,000
2000-SW
2500-SW
150
20
1,500 18,500
3200-SW 100
Mỗi
2,000
ckỳ
1,000 19,000
12 ckỳ
4000SWA 50 1,000
10
500 19,500
20,000
6 lần
Iđm
3 ckỳ
(*) Với Iđm: Chu kỳ hoạt động được xem như với dòng định mức ngay cả khi dòng điện nhỏ hơn
nhiều dòng định mức cực đại của máy cắt.
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 6/14
4- Quy trình kiểm tra chi tiết
4.1- Kiểm tra đầu tiên
4.1.1- Kiểm tra trước khi đóng điện
Hạng mục ktra Chỉ tiêu
1- Xem mối nối dây động lực có chắc không Lực vặn bu lông M12: 40-50N-m
2- Xem có vật lạ dẫn điện nào (như dây vụn, đinh
ốc, …) lọt vào các đầu nối không
Phải dọn sạch sẽ
3- Xem mặt che trước, đê1 máy cắt có nứt, vỡ hoặc
hư hỏng không
Phải còn nguyên vẹn
4- Xem ACB có bị thấm nước hoặc đọng sương Phả không có nước hoặc đọng sương
4.1.2- Vị trí đo - Tiêu chuẩn cách điện và điện áp thử
(1) Vị trí đo cách điện và điện áp
Thử cách điện Thử điện áp chịu đựng Vị trí đo
ON OFF ON OFF
(1) Giữa các phần mang điện động lực và đất O O O O
(2) Giữa các cực O - O -
(3) Giữa các thanh dẫn ra phía trên và dưới - O - O
(4) Giữa các phần mang điện động lực và điều
khiển
O O O O
(5) Giữa mạch điều khiển và đất O O O O
(2) Tiêu chuẩn: điện trở cách điện và điện áp chịu đựng
- Đo điện trở cách điện ( bằng meghom kế 500V): không nhỏ hơn 5MΩ (50MΩ đối với
cho riêng máy cắt).
- Thử điện áp chịu đựng:
(1) Giữa các phần mang điện động lực và đất 3,500V
(2) Giữa các cực 3,500V
(3) Giữa các thanh dẫn ra phía trên và dưới 3,500V
(4) Giữa các phần mang điện động lực và điều khiển 3,500V
Thời gian
cấp điện:
1 phút
(5) Giữa mạch điều khiển và đất 2,000V
! CHÚ Ý !
! Trong trường hợp kiểm tra điện môi vỏ tủ điện, phải tháo dây cấp nguồn của bộ điều khiển
UVT
4.2- Kiểm tra định kỳ
Kiểm tra định kỳ nên tiến hành lần đầu tiên sau khi đưa vào sử dụng được một tháng, sau đó
căn cứ theo hướng dẫn về quy trình kiểm tra-thay thế để đảm bảo máy cắt hoạt động ổn định lâu
dài.
4.2.1- Kiểm tra bên ngoài
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Bụi bám Mắt thường Phải sạch, không bám
bụi
Thối gió hoặc lau bằng giẻ khô
2. Đầu nối dây động lực Siết lại Lực siết: 40-50N-m Siết lại nếu cần
3. Đầu nối điều khiển Siết lại Lực siết: 0.9-1.2N-m Siết lại nếu cần
4. Mặt che trước, đế,
phiến đấu nối dây đkhiển
Mắt thường Không rạn nứt, biến
dạng
Thay thế nếu có dấu hiệu bất
thường
5. Thấm nước Mắt thường Không được có nước Thay thế nếu có dấu hiệu thấm
nước
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 7/14
4.2.2- Thanh dẫn động lực (bên ngoài)
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Đo cách điện Megger 500V Không thấp hơn 5MΩ
(50MΩ riêng ACB)
Lau sạch bụi trước khi đo.
Trong trường hợp kg thể phục
hồi, thay ACB và khung vỏ
2. Bụi bám Mắt thường Không bụi bám Lau sạch
3. Đổi màu, biến dạng Mắt thường Không bị đổi màu
hoặc biến dạng lò xo
ép
Thay thế nếu có dấu hiệu bất
thường
4.2.3- Thanh dẫn động lực (tháo buồng dập HQ để ktra bên trong)
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Độ mòn tiếp điểm Đo và mắt
thường
Khe hở giữa chốt
chặn và tiếp điểm
động > 2mm
Thay thế máy cắt nếu trị số
thấp hơn tiêu chuẩn, số chu kỳ
hoạt động vượt quá giới hạn
cho phép
2. Đổi màu tiếp điểm Mắt thường Không đổi màu, biến
dạng
Thay máy cắt nếu phát hiện
đổi màu, biến dạng tiếp điểm
4.2.4- Buồng dập HQ
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Khói muội bám Mắt thường Không khói muội bám Lau sạch
2. Rạn nứt Mắt thường Không rạn, vỡ Thay thế nếu có dấu hiệu bất
thường
3. Tình trạng tấm dập HQ Mắt thường Kg bị chảy, cháy Thay thế nếu có dấu hiệu bất
thường
4. Vít bắt buồng dập HQ Siết lại Siết chặt 2.5~4N-m Siết chặt
4.2.5- Cơ cấu đóng/cắt ( tháo mặt che trước để kiểm tra bên trong)
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Lò xo của cơ cấu nạp
tay
Bằng tay Phải hoạt động trơn
tru
Trong trường hợp kg nạp
được, bôi mỡ vào lẩy như chỉ
dẫn (tr. 29)
2. Cơ cấu đóng bằng tay
và trip
Bằng tay Phải hoạt động trơn
tru
Bôi mõ vào vòng bi như chỉ
dẫn (tr.29)
4.2.6- Cơ cấu kéo ra (loại drawout)
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Hoạt động kéo ra Kéo ra thử Thấy được thẻ khóa
và các vị trí nối dây
Bôi mỡ như chỉ dẫn (tr. 29)
4.2.7- Rơle trip điện tử
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Vỏ ngoài rơle Mắt thường Không có vết rạn nứt,
biến dạng bên ngoài
và núm chỉnh định
Thay thế nếu có dấu hiệu hư
hỏng
2. Đặc tính bảo vệ Đo Sử dụng máy đo (Y-
60, Y-2000) để xác
định đặc tính rơle còn
trong phạm vi tiêu
chuẩn
Thay thế rơ le nếu phát hiện trị
số kiểm tra lệch ngoài tiêu
chuẩn
3. Bụi Mắt thường Kg được bám bụi Lau sạch bụi bằng vải khô, kg
được dùng dung môi
4.2.8- Phụ kiện
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 8/14
Hạng mục ktra Ph pháp ktra Mục tiêu Ph pháp xử lý
1. Cuộn đóng (CC), shunt
trip (SHT)
Thử điện Phải hoạt động tin cậy,
dễ dàng trong phạm vi
điện áp xác định theo
“instruction manual”
Thay cuộn đóng và shunt trip
nếu có hoạt động bất thường
2. Tiếp điểm phụ (AX) Ktra thông
mạch Axa và
Axb
Phải tác động theo điều
kiện làm việc của ACB
Thay tiếp điểm nếu có bất
thường
3. Bộ sạc môtơ (MD) Thử điện Phải sạc đầy đủ và tin
cậy trong phạm vi thời
gian đặt theo chỉ dẫn
“instruction manual”
Kiểm tra lại nguồn điện hoặc
thay thế MD nếu có dấu hiệu
bất thường
4. Bộ thấp áp (UVT) Thử điện Phải đóng được khi
điện áp còn 85% đm,
phải trip và ngăn không
cho đóng khi điện áp
còn 45% đm
Thay thế nếu có dấu hiệu bất
thường
(1) Phải kg nứt, vỡ Thay thế
<1> Loại bỏ chướng ngại
5. Nắp che an toàn (SST) Kéo ra/đẩy vào
(2) Phải thao tác kéo
ra/đẩy vào trơn tru
<2> Thay khung đế nếu hoạt
động kg trơn tru
6. Cell Switch (CL) Kéo ra/đẩy vào Chuyển được các vị trí
“TEST” “CONNECTED”
rõ ràng
Thay thế nếu có dấu hiệu bất
thường
7. Cơ cấu liên động cơ
(MI)
Ktra khe hở
giữa chốt trip
và đòn bẩy
0.1~0.2mm Thay thế nếu kg điều chỉnh
được
4.3- Kiểm tra sau khi cắt cự cố
Sau khi máy cắt tác động do xảy ra sự cố quá tải hoặc ngắn mạch phải tiến hành kiểm tra chi tiết
các hạng mục theo mục 4.2.
Có thể sử dụng lại máy cắt nếu như các chỉ tiêu sau kiểm tra đều đạt. Cần phải tiến hành xác
định và loại bỏ nguyên nhân gây ra sự cố trước khi đóng điện lại.
Tuy nhiên nên thay thế máy cắt trong thời gian sớm nhất nếu nó đã tác động cắt dòng sự cố quá
lớn. Cần phải đặt máy cắt ở chế độ giám sát thường xuyên các tác động của việc tăng nhiệt quá
mức và các tác động bất thường khác cho đén khi thay thế máy cắt mới.
Tham khảo bảng sau đây liên quan đến mức độ dòng cắt và cách xử lý.
Mức độ dòng cắt Mức độ hư hại máy cắt Xử lý
1. Dòng cắt < 10 Iđm (tầm long-
time-delay, short-time-delay)
(1) Biểu hiện bất thường trên các
chi tiết bên ngoài, kg thể nhìn
thấy bằng mắt thường
(2) Tiếp điểm mòn nhẹ, bám muội
khói,…
Sử dụng lại được
(1) Tham khảo mục 3.3 liên quan
đến tuổi thọ/dòng điện
(2) Th bị có khả năng hoạt động
12 lần với dòng cắt = 6 Iđm
2. Dòng cắt ~ 20 Iđm (tầm
instantaneous)
(1) Bám muội than nhẹ trên các
khe thoát HQ
(2) Tiếp điểm và buồng dập HQ
hư hại nhẹ
Sử dụng lại được
có thể thực hiện đóng cắt O-CO-
CO với khả năng cắt đm
3. Dòng cắt lớn tương đương với
khả năng cắt của ACB
(1) Muội than bám nhiều trên khe
thoát HQ
(2) Tiếp điểm và buồng dập HQ
hư hại đáng kễ.
(1) Thay thế ngay
(2) Nếu kg thay ngay được, máy
cắt phải được sử dụng cẩn thận
bằng cách giảm dần dòng tải,
miễn là các chỉ tiêu mục 4.2 phải
đạt. Thực hiện thêm thử nghiệm
điện áp chịu đựng ở mức 2 lần
điện áp cách điện, nói cách khác
2,000V. Tuy nhiên tốt nhất là thay
thế.
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 9/14
Ghi chú: (1) Trong mọi trường hợp, phải đảm bảo khe hở giữa que chặn (stopper pin) và
tiếp điểm động (trg.12) không nhỏ hơn 2mm.
(2) Trong trường hợp dụng cụ trip điện tử có chức năng chỉ báo, có thể dễ dàng xác
định nguyên nhân trip nằm trong phạm vi long-time-delay, short-time-delay hay instantaneous.
(3) Nếu không ước lượng được trị số dòng sự cố, xử lý như mục 3 phần 4.3
5- Chẩn đoán hư hỏng
Xử lý Triệu chứng Nguyên nhân có thể
Sơ bộ Kế tiếp
OFF-lock (CYL,CAL, bệ
khóa ) kg mở
Giải tỏa OFF-lock (CYL, CAL,
bệ khóa)
Vị trí kéo ra không phù hợp Đặt một trong các vị trí
“DISCONNECTED” “TEST”
hoặc “CONNECTED”
Tay quay đã được đẩy vào Lấy tay quay ra
Liên hệ nhà cung cấp
nếu đã xử lý sơ bộ mà
vẫn không đạt kết quả
Cuộn UVT kg có điện Cấp điện cho UVT Tham khảo phần:
“triệu chứng bất
thường của UVT”
Liên hệ nhà cung cấp
nếu kg nạp được
bằng tay
Lò xo đóng không nạp Nạp lò xo
Tham khảo phần “
không nạp được” nếu
không nạp được bằng
điện
Nếu đã cấp điện, kiểm tra lại
mạch đk
Cuộn đóng không hoạt động
(đóng bằng tay được)
Nếu điện áp không có, kiểm tra
các đầu nối
Thay cuộn đóng
Không đóng
được
Phụ kiện hư hỏng Cơ cấu hoạt động sai Liên hệ nhà cung cấp
Trip xảy ra cùng lúc khi
đóng
(1) Cuộn UVT hỏng
Kểm tra cuộn UVT Thay thế nếu cuộn
UVT hư
(2) Vít giữ lẩy đóng và lẩy
trip long ra
Siết lại Liên hệ nhà cung cấp
nếu vẫn không kết
quả
ACB cắt lúc nạp sau khi
đóng
- Liên hệ nhà cung cấp
Có vật lạ lọt vào cơ cấu
đóng
Lấy vật lạ ra Liên hệ nhà cung cấp
nếu có dấu hiệu nứt,
bể các phụ kiện
Nút ON bị vỡ Liên hệ nhà cung cấp
Đóng được
Nút ON không ấn được Liên hệ nhà cung cấp
ACB bị trip
cuối lúc nạp
Lò xo giữa tấm đóng và cần
trip UVT rơi ra
Lắp lò xo lại đúng vị trí (trạng
thái OFF, DISCHARGED)
Liên hệ nhà cung cấp
nếu vẫn không kết
quả
(1) ACB không trip được
ngay cả sau khi ấn nút OFF
Có hư hỏng hoặc tiếp điểm bị
hàn dính
Liên hệ nhà cung cấp
(2) Shunt trip không hoạt
động
Kiểm tra điện cấp cho UVT và
mạch điều khiển
Ghi chú (1)
Nếu có điện
* Ktra tiếp xúc các cọc C1, C2
Ktra cuộn UVT
* Lấy cuộn SHT ra cấp điện
thử từ ngoài (kg quá 5 giây)
Thay SHT nếu phát
hiện hư hỏng. Kiểm
tra AX
Không cắt
được
(3) Shunt trip không hoạt
động (OFF bằng tay được)
* Khi ACB đóng, tháo C1, C2, Thay AX nếu phát
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 10/14
ktra thông mạch các mối nối hiện kg thông mạch
(4) Nút OFF không ấn được - Liên hệ nhà cung cấp
(5) Nút OFF bị vỡ - Liên hệ nhà cung cấp
(1) Không nạp được bằng
tay
* Tay gạt bị gảy
Liên hệ nhà cung cấp
* Tay gạt bị kẹt Vô mỡ Liên hệ nhà cung cấp
* Có dấu hiệu bất thường ở
cơ cấu nạp
Vô mỡ Liên hệ nhà cung cấp
(2) Không nạp được bằng
điện
* Không có điện
Cấp điện
Liên hệ nhà cung cấp
(1) Đ/cơ kg quay
* Ktra U1, U2 tại mạch điều
khiển, trường hợp điện DC
kiểm tra thêm cực tính
* Kiểm tra tiếp xúc của đ/cơ
Vặn chặt các mối nối,
thay môtơ nếu ktra
đầu dây hở mạch
(2) Đ/cơ quay nhưng kg nạp
* Ktra nạp tay
Không nạp
được
* Có điện
* Ktra lò xo đ/cơ
Thay môtơ nếu nạp
được bằng tay
Mối nối bị lỏng Vặn chặt lại Thay thế nếu thanh
dẫn bị đổi màu hoặc
cháy đầu nối
Lò xo ép của tiếp điểm kẹp
bị hỏng
Thay thế khung vỏ
Điện trở tiếp xúc của tiếp
điểm tăng
Chùi sạch mặt tiếp xúc Thay máy cắt nếu
nhiệt độ vẫn không
giảm sau khi chùi
sạch mặt tiếp điểm
Tiếp điểm mòn nhiều Theo tiêu chuẩn mục 6.2 khi
kiểm tra tiếp điểm
Thay máy cắt
Tăng nhiệt bất
thường
Quá tải Kiểm tra dòng tải
Cài đặt sai Hiệu chỉnh lại Nếu đã cài đặt trị số
tối đa mà vẫn trip,
thay máy cắt có khả
năng cắt lớn hơn
Rơ le điện tử
hoạt động bất
thường
(1) Trip sớm
Rơ le hỏng Thử chức năng trip bằng máy
thử
Thay rơle mới
Rơ le hỏng Thử chức năng trip bằng máy
thử
Kiểm tra mối nối hoặc
thay rơle mới
Hở mạch dây nối với CT
(thể hiện ERR, vẫn cấp
nguồn)
Nối lại cho chắc Kiểm tra lại cuộn trip
(2) Trip trễ (kg
trip khi quá tải)
Mối nối dây với cuộn dây
trip bị hở mạch
Nối lại cho chắc Thay cuộn trip
Không đẩy tay quay vào
được
Đẩy vào sau khi ấn nút OFF Liên hệ nhà cung cấp
Tấm khóa lock plate không
thể ấn vào
Xoay tay quay một ít sang
phải/trái và đẩy tấm khóa vào
đúng vị trí có thể đẩy vào dễ
dàng
Liên hệ nhà cung cấp
nếu vẫn không có kết
quả
Tấm khóa không lồi ra ở các
vị trí “TEST”,
“CONNECTED”
Bôi mỡ thêm Thay đèn chỉ thị
Chốt chặn bị gảy nên mặc
dù tấm khóa có bật ra ở các
vị trí “TEST,
“CONNNECTED” nhưng
thao tác đẩy vào vẫn không
chốt được
Thay đèn chỉ thị
Đèn chỉ thị vẫn không thay
đổi trạng thái
Bôi thêm mỡ Thay đèn chỉ thị
Tay quay không xoay được Đẩy tấm khóa vào Liên hệ nhà cung cấp
Thao tác kéo
ra/đẩy vào bị
trở ngại
Có vật lạ giữa máy cắt và Lấy vật lạ ra Thay thế các phụ kiện
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 11/14
khung đế cản trở thao tác
kéo ra/ đẩy vào
bị vỡ
Mối nối điện bị hỏng cản trở
thao tác kéo ra/đẩy vào
Liên hệ nhà cung cấp
Phiến đấu nối tự động
(ATC) bị vỡ
Thay thế ATC
Miếng ngăn tấm che an toàn
bị vỡ
Thay SST Tấm che an
toàn (SST) kg
hoạt động
Que gài của tấm che an
toàn bị gãy
Thay SST
Bọc nhựa của ATC bị vỡ Liên hệ nhà cung cấp Phiến đấu nối
(ATC) không
tạo kết nối
được ở các vị
trí “TEST”,
‘CONNECTED”
Lưỡi của ATC bị biến dạng Liên hệ nhà cung cấp
Không có điện áp vào các
đầu dây D1, D2
Kiểm tra nguồn cấp điện Xem xét mạch cấp
nguồn
Điện áp đặt vào quá thấp
(hoặc quá cao)
Kiểm tra và điều chỉnh cho phù
hợp với điện áp định mức của
UVT
Liên hệ nhà cung cấp
Cọc DT1, DT2 hở mạch Ktra các cọc DT1, DT2 có nối
nhau kg? Hở mạch trong
trường hợp dùng nút ấn để tác
động trip (tiếp điểm b)
Tháo dây nối vào
cuộn UVT và kiểm tra
điện áp
Không có điện vào cuộn
UVT
Ktra trị số đ/áp vào cuộn UVT.
Đ/áp trung bình 25VDC (đ/áp
đỉnh 120VDC)
Thay thế bộ điều
khiển UVT nếu kg có
điện vào. Xem xét
cuộn UVT nếu có điện
Bộ điều khiển
UVT trục trặc
Cuộn UVT hở mạch Kiểm tra thông mạch cuộn
UVT
Thay thế cuộn UVT
Hở mạch các mối nối Kiểm tra tiếp xúc của phiến
đấu nối ATC
Thay công tắc phụ Công tắc phụ
không hoạt
động
Phụ kiện công tắc phụ bị vỡ,
gảy
Liên hệ nhà cung cấp
Ghi chú: (1) Khi buộc phải thao tác kéo máy cắt ra, chỉ thực hiện sau khi cắt điện thiết bị phía
trên. Kéo máy cắt ra khi nó còn mang điện có thể gây ra tai nạn nghiêm trọng.
6- Kiểm tra tiếp điểm
6.1- Kiểm tra tiếp điểm chính
(1) Tháo buồng dập HQ
(2) Đóng ACB
(3) Xác định khe hở giữa stopper pin và que chặn 1 và tiếp điểm động 2 lớn hơn 2mm
(h.116-1). Nếu khe hở nhỏ hơn 2mm tiếp điểm coi như hết tuổi thọ , thay ACB mới.
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 12/14
6.2- Tần suất kiểm tra tiếp điểm
Thực hiện theo chỉ dẫn ở mục 3.3 (trg. 6)
Mẫu Biên bản kiểm tra ETR (rơ le điện tử) – cho model WS
Sử dụng
Loại
Dòng định mức (In)
Số serie
Loại rơle ETR
Số serie của rơle ETR
Mục kiểm tra Người kiểm tra
(1) Phải không có vết nứt, vỡ trên ETR Phải không có vết nứt,
vỡ
Bên
ngoài
(2) Không sút, lỏng các mối nối mạch điều khiển Nối lại chắc chắn
Dòng định mức (Ir)
Dòng liên tục (Iu)
(1) Long time
delay
Thời gian tác động (TL)
Dòng pickup (Isd)
(2) Short time
delay
Thời gian tác động (Tsd)
Dòng pickup (Ii)
(3)
Instantaneous
Thời gian tác động (Ti)
Dòng pickup (Ip)
(4) Pre-alarm
Thời gian tác động (Tp)
Dòng pickup (Ig)
Thời gian tác động (Tg)
(5) Grand
fault
protection
Thông số cài đặt TRIP và ALARM
cho GFR
Dòng pickup (I
∆
n)
Thời gian tác động (Te)
Xác định
các trị
số cài
đặt
(6) Bảo vệ
dòng rò
Thông số cài đặt TRIP và ALARM
cho ER
Ghi ra giá trị cài đặt
Dòng pickup (%)
105%~125% x Iu
(1) Long time
delay (Note 1)
Thời gian tác động (s)
TL ± 20% at 200% Iu
Dòng pickup (%)
Isd ±15%
(2) Short time
delay (Note 2)
Thời gian tác động (s)
Tsd ± 20% at 150% Isd
Dòng pickup (%)
Ii ± 15%
(3)
Instantaneous
Thời gian tác động (s)
≥ 40ms at 150Ii
Dòng pickup (%)
Ip ± 10%
(4) Pre-alarm
Thời gian tác động (s)
TL/2 ± 20% at 200%Iu
Dòng pickup (%)
Ig ± 20%
(5) Grand
fault
protection
Thời gian tác động (s)
Tg ± 20% at 150% Ig
Pickup,
Thời
gian tác
động
(6) Bảo vệ Dòng pickup (%)
I
∆
n+0% ~ 30%
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 13/14
dòng rò Thời gian tác động (s)
Te ± 20% at 150% I
∆
n
(1) Chỉ thị trip tiếp điểm ngõ ra (L, S/I, G, E, P) Ngõ ra tương ứng lần
lượt với mỗi trạng thái
Ngõ ra
(2) Chỉ thị trip ngõ ra LED (L, S/I, G, E, P) Đèn sáng tương ứng với
mỗi trạng thái
Khác,
ghi chú
Ghi chú
Ghi chú
: (
Note1) Nếu Thực hiện tác động chế độ short-time hoặc long-time khi tiến hành đo ở
trạng thái hoạt động pickup instantaneous, sử dụng nút L/S LOCK (LTD/STD LOCK).
(Note2) Nếu thực hiện tác động chế độ long-time hoặc instantaneous khi tiến hành đo ở
chế độ short-time delay phải thay đổi giá trị cài đặt ( các giá trị long-time hoặc
instantaneous) – hoặc thay đổi giá trị dòng thử (min 140% Iu).
Nếu bạn thay đổi giá trị cài đặt, phải bảo đảm phục hồi giá trị trước đó khi kết thúc quá
trình thử.
Mẫu Biên bản Kiểm tra máy cắt – cho model AE-SW
Sử dụng
Loại
Dòng định mức
Số serie
Ngày sản xuất
Loại và số serie của rơle điện tử ETR
Mục kiểm tra Người kiểm tra
Kiểm tra hoạt động bộ đếm Ktra mắt
thường
Trước
Sau
Điều kiện ON/OFF Ktra mắt
thường
Trước
Sau
Sự nguyên vẹn của vỏ, đế
Sự nguyên vẹn của tay nạp
Sự nguyên vẹn của phiến
đấu nối mạch điều khiển
Đổi màu của thanh đấu nối
Sự nguyên vẹn của rơle điện
tử
Bên
ngoài
Sự nguyên vẹn của đèn chỉ
thị trạng thái (drawout
indicator)
Kiểm tra bằng mắt thường
Phải không có hư
hại nghiêm trọng
Giữa các cực
Giữa các đầu ra phía nguồn
và phía tải
Giữa mạch động lực-đất
Điện
trở
cách
điện
Giữa mạch điều khiển- đất
Dùng megger 500V
≥ 5MΩ
Độ mòn tiếp điểm Kiểm tra độ mở ≥ 2mm
Độ mòn lưới buồng dập HQ
Rỉ sét, ăn mòn các phụ kiện
cơ khí
Vỡ, rơi vòng đệm, chốt lò
xo,…
Hoạt động bất thường ở cơ
cấu nạp
Hoạt động bất thường ở cơ
cấu đóng
Hoạt động bất thường ở cơ
cấu trip
Bụi đất, vật lạ xâm nhập
Xem
xét bên
trong
Mối nối dây của CT và ETR
Ktra bằng mắt thường
Phải không có dấu
hiệu hư hỏng nặng
Hoạt động đóng cắt Hoạt động bằng tay Phải trơn tru
Tiếp điểm phụ
Shunt trip
UVT
Hoạt động của môtơ
Hoạt
động
của các
phụ
kiện
Cơ cấu kéo ra/đẩy vào
Kiểm tra hoạt động
Bu lông, vít bị lỏng Siết chặt thêm sau khi ktra Phải không được
Hướng dẫn Bảo trì Máy cắt hạ thế AE
SW
Công ty Điện-CN DANH ĐẶNG 14/14
bằng mắt lỏng ra
Bôi mỡ thêm Ktra bằng mắt thường Thêm mỡ nếu bị
khô
Lau chùi
Kết quả ktra, ghi chú khác:
• Ký hiệu: (O): tốt, (∆): đã thay thế, (X): cần phải thay, (-) : không cần ktra
Quy Trình bổ sung chất bôi trơn – Máy cắt AE-SW
1- Hướng dẫn bôi trơn căn cứ theo thời gian và môi trường sử dụng.
Mức độ sử dụng Môi trường Hướng dẫn bôi trơn
1 Không khí sạch và khô ráo Môi trường bình
thường
2 Trong nhà, ít bụi,…Nơi không có khí ăn mòn
- Lần đầu: 4~6 năm
- Từ lần thứ hai: 3 năm
1 Địa điểm có khí lẫn muối như sulfur dioxid,
hydrogen sulphid, hoặc nơi có nhiệt độ trung bình
trong 24 giờ vượt quá +35
0
C.
Mỗi 2 năm/ lần
Môi trường xấu
2 Địa điểm có khí ăn mòn nhiều và bụi bậm mà con
người không thể ở được lâu dài
Mỗi năm/lần
2- Hướng dẫn bôi trơn căn cứ theo số chu kỳ hoạt động.
Loại Hướng dẫn bôi trơn
Số chu kỳ hoạt động (Ghi chú 1)
AE630-SW~AE1600-SW
AE2000-SWA
Mỗi 2.000 chu kỳ
AE2000-SW~AE3200-SW
AE4000-SWA
Mỗi 2.000 chu kỳ
Ghi chú (1): Số chu kỳ hoạt động gồm có dòng định mức và không định mức
(2): Khi thực hiện kiểm tra bôi trơn, thao tác đóng/mở khoảng 10 lần liên tục.
Khuyến cáo thực hiện động tác đóng/mở ít nhất 1 lần trong năm để làm trơn tru các bộ
phận cơ khí.
3- Thực hiện công tác bôi trơn sau khi kéo ACB khỏi khung và để riêng ra bên ngoài.
4- Tháo vít mặt che (h. 3-2)
5- Vì lý do an toàn, sau khi tháo mặt che, đưa ACB về trạng thái “Discharged” và “OFF”.
6- Nên sử dụng mỡ bôi trơn Osmosis (TD: Multemp ET-100M của KYODO YUSHI CO., LTD hoặc
Molyoil chai phun F100 của SUMICO LUBRICANT CO., LTD).
7- Vị trí bôi trơn được chỉ dẫn bằng mũi tên . Lau dầu mỡ cũ càng sạch càng tốt trước khi
bôi thêm.
8- Phun xịt dầu bôi trơn Molyoil F100 vào các vị trí không có chỉ dẫn đặc biệt.
9- Sau khi bôi trơn, đóng/mở bằng tay 2~3 lần để cho trơn tru.